You might also like
- Temperature and Humidity Independent Control (THIC) of Air-conditioning SystemFrom EverandTemperature and Humidity Independent Control (THIC) of Air-conditioning SystemNo ratings yet
- HEAT TRANSFERDocument10 pagesHEAT TRANSFERLeonid PastukhovNo ratings yet
- Hufgard 等 - 2023 - Novel Heat Flux Controlled Surface Cooling for HypDocument12 pagesHufgard 等 - 2023 - Novel Heat Flux Controlled Surface Cooling for Hyp刁彦淇No ratings yet
- Primary Drying: The Sublimation of Ice: 8.1 Principles of Coupled Heat and Mass TransferDocument16 pagesPrimary Drying: The Sublimation of Ice: 8.1 Principles of Coupled Heat and Mass TransferLIZETH YULIANA FAJARDO CENDALESNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Experiment No. 7: Objective: Apparatus: ComponentsDocument5 pagesExperiment No. 7: Objective: Apparatus: ComponentsHannanNo ratings yet
- Filmwise and Dropwise ExperimentDocument33 pagesFilmwise and Dropwise ExperimentValentinoDullSatin100% (2)
- Film & Dropwise Condensation UnitDocument16 pagesFilm & Dropwise Condensation UnitHafizszul FeyzulNo ratings yet
- Beaty_APR 2/2/06 8:54 AM Page 1: Lyophilization Heat and Mass TransferDocument5 pagesBeaty_APR 2/2/06 8:54 AM Page 1: Lyophilization Heat and Mass Transfertwintwin91No ratings yet
- The Myth of Heat Soak TestDocument5 pagesThe Myth of Heat Soak TestMichael ChewNo ratings yet
- Filmwise and Dropwise ExperimentDocument33 pagesFilmwise and Dropwise ExperimentRizuan Hakim100% (1)
- Rapid Depressurization of Pressure VesselsDocument4 pagesRapid Depressurization of Pressure VesselsChristian CândidoNo ratings yet
- Steam Condensor Gas RemovalDocument7 pagesSteam Condensor Gas Removales9857No ratings yet
- Spray Cooling in A Closed System With Different Fractions of Non-Condensibles in The EnvironmentDocument16 pagesSpray Cooling in A Closed System With Different Fractions of Non-Condensibles in The Environmentbruce1312No ratings yet
- ThermoacousticDocument11 pagesThermoacousticAn@ndNo ratings yet
- Robert E. Henry and Hans K. Fauske - A Different Approach To Fragmentation in Steam ExplosionsDocument13 pagesRobert E. Henry and Hans K. Fauske - A Different Approach To Fragmentation in Steam ExplosionsPelaggioNo ratings yet
- The Votator Process for Chilling and Aerating Oils and FatsDocument3 pagesThe Votator Process for Chilling and Aerating Oils and FatsGrecia SuffoNo ratings yet
- Film Boiling Condensation ExperimentDocument17 pagesFilm Boiling Condensation ExperimentTengku AshrafNo ratings yet
- Film Boiling Condensation Heat Transfer CoefficientsDocument21 pagesFilm Boiling Condensation Heat Transfer CoefficientsAriff HaiqalNo ratings yet
- Heat Mass TransferDocument5 pagesHeat Mass Transferlampshade17No ratings yet
- External InfluencesDocument8 pagesExternal InfluencesmohamadNo ratings yet
- Film Boiling CondensationDocument5 pagesFilm Boiling CondensationMohamad Fahmi Abd Rased100% (3)
- Cooling of BottleDocument5 pagesCooling of BottleMikkelsNo ratings yet
- Filmwise and Dropwise ExperimentDocument16 pagesFilmwise and Dropwise ExperimentGoodMarissa100% (5)
- Rewetting and Boiling in Jet Impingement On High Temperature Steel SurfaceDocument21 pagesRewetting and Boiling in Jet Impingement On High Temperature Steel SurfaceH. LEOCADIONo ratings yet
- Optimal Operation of Simple Refrigeration Cycles Part I: Degrees of Freedom and Optimality of Sub-CoolingDocument10 pagesOptimal Operation of Simple Refrigeration Cycles Part I: Degrees of Freedom and Optimality of Sub-CoolingsdrtfgNo ratings yet
- Chap 6 SolutionDocument4 pagesChap 6 Solution英No ratings yet
- CHE486 - EXPERIMENT 7 (Film Boiling Condensation) UiTMDocument11 pagesCHE486 - EXPERIMENT 7 (Film Boiling Condensation) UiTMHaikal SuhaimiNo ratings yet
- Heat Transfer in Freeze-Drying ApparatusDocument25 pagesHeat Transfer in Freeze-Drying ApparatusErickMartinS100% (1)
- Bahrami 2007Document15 pagesBahrami 2007Fjgff RkffyrNo ratings yet
- Teaching Transport Phenomena Around A Cup of CoffeDocument7 pagesTeaching Transport Phenomena Around A Cup of CoffeM. LaraNo ratings yet
- Enhancement TechniquesDocument13 pagesEnhancement TechniquesThavanayagam EalasukanthanNo ratings yet
- Pressure vessel blowdown simulationDocument10 pagesPressure vessel blowdown simulationthlim19078656No ratings yet
- Review Boiling Heat TransferDocument8 pagesReview Boiling Heat TransferLuthfi AdyNo ratings yet
- Dropwise and Filmwise Condensation PDFDocument5 pagesDropwise and Filmwise Condensation PDFmustafa100% (2)
- Climatology Part 3Document92 pagesClimatology Part 3amanamu436No ratings yet
- THE Effect of Surface Gas Injection On Film Boiling Heat Transfer (U)Document29 pagesTHE Effect of Surface Gas Injection On Film Boiling Heat Transfer (U)Md. Osman AliNo ratings yet
- Analysis of The Pressure Rise in A Partially Filled Liquid Tank in Microgravity With Low Wall Heat Flux and Simultaneous Boiling and CondensationDocument12 pagesAnalysis of The Pressure Rise in A Partially Filled Liquid Tank in Microgravity With Low Wall Heat Flux and Simultaneous Boiling and Condensationedgardiaz5519No ratings yet
- Cooling TowerDocument16 pagesCooling TowerInjun Joe100% (1)
- Thermo Activity 1,2,3Document3 pagesThermo Activity 1,2,3Karl Christian FajardoNo ratings yet
- 1 s2.0 S1359431113003967 Main PDFDocument7 pages1 s2.0 S1359431113003967 Main PDFHao Wei PangNo ratings yet
- Fluidized-Bed Heat Treating Equipment: September 2014Document10 pagesFluidized-Bed Heat Treating Equipment: September 2014FR LMNo ratings yet
- Why Create A VacuumDocument6 pagesWhy Create A VacuumEduardo LopesNo ratings yet
- Fouling: Reaction Fouling. The Effect of Heat On A Process Fluid As It Passes Through The ExchangerDocument17 pagesFouling: Reaction Fouling. The Effect of Heat On A Process Fluid As It Passes Through The ExchangerBala DuttNo ratings yet
- Havel - EESAT PaperDocument6 pagesHavel - EESAT PapertfhavelNo ratings yet
- Sparrow 1977Document7 pagesSparrow 1977ywain86No ratings yet
- UM Thermal Lab Experiment on Film and Dropwise CondensationDocument23 pagesUM Thermal Lab Experiment on Film and Dropwise CondensationAdnan NandaNo ratings yet
- A E I O P B A A P: N Xperimental Nvestigation F OOL Oiling T Tmospheric RessureDocument7 pagesA E I O P B A A P: N Xperimental Nvestigation F OOL Oiling T Tmospheric RessureRamanamma PosaNo ratings yet
- Should Air Velocity OcrDocument5 pagesShould Air Velocity OcrAD DNo ratings yet
- Biomedical Applications of Cryogenic RefrigerationDocument11 pagesBiomedical Applications of Cryogenic RefrigerationIm ChinithNo ratings yet
- Parameters Affecting Turbine PerformanceDocument8 pagesParameters Affecting Turbine PerformancePrakash DoraNo ratings yet
- Dropwise CondensationDocument14 pagesDropwise CondensationMohd Taufik TaibNo ratings yet
- Diseño CristalizadorDocument10 pagesDiseño CristalizadorLuisa Fernanda Sanchez ZambranoNo ratings yet
- Teaching Transport Phenomena Around A Cup of CoffeeDocument7 pagesTeaching Transport Phenomena Around A Cup of CoffeeGael MendozaNo ratings yet
- Skripsi LenDocument3 pagesSkripsi LenZakaria EvendiNo ratings yet
- Hopkins 1839Document44 pagesHopkins 1839Assia Parmo MeijerNo ratings yet
- Natural ConvectionDocument14 pagesNatural ConvectionRayan HamadamenNo ratings yet
- PROJECT On CondensationDocument23 pagesPROJECT On Condensationnabajyoti19877363100% (1)
- Sppeed Housing - East 1090 SFT PlanDocument1 pageSppeed Housing - East 1090 SFT Planvijay narayanNo ratings yet
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Document2 pagesIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)vijay narayanNo ratings yet
- Electirc Bill Payment Jan 22Document1 pageElectirc Bill Payment Jan 22vijay narayanNo ratings yet
- ChromatographyDocument22 pagesChromatographyvijay narayanNo ratings yet
- Shri Mata Vaishno Devi Shrine Board - Yatra Parchi ServicesDocument1 pageShri Mata Vaishno Devi Shrine Board - Yatra Parchi Servicesvijay narayanNo ratings yet
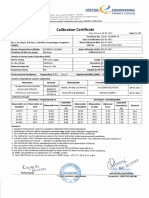
- Castor: Calibration CertificateDocument1 pageCastor: Calibration Certificatevijay narayanNo ratings yet
- PDA Technical SeriesDocument6 pagesPDA Technical Seriesvijay narayanNo ratings yet
- Acceleration of Heat Transfer in Vial Freeze-Drying of Pharmaceuticals. Corrugated Aluminum QuiltDocument9 pagesAcceleration of Heat Transfer in Vial Freeze-Drying of Pharmaceuticals. Corrugated Aluminum Quiltvijay narayanNo ratings yet
- Water Bill Jan 2022Document1 pageWater Bill Jan 2022vijay narayanNo ratings yet
- Usfda Inspection at Alathur Facility With Zero 483 ObservationsDocument3 pagesUsfda Inspection at Alathur Facility With Zero 483 Observationsvijay narayanNo ratings yet
- Detection of Silicone Oil Leakages in Freeze Dryers: 65 PDA J Pharm Sci and TechDocument7 pagesDetection of Silicone Oil Leakages in Freeze Dryers: 65 PDA J Pharm Sci and Techvijay narayanNo ratings yet
- Lyophilized Product Cakes An Improved Method For Visualizing The Morphology ofDocument8 pagesLyophilized Product Cakes An Improved Method For Visualizing The Morphology ofvijay narayanNo ratings yet
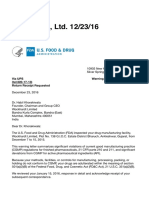
- Wockhardt Warning LetterDocument6 pagesWockhardt Warning Lettervijay narayanNo ratings yet
- Application of Good Manufacturing Practice Regulations To Investigational Biologic ProductsDocument7 pagesApplication of Good Manufacturing Practice Regulations To Investigational Biologic Productsvijay narayanNo ratings yet
- Data Integrity JournalDocument11 pagesData Integrity Journalvijay narayanNo ratings yet
- Nondestructive Detection of Leaks in Packages by Vacuum Decay MethodDocument9 pagesNondestructive Detection of Leaks in Packages by Vacuum Decay MethodSlavaNo ratings yet
- Impact of Vial CappingDocument20 pagesImpact of Vial Cappingvijay narayanNo ratings yet
- US FDA 483 To ADMA Biologics IncDocument8 pagesUS FDA 483 To ADMA Biologics Incvijay narayanNo ratings yet
- Usfda Inspection at Alathur Facility With Zero 483 ObservationsDocument3 pagesUsfda Inspection at Alathur Facility With Zero 483 Observationsvijay narayanNo ratings yet
- Ausmetics Daily Chemicals FDA 483 2017Document3 pagesAusmetics Daily Chemicals FDA 483 2017vijay narayanNo ratings yet
- Wockhardt Warning LetterDocument6 pagesWockhardt Warning Lettervijay narayanNo ratings yet
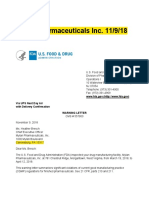
- Mylan Pharmaceuticals Inc. Warning Letter SummaryDocument8 pagesMylan Pharmaceuticals Inc. Warning Letter Summaryvijay narayanNo ratings yet
- Ausmetics Daily Chemicals FDA 483 2017Document3 pagesAusmetics Daily Chemicals FDA 483 2017vijay narayanNo ratings yet
- Validationofsystemforairquality Final 160920163215Document21 pagesValidationofsystemforairquality Final 160920163215vijay narayanNo ratings yet
- FDA Cites Sterility Failures and Lack of Investigations at Outsourcing FacilityDocument10 pagesFDA Cites Sterility Failures and Lack of Investigations at Outsourcing Facilityvijay narayanNo ratings yet
- US FDA 483 To Gadea Biopharma S.L., SpainDocument3 pagesUS FDA 483 To Gadea Biopharma S.L., Spainvijay narayanNo ratings yet
- Walk-in Incubator Manufacturers in IndiaDocument8 pagesWalk-in Incubator Manufacturers in Indiavijay narayanNo ratings yet
- US FDA WL To Hanlim Pharm Co., LTD., South KoreaDocument5 pagesUS FDA WL To Hanlim Pharm Co., LTD., South Koreavijay narayanNo ratings yet
- Cleaning Validation ArticleDocument11 pagesCleaning Validation Articlevijay narayanNo ratings yet
- To UploadDocument2 pagesTo Uploadsmg26thmayNo ratings yet
- KarakteristikDocument5 pagesKarakteristikLisioliviaNo ratings yet
- Thermodynamics concepts for efficient steam powerDocument8 pagesThermodynamics concepts for efficient steam powerSoumyadip RoyNo ratings yet
- Chapter 4Document54 pagesChapter 4Bedewi BilalNo ratings yet
- Drying 1 PDFDocument66 pagesDrying 1 PDFEli John NovelaNo ratings yet
- Thermal PhysicsDocument51 pagesThermal PhysicsJerrySemuel100% (2)
- CHM 141-Practice QuestionsDocument7 pagesCHM 141-Practice QuestionsayomideajeniyaNo ratings yet
- 6.3 Reversible ReactionsDocument5 pages6.3 Reversible Reactionssukomol baruaNo ratings yet
- General Chemistry 2: Quarter 4 - Module 2Document12 pagesGeneral Chemistry 2: Quarter 4 - Module 2Jirah GuillermoNo ratings yet
- Cambridge IGCSE Chemistry Topic 6: Chemical EnergeticsDocument3 pagesCambridge IGCSE Chemistry Topic 6: Chemical EnergeticsDakwan InNo ratings yet
- Carnot CycleDocument9 pagesCarnot CycleImran UnarNo ratings yet
- CAT CorrectionDocument4 pagesCAT CorrectionWilfharry billyNo ratings yet
- HT GTU Study Material E-Notes Unit-7 18082020094735AMDocument38 pagesHT GTU Study Material E-Notes Unit-7 18082020094735AMRohitNo ratings yet
- Chapter 13 Bioenergetics and Biochemical Reaction Types CHEM 641 Prof.Document9 pagesChapter 13 Bioenergetics and Biochemical Reaction Types CHEM 641 Prof.nahnah1No ratings yet
- ACIDS BASES AL Q& ADocument99 pagesACIDS BASES AL Q& ABaanu ThushyanthanNo ratings yet
- Topic 5 HeatDocument26 pagesTopic 5 HeatAnthonyDomNo ratings yet
- 9 TemperatureDocument6 pages9 TemperatureMelania RJNo ratings yet
- Petrucci Chapter 19 SolutionsDocument28 pagesPetrucci Chapter 19 SolutionsZed TungolNo ratings yet
- Gs 8 - Meteorology and Weather - Basic PDFDocument49 pagesGs 8 - Meteorology and Weather - Basic PDFONURNo ratings yet
- 4.tutorial HMTDocument5 pages4.tutorial HMTdearsaswatNo ratings yet
- Me 6301 Good QPDocument13 pagesMe 6301 Good QPMohanraj SubramaniNo ratings yet
- Unsteady State Mass Transfer: TheoryDocument2 pagesUnsteady State Mass Transfer: TheoryRyanNo ratings yet
- Chapter 10Document15 pagesChapter 10JeromeNo ratings yet
- PH Lab - Student VersionDocument6 pagesPH Lab - Student VersionTeachLABScINo ratings yet
- MT: Diffusion With A Homogeneous Chemical ReactionDocument12 pagesMT: Diffusion With A Homogeneous Chemical Reactionquark87100% (3)
- 340 Sample ChapterDocument49 pages340 Sample ChapterRajbir SinghNo ratings yet
- ExchangersDocument13 pagesExchangersPeter ArmaosNo ratings yet
- Chapter 8.Document21 pagesChapter 8.satheeshpharma6No ratings yet
- AB Titration WSDocument6 pagesAB Titration WSiwinthushaaNo ratings yet
- Chapter 7 - ExerciseDocument2 pagesChapter 7 - ExerciseTien ThanhNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet