You might also like
- GB T 2694 2003 English VersionDocument19 pagesGB T 2694 2003 English Versionsaliyarumesh2292No ratings yet
- GB Hot Rolled Section SteelDocument40 pagesGB Hot Rolled Section SteelGovind Rao100% (1)
- Investment CastingDocument8 pagesInvestment Castingbandit96No ratings yet
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Jis G3192-2008Document52 pagesJis G3192-2008abdulloh_99No ratings yet
- Structural FabricationDocument46 pagesStructural FabricationmithileshNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- 1 Scope: 1.1 Normative ReferencesDocument8 pages1 Scope: 1.1 Normative ReferencesYenny300000No ratings yet
- European Steel and Alloy Grades: X6Crniti18-10 (1.4541)Document3 pagesEuropean Steel and Alloy Grades: X6Crniti18-10 (1.4541)farshid KarpasandNo ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- S235JR / J0 / J2: Structural SteelDocument2 pagesS235JR / J0 / J2: Structural SteelAnonymous iHJPiQI7No ratings yet
- 5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsDocument36 pages5 - K. Horova, J. Tomsu, F. Wald - To Base Plates of Hollow Sections ColumnsAnonymous bqV7MbFSuNo ratings yet
- JIS G3192-2008 Dimensions Mass and Permissible Variations of Hot Rolled Steel SectionsDocument52 pagesJIS G3192-2008 Dimensions Mass and Permissible Variations of Hot Rolled Steel Sectionsxuanphuong2710No ratings yet
- WP-8.5.1-04 Procedure For Cutting and HolingDocument2 pagesWP-8.5.1-04 Procedure For Cutting and HolingNitin SharmaNo ratings yet
- Shin Nan Catalogue PDFDocument38 pagesShin Nan Catalogue PDFElan ChezhiyanNo ratings yet
- TH 150Document12 pagesTH 150Minh Hong PhamNo ratings yet
- 0218 Ja enDocument1 page0218 Ja enHoque AnamulNo ratings yet
- Raex 500Document4 pagesRaex 500Daniel MauricioNo ratings yet
- Bms HB 3000-b Brinell-HardheidstesterDocument20 pagesBms HB 3000-b Brinell-HardheidstesterKumara SubramanianNo ratings yet
- Stud Welding Catalogue PDFDocument42 pagesStud Welding Catalogue PDFRajan SteeveNo ratings yet
- Is 278 Draft Galvanized Steel Barbed Wire For Fencing - SpecificationDocument7 pagesIs 278 Draft Galvanized Steel Barbed Wire For Fencing - SpecificationAdonis KumNo ratings yet
- CORUS Celsius 355 Hollow SectionsDocument24 pagesCORUS Celsius 355 Hollow SectionsPaul HardingNo ratings yet
- ISF Aachen Welding Technology Part II PDFDocument140 pagesISF Aachen Welding Technology Part II PDFscott2355No ratings yet
- Celsius SHS: Celsius Structural Hollow SectionsDocument13 pagesCelsius SHS: Celsius Structural Hollow SectionsDuarte CardosoNo ratings yet
- Thyssenkrupp s355jr Product Information Precision Steel en PDFDocument2 pagesThyssenkrupp s355jr Product Information Precision Steel en PDFjackcan501No ratings yet
- Structural SteelDocument4 pagesStructural Steeltonying86No ratings yet
- AS O T S O M A T W D J O M S A S S: Tudy F Ensile Trength F IG ND IG Elded Issimilar Oints F ILD Teel ND Tainless TeelDocument10 pagesAS O T S O M A T W D J O M S A S S: Tudy F Ensile Trength F IG ND IG Elded Issimilar Oints F ILD Teel ND Tainless TeelMaria Cristina DijmarescuNo ratings yet
- En 10305 1 Sunny SteelDocument6 pagesEn 10305 1 Sunny Steelmohamed belkadiNo ratings yet
- Hes B008-03 Hexagon NutsDocument5 pagesHes B008-03 Hexagon NutsPreetam KumarNo ratings yet
- KST 309LDocument1 pageKST 309LTharman SupramaniamNo ratings yet
- Machining Duplex Stainless Steels: Shop Sheet 103Document4 pagesMachining Duplex Stainless Steels: Shop Sheet 103Milenko KraišnikNo ratings yet
- 12F0011X0 Stainless Steel Fastener Mechanical PropertiesDocument2 pages12F0011X0 Stainless Steel Fastener Mechanical PropertiespkdscdubaiNo ratings yet
- JIS G 3193-1990 Dims., Mass & Permissable Variations o Hot Rolled ST Plates, Sheets & StripsDocument10 pagesJIS G 3193-1990 Dims., Mass & Permissable Variations o Hot Rolled ST Plates, Sheets & Stripspu2r.v6No ratings yet
- Stainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsDocument3 pagesStainless Steel 1.4462 (2205) Sheet and Plate: Specifications Alloy DesignationsPaulNo ratings yet
- Faster and Better Broaching of Faceted Holes: Yu. N. SeleznevDocument2 pagesFaster and Better Broaching of Faceted Holes: Yu. N. SeleznevMoqaNo ratings yet
- ELECTRODES, Type of Joints, Welding Symbols PDFDocument18 pagesELECTRODES, Type of Joints, Welding Symbols PDFChyawan KumarNo ratings yet
- 1989 Reff2019Document6 pages1989 Reff2019Raju Singh ShekhawatNo ratings yet
- Kapitel 02 DINO Techn TeilDocument8 pagesKapitel 02 DINO Techn TeilBoulHich BoulHichNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-4 EN 10084 EN 10297-1Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-4 EN 10084 EN 10297-1farshid KarpasandNo ratings yet
- SMAW Electrodes: Product FeaturesDocument1 pageSMAW Electrodes: Product FeaturesIgur EuiNo ratings yet
- Lec 4Document50 pagesLec 4Hossam Mohamed Ahmed ahmedNo ratings yet
- Aço Especial de Engrenagens 20CrMnTiDocument3 pagesAço Especial de Engrenagens 20CrMnTiEdson FelixNo ratings yet
- ToleranceDocument9 pagesTolerancemarkom123No ratings yet
- Welding Tolerance StandardsDocument6 pagesWelding Tolerance StandardsSowmen_CNo ratings yet
- MFT II ME 8451 Watermark ImpDocument188 pagesMFT II ME 8451 Watermark ImpjssrikantamurthyNo ratings yet
- CHP 1 ProjectDocument11 pagesCHP 1 ProjectDhyey KalariyaNo ratings yet
- Experimental Analysis of Friction Welding For Dissimilar MetalsDocument45 pagesExperimental Analysis of Friction Welding For Dissimilar MetalsSumaiya BegamNo ratings yet
- HF DIT-Katalog 2016 EN - Technische InformationDocument30 pagesHF DIT-Katalog 2016 EN - Technische InformationDejan KostadinovicNo ratings yet
- Structural Bolts CatalogueDocument3 pagesStructural Bolts CatalogueTom CaineNo ratings yet
- CRCA Technical Notes - 2018Document11 pagesCRCA Technical Notes - 2018Sajib Chandra RoyNo ratings yet
- Welding References - Education Center - KOBELCO - KOBE STEEL, LTD.Document6 pagesWelding References - Education Center - KOBELCO - KOBE STEEL, LTD.Ferdie UlangNo ratings yet
- Evr Instruction Manual enDocument8 pagesEvr Instruction Manual enKjsNo ratings yet
- Permissible Stresses in Concrete and SteelDocument3 pagesPermissible Stresses in Concrete and SteelDesign TDLCCS0% (1)
- GFW 625Document1 pageGFW 625amit singhNo ratings yet
- Author's Accepted Manuscript: Materials Science & Engineering ADocument11 pagesAuthor's Accepted Manuscript: Materials Science & Engineering ASayyid RidhoNo ratings yet
- R-Type Hoist - Guide - EDocument8 pagesR-Type Hoist - Guide - EsmailialeeNo ratings yet
- Tyrolean IntakeDocument9 pagesTyrolean Intakezulkifli1220No ratings yet
- No - Ntnu Inspera 2190000Document75 pagesNo - Ntnu Inspera 2190000okifabianNo ratings yet
- X y Langkah Pelaksanaan (Perhatikan Warna & Nomor Langkah)Document4 pagesX y Langkah Pelaksanaan (Perhatikan Warna & Nomor Langkah)okifabianNo ratings yet
- Tyrolean IntakeDocument9 pagesTyrolean Intakezulkifli1220No ratings yet
- Screw Jack DesignDocument17 pagesScrew Jack DesignMayur Prakash Jagtap75% (4)
- 36 - Comparison Table of MaterialDocument1 page36 - Comparison Table of MaterialVikash Kr SangwanNo ratings yet
- Tyrolean IntakeDocument9 pagesTyrolean Intakezulkifli1220No ratings yet
- Tightening Torque (China Standard)Document1 pageTightening Torque (China Standard)okifabianNo ratings yet
- Hydraulic Oil Hydraulic Oils L-HL: Info@lotosoil - PL WWW - Lotos.plDocument2 pagesHydraulic Oil Hydraulic Oils L-HL: Info@lotosoil - PL WWW - Lotos.plokifabianNo ratings yet
- Cranes DEMAG CatalogueDocument160 pagesCranes DEMAG Cataloguelcorao100% (1)
- JIS Flange STDDocument10 pagesJIS Flange STD何宗仁No ratings yet
- Drilltech BluestrandDocument1 pageDrilltech BluestrandokifabianNo ratings yet
- Mechanical-Splice Wire Rope Sling: 115 IWRCDocument4 pagesMechanical-Splice Wire Rope Sling: 115 IWRCokifabianNo ratings yet
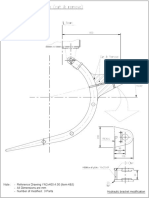
- Note: - Reference Drawing YN2x400.4.00 (Item 4&5) - All Dimensions Are MM - Number of Modified: 3 PartsDocument1 pageNote: - Reference Drawing YN2x400.4.00 (Item 4&5) - All Dimensions Are MM - Number of Modified: 3 PartsokifabianNo ratings yet
- Penstock Branch DesignDocument38 pagesPenstock Branch DesignIfnu Setyadi100% (7)
- JIS Flange STDDocument10 pagesJIS Flange STD何宗仁No ratings yet
- Grab BucketDocument1 pageGrab BucketokifabianNo ratings yet
- I Beam ProblemDocument1 pageI Beam ProblemokifabianNo ratings yet
- Xxxx-Static 1-1Document11 pagesXxxx-Static 1-1okifabianNo ratings yet
- Drilltech BluestrandDocument1 pageDrilltech BluestrandokifabianNo ratings yet
- AIR Conditioner: Owner'S ManualDocument52 pagesAIR Conditioner: Owner'S Manualashley diazNo ratings yet
- 9A02502 Transmission of Electric PowerDocument6 pages9A02502 Transmission of Electric PowersivabharathamurthyNo ratings yet
- Harmonic Analysis of Separately Excited DC Motor Drives Fed by Single Phase Controlled Rectifier and PWM RectifierDocument112 pagesHarmonic Analysis of Separately Excited DC Motor Drives Fed by Single Phase Controlled Rectifier and PWM RectifierGautam Umapathy0% (1)
- Asme b16-25Document22 pagesAsme b16-25JamesNo ratings yet
- Ecall Vs NG EcallDocument6 pagesEcall Vs NG EcallTrần Văn DũngNo ratings yet
- Wang Jinhui - Competitive Physics - Thermodynamics, Electromagnetism and Relativity (2019, World Scientific Publishing Co. Pte. LTD.)Document961 pagesWang Jinhui - Competitive Physics - Thermodynamics, Electromagnetism and Relativity (2019, World Scientific Publishing Co. Pte. LTD.)Paritosh PandeyNo ratings yet
- A Study On Traditional Medicinal Herbs Used by The Ethnic People of Goalpara District of Assam, North East IndiaDocument6 pagesA Study On Traditional Medicinal Herbs Used by The Ethnic People of Goalpara District of Assam, North East IndiaDr. Krishna N. SharmaNo ratings yet
- Qasr Al Sarab Desert Resort Location Map June2012Document1 pageQasr Al Sarab Desert Resort Location Map June2012Anant GârgNo ratings yet
- Solar Charge Controller: Solar Car Solar Home Solar Backpack Solar Boat Solar Street Light Solar Power GeneratorDocument4 pagesSolar Charge Controller: Solar Car Solar Home Solar Backpack Solar Boat Solar Street Light Solar Power Generatorluis fernandoNo ratings yet
- Metaphysics of LucretiusDocument6 pagesMetaphysics of LucretiusChristopher BennettNo ratings yet
- DP November 2017 Examination Schedule en PDFDocument4 pagesDP November 2017 Examination Schedule en PDFSuperlucidoNo ratings yet
- Contoh CV / Daftar Riwayat HidupDocument2 pagesContoh CV / Daftar Riwayat HiduprusmansyahNo ratings yet
- The History of AstrologyDocument36 pagesThe History of AstrologyDharani Dharendra DasNo ratings yet
- Dharmakirti39s Commentary On ChakrasamvaraDocument15 pagesDharmakirti39s Commentary On ChakrasamvaraThiago AlbuquerqueNo ratings yet
- Dairy Products Theory XIIDocument152 pagesDairy Products Theory XIIDskNo ratings yet
- Gaffin, Biblical Theology and Westminster StandardsDocument16 pagesGaffin, Biblical Theology and Westminster StandardstheoarticlesNo ratings yet
- Compiled LecsDocument24 pagesCompiled LecsNur SetsuNo ratings yet
- MC MATH 01 Syllabus SJCCDocument11 pagesMC MATH 01 Syllabus SJCCAcire NonacNo ratings yet
- CS402 Mcqs MidTerm by Vu Topper RMDocument50 pagesCS402 Mcqs MidTerm by Vu Topper RMM. KhizarNo ratings yet
- Course Code:TEX3021 Course Title: Wet Processing Technology-IIDocument20 pagesCourse Code:TEX3021 Course Title: Wet Processing Technology-IINakib Ibna BasharNo ratings yet
- Manuscript FsDocument76 pagesManuscript FsRalph HumpaNo ratings yet
- PH & TemperatureDocument8 pagesPH & TemperatureNanaNo ratings yet
- Parameters Identification of Induction Motor Model BasedDocument10 pagesParameters Identification of Induction Motor Model Basedretrueke1170No ratings yet
- Free Electron TheoryDocument8 pagesFree Electron TheoryNeelam KapoorNo ratings yet
- Eco JetDocument15 pagesEco JetJustin CoyNo ratings yet
- Pharmalytica Exhibitor List 2023Document3 pagesPharmalytica Exhibitor List 2023Suchita PoojaryNo ratings yet
- Gujral FCMDocument102 pagesGujral FCMcandiddreamsNo ratings yet
- SAT Practice Test 10 - College BoardDocument34 pagesSAT Practice Test 10 - College BoardAdissaya BEAM S.No ratings yet
- The Indian & The SnakeDocument3 pagesThe Indian & The SnakeashvinNo ratings yet
- EXAMPLE 8.6 Veneer Grades and RepairsDocument2 pagesEXAMPLE 8.6 Veneer Grades and RepairsnickNo ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawFrom EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawRating: 4 out of 5 stars4/5 (334)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet