You might also like
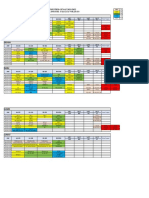
- Jadwal Kuliah Genap 2021 (28 Januari)Document2 pagesJadwal Kuliah Genap 2021 (28 Januari)MUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- Coatings: Comparison of The Technical Performance of Leather, Artificial Leather, and Trendy AlternativesDocument14 pagesCoatings: Comparison of The Technical Performance of Leather, Artificial Leather, and Trendy AlternativesMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- Appleather: Eco-Friendly & Plastic FreeDocument16 pagesAppleather: Eco-Friendly & Plastic FreeMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- Chitosan and Its Amino Acids Condensation Adducts As Reactive Natural PolymerDocument10 pagesChitosan and Its Amino Acids Condensation Adducts As Reactive Natural PolymerMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- Analytica Chimica Acta: Chao Ding, Hanjun Sun, Jinsong Ren, Xiaogang QuDocument8 pagesAnalytica Chimica Acta: Chao Ding, Hanjun Sun, Jinsong Ren, Xiaogang QuMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- Catalysis Communications: Ming-Qi Liu, Xian-Jun Dai, Rong-Fa Guan, Xin XuDocument5 pagesCatalysis Communications: Ming-Qi Liu, Xian-Jun Dai, Rong-Fa Guan, Xin XuMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- Preparation of Chitosan Particles Suitable For Enzyme ImmobilizationDocument7 pagesPreparation of Chitosan Particles Suitable For Enzyme ImmobilizationMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- 5638 19564 1 PBDocument8 pages5638 19564 1 PBMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- 5638 19564 1 PBDocument8 pages5638 19564 1 PBMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- Correlation of Sedimentation With Percent Cover Coral Reef in Lampung BayDocument10 pagesCorrelation of Sedimentation With Percent Cover Coral Reef in Lampung BayMUHAMMAD HANIF ROSYIDI 2041201010No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Continuous Winemaking Fermentation Using Quince-Immobilized Yeast at Room and Low TemperaturesDocument6 pagesContinuous Winemaking Fermentation Using Quince-Immobilized Yeast at Room and Low TemperaturesLoc VotuongNo ratings yet
- Camelina Derived Jet Fuel and Diesel - Sustainable Advanced BiofuelsDocument11 pagesCamelina Derived Jet Fuel and Diesel - Sustainable Advanced Biofuelsvitorio netoNo ratings yet
- Stefan Boltzmann Law PDFDocument3 pagesStefan Boltzmann Law PDFESAKKIMALA SNo ratings yet
- Road Liner ThermoplasticDocument2 pagesRoad Liner ThermoplasticDuc NguyenNo ratings yet
- Introduction To Metal EtchingDocument2 pagesIntroduction To Metal EtchingfoobiedotNo ratings yet
- 3D-QSAR in Drug Design Hugo Kubini Vol. 3Document364 pages3D-QSAR in Drug Design Hugo Kubini Vol. 3vbalaramnavar100% (1)
- Magnetic Terms and UnitsDocument3 pagesMagnetic Terms and UnitsDeepak Choudhary DCNo ratings yet
- Used Oil AnalysisDocument44 pagesUsed Oil AnalysisRiyadh Saleh100% (1)
- Sample Problem 1: X Direction X Direction XDocument4 pagesSample Problem 1: X Direction X Direction XHarold MangaNo ratings yet
- Presentation: Darwisa G. Hawari Dip-Ems 1ADocument35 pagesPresentation: Darwisa G. Hawari Dip-Ems 1AZeal Alexis MontellorNo ratings yet
- Comp Mode of Jominy Test Paper ID1396Document5 pagesComp Mode of Jominy Test Paper ID1396fdcarazoNo ratings yet
- Paint Master Bonding Liquid - SDSDocument3 pagesPaint Master Bonding Liquid - SDSMichael JoudalNo ratings yet
- Mil PRF 9954DDocument8 pagesMil PRF 9954DjhscribdaccNo ratings yet
- Metallic BiomaterialsDocument26 pagesMetallic BiomaterialspufarinaaNo ratings yet
- Cover Lab ReportDocument5 pagesCover Lab ReportadlenaNo ratings yet
- David Scanu, Natalia P. Yevlampieva and Robert Deschenaux - Polar and Electrooptical Properties of (60) Fullerene-Containing Poly (Benzyl Ether) Dendrimers in SolutionDocument7 pagesDavid Scanu, Natalia P. Yevlampieva and Robert Deschenaux - Polar and Electrooptical Properties of (60) Fullerene-Containing Poly (Benzyl Ether) Dendrimers in SolutionGlade680No ratings yet
- Maxlife 10W-40 SN PlusDocument1 pageMaxlife 10W-40 SN PlusOcto Adhi W PryhantoNo ratings yet
- Acamprosate CalciumDocument2 pagesAcamprosate Calciumjafranco.tfsNo ratings yet
- S Start of Lesson E End of Lesson Grading 1-5: Learning Outcomes Progress ArrowDocument30 pagesS Start of Lesson E End of Lesson Grading 1-5: Learning Outcomes Progress ArrowYu Seung KimNo ratings yet
- Aspen Plus - Cetic Anhyhdrate ReactorsDocument6 pagesAspen Plus - Cetic Anhyhdrate ReactorsGyan PrameswaraNo ratings yet
- CHAPTER 7 Solid Waste ManagementDocument28 pagesCHAPTER 7 Solid Waste Managementdaabgchi67% (3)
- Air Pollution - A Review: October 2020Document29 pagesAir Pollution - A Review: October 2020NasrinTalebpourNo ratings yet
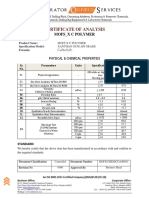
- Certificate of Analysis: Mofs - X C PolymerDocument1 pageCertificate of Analysis: Mofs - X C PolymerPranav DubeyNo ratings yet
- Mark Scheme (Results) Summer 2016Document31 pagesMark Scheme (Results) Summer 2016NaushinNo ratings yet
- Maktab Rendah Sains Mara Peperiksaan Sijil Pendidikan MRSM 2015Document28 pagesMaktab Rendah Sains Mara Peperiksaan Sijil Pendidikan MRSM 2015Zaza MawarNo ratings yet
- Thermodynamic Analysis of EAF Electrical Energy deDocument17 pagesThermodynamic Analysis of EAF Electrical Energy deRafaela PradeNo ratings yet
- Avogadro ActivityDocument4 pagesAvogadro ActivityShazmie Mohammad NadziriNo ratings yet
- Enzymes: Biology Matters G.C.E. 'O' Level (2 Edition) : Textbook AnswersDocument2 pagesEnzymes: Biology Matters G.C.E. 'O' Level (2 Edition) : Textbook Answerslee40% (5)
- Analysis Synthesis and Design of Chemical Processes Third Edition T LDocument5 pagesAnalysis Synthesis and Design of Chemical Processes Third Edition T LUzair Wahid0% (1)
- Assignment 1Document2 pagesAssignment 1Supratim Bhattacharjee100% (1)