You might also like
- Date SissyDocument5 pagesDate SissyFletcher Irvine50% (2)
- Secrets of Sexual ExstasyDocument63 pagesSecrets of Sexual Exstasy19LucianNo ratings yet
- Emergency War Surgery Nato HandbookDocument384 pagesEmergency War Surgery Nato Handbookboubiyou100% (1)
- ICGSE Chemistry Chapter 1 - The Particulate Nature of MatterDocument29 pagesICGSE Chemistry Chapter 1 - The Particulate Nature of MatterVentus TanNo ratings yet
- FS011 Audit Plan Stage 2Document2 pagesFS011 Audit Plan Stage 2Ledo Houssien0% (1)
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Consolidation of ClayDocument17 pagesConsolidation of ClayMD Anan MorshedNo ratings yet
- Submerged Arc Welding ParametersDocument14 pagesSubmerged Arc Welding ParametersbozzecNo ratings yet
- D2C - Extensive ReportDocument54 pagesD2C - Extensive ReportVenketesh100% (1)
- Life Orientation Grade 11 Revision Term 2 - 2021 FinalDocument16 pagesLife Orientation Grade 11 Revision Term 2 - 2021 FinalTeeshan VerappenNo ratings yet
- Time Sheets CraneDocument1 pageTime Sheets CraneBillie Davidson100% (1)
- Journal of Materials Processing Technology: J.S. de Jesus, A. Loureiro, J.M. Costa, J.M. FerreiraDocument11 pagesJournal of Materials Processing Technology: J.S. de Jesus, A. Loureiro, J.M. Costa, J.M. FerreiraV.v. TaguisNo ratings yet
- EletrodoDocument8 pagesEletrodoAyrton PabloNo ratings yet
- Ijmet: ©iaemeDocument21 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Statistical Analysis On Mechanical Properties of Friction-Stir-Welded AA 1050/AA 5083 CouplesDocument8 pagesStatistical Analysis On Mechanical Properties of Friction-Stir-Welded AA 1050/AA 5083 CouplesShine KunnathNo ratings yet
- ICMSC ConferenceDocument7 pagesICMSC ConferenceADABALA SUBRAHMANYAMNo ratings yet
- Study The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingDocument8 pagesStudy The Change of Current Weld On Mechanical Properties and Microstructure of Low Carbon Steel Welded by Electric Arc WeldingBasim Al-bhadleNo ratings yet
- On The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingDocument5 pagesOn The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingKaushik SenguptaNo ratings yet
- Journal of Materials Processing Technology: Se-Yun Hwang, Yooil Kim, Jang-Hyun LeeDocument12 pagesJournal of Materials Processing Technology: Se-Yun Hwang, Yooil Kim, Jang-Hyun LeeGrantHermanNo ratings yet
- CHEN Zhuo and YANG Li-Juan: Cutting Force Simulation of Titanium Based On DEFORM-3D, QIN Lu-FangDocument4 pagesCHEN Zhuo and YANG Li-Juan: Cutting Force Simulation of Titanium Based On DEFORM-3D, QIN Lu-FangchandramaniNo ratings yet
- 2019 June IJRARDocument8 pages2019 June IJRARtarasasankaNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- Materials Today: Proceedings: P. Satish Kumar, M. Shiva ChanderDocument6 pagesMaterials Today: Proceedings: P. Satish Kumar, M. Shiva ChanderAHMED SAMIR ALEMDARNo ratings yet
- Optics & Laser TechnologyDocument9 pagesOptics & Laser Technologykaliappan45490No ratings yet
- 15.P.sathIYA 2009 Optimization of Friction Welding Parameters UsingDocument9 pages15.P.sathIYA 2009 Optimization of Friction Welding Parameters UsingSyarif HidayatullahNo ratings yet
- Author's Accepted ManuscriptDocument20 pagesAuthor's Accepted ManuscriptÐɤ Suman Chatterjee100% (1)
- To Predict The Bead Geometry Parameters and Shape Relationships in MIG Welding of Stainless Steel 301 by Mathematical ModellingDocument10 pagesTo Predict The Bead Geometry Parameters and Shape Relationships in MIG Welding of Stainless Steel 301 by Mathematical ModellingIJRASETPublicationsNo ratings yet
- To Predict The Bead Geometry Parameters and Shape Relationships in MIG Welding of Stainless Steel 301 by Mathematical ModellingDocument10 pagesTo Predict The Bead Geometry Parameters and Shape Relationships in MIG Welding of Stainless Steel 301 by Mathematical ModellingIJRASETPublicationsNo ratings yet
- UIT-ahyan Ince2Document23 pagesUIT-ahyan Ince2Md MehtabNo ratings yet
- Friction Stir Welding PP TDocument56 pagesFriction Stir Welding PP TSantosh V HiremathNo ratings yet
- Effect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWDocument5 pagesEffect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWAkhtar AnsariNo ratings yet
- FCAW Temper Bead Iamot - OrgDocument7 pagesFCAW Temper Bead Iamot - OrgClaudia MmsNo ratings yet
- Strengthening of RC Beam-Column Joints Using Steel Plates and Shear ConnectorsDocument13 pagesStrengthening of RC Beam-Column Joints Using Steel Plates and Shear ConnectorsIJRASETPublicationsNo ratings yet
- Characterization of Wire Electric Discharge Machining of AISI 1040 SteelDocument3 pagesCharacterization of Wire Electric Discharge Machining of AISI 1040 SteelJournal 4 ResearchNo ratings yet
- LBW OptimizationDocument11 pagesLBW Optimizationfathi.alfazaniNo ratings yet
- (Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Document19 pages(Adirek Baisukhan) Sequential Effects of Deep Rolling and Post-Weld (Al 7075 Properties)Muhammad Fa'iq Al BaihaqiNo ratings yet
- Robust Parameter Design of Shielded Metal Arc WeldingDocument7 pagesRobust Parameter Design of Shielded Metal Arc WeldingBRAYAN ALEJANDRO REYES VILLANUEVANo ratings yet
- Synopsis TH 2183 - 11610318Document13 pagesSynopsis TH 2183 - 11610318sai kumarNo ratings yet
- FSW Welding PresentationDocument56 pagesFSW Welding PresentationMazharNo ratings yet
- Numero 29 Art 36Document9 pagesNumero 29 Art 36OscarCastilloNavaNo ratings yet
- C. Blignault-2011Document9 pagesC. Blignault-2011Shine KunnathNo ratings yet
- Murshid Imam-2017Document22 pagesMurshid Imam-2017Shine KunnathNo ratings yet
- Literature Review of Electromagnetic Actuator Force Generation For Dynamic Modal Testing Applications Norlida Jamil, Ahmad Razlan Yusoff, and Mohamad Hatifi MansorDocument9 pagesLiterature Review of Electromagnetic Actuator Force Generation For Dynamic Modal Testing Applications Norlida Jamil, Ahmad Razlan Yusoff, and Mohamad Hatifi MansorAnamNo ratings yet
- Evolution of Microstructures and Mechanical Properties in Similar and Dissimilar FSW JointsDocument13 pagesEvolution of Microstructures and Mechanical Properties in Similar and Dissimilar FSW JointsAnis dakhlaouiNo ratings yet
- 10 11648 J Ajmie 20230801 12Document11 pages10 11648 J Ajmie 20230801 12Elina EsfandiariNo ratings yet
- WAFA 2015 PresentationDocument32 pagesWAFA 2015 Presentationkiki FaadNo ratings yet
- Fatigue Behavior of Friction Stir Spot Welding and Riveted Joints in An Al AlloyDocument7 pagesFatigue Behavior of Friction Stir Spot Welding and Riveted Joints in An Al AlloyLinaceroNo ratings yet
- 2020-Le Van Thao-TCSJDocument13 pages2020-Le Van Thao-TCSJlethao2011No ratings yet
- Investigations On The Effects of Friction Modeling in Finite Element Simulation of MachiningDocument12 pagesInvestigations On The Effects of Friction Modeling in Finite Element Simulation of MachiningArul KirubakaranNo ratings yet
- Articulo Corte OrtogonalDocument14 pagesArticulo Corte OrtogonalCinthia Morales RendonNo ratings yet
- Modeling of Welded Connections in Solidworks Simulation: January 2011Document6 pagesModeling of Welded Connections in Solidworks Simulation: January 201147ASSONo ratings yet
- Pengelasan FadliDocument8 pagesPengelasan Fadliumi kulsumNo ratings yet
- Fatigue Strength in Laser Welding of The Lap Joint: S.-K. Cho, Y.-S. Yang, K.-J. Son, J.-Y. KimDocument12 pagesFatigue Strength in Laser Welding of The Lap Joint: S.-K. Cho, Y.-S. Yang, K.-J. Son, J.-Y. KimbnidhalNo ratings yet
- Modeling of Welded Connections in Solidworks Simulation: Conference PaperDocument6 pagesModeling of Welded Connections in Solidworks Simulation: Conference PaperpatrickNX9420No ratings yet
- Vahid Daeizadeh and Meghdad MollaeiDocument8 pagesVahid Daeizadeh and Meghdad MollaeiSagar Jadhav MaliNo ratings yet
- 191 Ijmperdjun2019191Document8 pages191 Ijmperdjun2019191TJPRC PublicationsNo ratings yet
- Manuscript Tesfaye.GDocument17 pagesManuscript Tesfaye.Gtesfaye gurmesaNo ratings yet
- Fatigue 1Document11 pagesFatigue 1Mohammed Asif Kattimani MechanicalNo ratings yet
- Optimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodDocument4 pagesOptimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodrichadNo ratings yet
- Microstructural Evolution in Friction Stir Welded API 5L-X52 SteelDocument7 pagesMicrostructural Evolution in Friction Stir Welded API 5L-X52 SteelSameer MDNo ratings yet
- International Journal of Engineering: Optimization of Ultrasonic-Assisted Friction Stir Welded Using Taguchi ApproachDocument7 pagesInternational Journal of Engineering: Optimization of Ultrasonic-Assisted Friction Stir Welded Using Taguchi Approachgizaw chekoleNo ratings yet
- Microstructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringDocument7 pagesMicrostructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringAniekanNo ratings yet
- The Effects of Bolt Preload On Vibration Amplitude of Gantry CNC RouterDocument10 pagesThe Effects of Bolt Preload On Vibration Amplitude of Gantry CNC RouterPHẠM TRẦN LƯUNo ratings yet
- Modeling of Welded Connections in Solidworks Simulation: January 2011Document6 pagesModeling of Welded Connections in Solidworks Simulation: January 2011King1971No ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelAsif HameedNo ratings yet
- Manufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 SpecimensDocument6 pagesManufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 Specimensjhon ortizNo ratings yet
- Effects of WAAM Process Parameters On Metallurgical and Mechanical Properties of Ti-6Al-4V DepositsDocument10 pagesEffects of WAAM Process Parameters On Metallurgical and Mechanical Properties of Ti-6Al-4V DepositsGiustNo ratings yet
- Welding Residual Stress Characteristics of Bolt-Welding Joint in TBM Split CutterheadDocument4 pagesWelding Residual Stress Characteristics of Bolt-Welding Joint in TBM Split Cutterheaddwivediashish2No ratings yet
- 171 382 1 SM PDFDocument8 pages171 382 1 SM PDFsujayan2005No ratings yet
- Characterization Stress Strain 5083Document8 pagesCharacterization Stress Strain 5083Daniel MarquesNo ratings yet
- A Comparison Between FSW and TIG Welding TechniquesDocument9 pagesA Comparison Between FSW and TIG Welding TechniquesGuido FrancesconiNo ratings yet
- Rotation Rate - Microstruture - FSWDocument8 pagesRotation Rate - Microstruture - FSWDaniel MarquesNo ratings yet
- FSW 5083 Formability Grain SizeDocument6 pagesFSW 5083 Formability Grain SizeDaniel MarquesNo ratings yet
- Recovery HAZ - FSW - AA2024Document13 pagesRecovery HAZ - FSW - AA2024Daniel MarquesNo ratings yet
- Study Microstruture FSWDocument4 pagesStudy Microstruture FSWDaniel MarquesNo ratings yet
- Properties FSW 5083Document11 pagesProperties FSW 5083Daniel MarquesNo ratings yet
- FSW MIG Aluminium FatigueDocument9 pagesFSW MIG Aluminium FatigueDaniel MarquesNo ratings yet
- AA5083-H111 Tailored BlanksDocument7 pagesAA5083-H111 Tailored BlanksDaniel MarquesNo ratings yet
- Analysis of The FSW Force FootprintDocument9 pagesAnalysis of The FSW Force FootprintDaniel MarquesNo ratings yet
- Fatigue Crack Growth Nugget Zone Al 6060 FSWDocument10 pagesFatigue Crack Growth Nugget Zone Al 6060 FSWDaniel MarquesNo ratings yet
- VOCSN - Patient Setup InformationDocument5 pagesVOCSN - Patient Setup InformationDaniel MarquesNo ratings yet
- Tensile and Fatigue Behavior of SZ, HAZ and BM in Friction Stir WeldedDocument9 pagesTensile and Fatigue Behavior of SZ, HAZ and BM in Friction Stir WeldedMohamed RamadanNo ratings yet
- VOCSN - Quick Start Guide PDFDocument24 pagesVOCSN - Quick Start Guide PDFDaniel MarquesNo ratings yet
- Try Vocsn: Customizable To Each PatientDocument6 pagesTry Vocsn: Customizable To Each PatientDaniel MarquesNo ratings yet
- 10076002D00 - PB500 Electrical Safety Test and Buzzer Card Charge ProcedureDocument9 pages10076002D00 - PB500 Electrical Safety Test and Buzzer Card Charge ProcedureDaniel MarquesNo ratings yet
- VOCSN Ventilation Modes and FeaturesDocument2 pagesVOCSN Ventilation Modes and FeaturesDaniel MarquesNo ratings yet
- 1 Análise Da Influência Do Processo de Soldagem Gtaw Na Microestrutura e Resistência A Corrosão Do Aço Superduplex UNS S32760 PDFDocument14 pages1 Análise Da Influência Do Processo de Soldagem Gtaw Na Microestrutura e Resistência A Corrosão Do Aço Superduplex UNS S32760 PDFDaniel MarquesNo ratings yet
- VOCSN Prescription Template PDFDocument2 pagesVOCSN Prescription Template PDFDaniel MarquesNo ratings yet
- Vocsn Tech-Specs CurrentDocument17 pagesVocsn Tech-Specs CurrentDaniel MarquesNo ratings yet
- VOCSN Cough Therapy Protocol MK 10 2 2018Document2 pagesVOCSN Cough Therapy Protocol MK 10 2 2018Daniel MarquesNo ratings yet
- 1 Análise Da Influência Do Processo de Soldagem Gtaw Na Microestrutura e Resistência A Corrosão Do Aço Superduplex UNS S32760 PDFDocument14 pages1 Análise Da Influência Do Processo de Soldagem Gtaw Na Microestrutura e Resistência A Corrosão Do Aço Superduplex UNS S32760 PDFDaniel MarquesNo ratings yet
- 10140875D00 - PB500 Powerpack FRU DHR PDFDocument2 pages10140875D00 - PB500 Powerpack FRU DHR PDFDaniel MarquesNo ratings yet
- 10039030M00 - PB560 System Final Test Procedure PDFDocument12 pages10039030M00 - PB560 System Final Test Procedure PDFDaniel MarquesNo ratings yet
- 10039897ah00 - PB560 Pack PDFDocument12 pages10039897ah00 - PB560 Pack PDFDaniel MarquesNo ratings yet
- Medtronic PB560 - 10037308AJ00Document1 pageMedtronic PB560 - 10037308AJ00Daniel MarquesNo ratings yet
- 10036007Z00 - PB560 System Calibration and Test Procedure PDFDocument25 pages10036007Z00 - PB560 System Calibration and Test Procedure PDFDaniel MarquesNo ratings yet
- 10071204L00 - PB500 Series Power Pack Quality Process FlowDocument1 page10071204L00 - PB500 Series Power Pack Quality Process FlowDaniel MarquesNo ratings yet
- 10095161P00 - PB560 Assembly Procedure 1Document24 pages10095161P00 - PB560 Assembly Procedure 1Daniel MarquesNo ratings yet
- Esc200 12Document1 pageEsc200 12Anzad AzeezNo ratings yet
- Inside The Earth NotesDocument2 pagesInside The Earth NotesrickaturnerNo ratings yet
- Osma Osmadrain BG Pim Od107 Feb 2017pdfDocument58 pagesOsma Osmadrain BG Pim Od107 Feb 2017pdfDeepakkumarNo ratings yet
- Edunsol@gmail - Com, 09996522162, Career Counseling, Direct Admissions, MBBS, BDS, BTECH, MBA, Pharmacy, New Delhi, Mumbai, Pune, Bangalore....Document377 pagesEdunsol@gmail - Com, 09996522162, Career Counseling, Direct Admissions, MBBS, BDS, BTECH, MBA, Pharmacy, New Delhi, Mumbai, Pune, Bangalore....Education SolutionsNo ratings yet
- SpectraSensors TDL Analyzers in RefineriesDocument8 pagesSpectraSensors TDL Analyzers in Refineries1977specopsNo ratings yet
- MLT IMLT Content Guideline 6-14Document4 pagesMLT IMLT Content Guideline 6-14Arif ShaikhNo ratings yet
- Health Module 6 g7Document26 pagesHealth Module 6 g7Richelle PamintuanNo ratings yet
- 7B Form GRA Original - Part499 PDFDocument1 page7B Form GRA Original - Part499 PDFRicardo SinghNo ratings yet
- Protein Metabolism and Urea Recycling in Rodent HibernatorsDocument5 pagesProtein Metabolism and Urea Recycling in Rodent HibernatorsBud Marvin LeRoy RiedeselNo ratings yet
- 2nd Term Biology Ss3Document20 pages2nd Term Biology Ss3Wisdom Lawal (Wizywise)No ratings yet
- Public Speaking ScriptDocument2 pagesPublic Speaking ScriptDhia MizaNo ratings yet
- Perkalink 900Document2 pagesPerkalink 900casual12100% (1)
- Positioning Strategy - Mineral WaterDocument2 pagesPositioning Strategy - Mineral WaterRakesh SelvamNo ratings yet
- Review Dynamic Earth CoreScienceDocument3 pagesReview Dynamic Earth CoreScienceVikram BologaneshNo ratings yet
- 27nov12 PA Task Force On Child Protection ReportDocument445 pages27nov12 PA Task Force On Child Protection ReportDefendAChildNo ratings yet
- ត្នោត (Borassus flabellifer L.)Document11 pagesត្នោត (Borassus flabellifer L.)yeangdonalNo ratings yet
- Chapter 3.2 Futures HedgingDocument19 pagesChapter 3.2 Futures HedginglelouchNo ratings yet
- 20 Best Cognac CocktailsDocument1 page20 Best Cognac CocktailsHL XanticNo ratings yet
- Creative An Inclusive ClassroomDocument3 pagesCreative An Inclusive Classroommuneeba zafarNo ratings yet
- "Hiv and Aids Awareness of Junior and Senior High School Students" Part I: Profile of RespondentsDocument1 page"Hiv and Aids Awareness of Junior and Senior High School Students" Part I: Profile of RespondentsDahl xxNo ratings yet
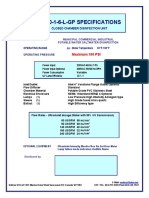
- A-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuDocument2 pagesA-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuwillgendemannNo ratings yet