You might also like
- Medtronic PB560 - 10039897AH00 - PB560 PACKDocument12 pagesMedtronic PB560 - 10039897AH00 - PB560 PACKDaniel MarquesNo ratings yet
- 10099745H00 - PB500 Power Pack Assembly & Test Procedure PDFDocument30 pages10099745H00 - PB500 Power Pack Assembly & Test Procedure PDFpietrokoNo ratings yet
- 10099745H00 - PB500 Power Pack Assembly & Test ProcedureDocument30 pages10099745H00 - PB500 Power Pack Assembly & Test ProcedurepietrokoNo ratings yet
- 10095161P00 - PB560 Assembly Procedure 1Document24 pages10095161P00 - PB560 Assembly Procedure 1Daniel MarquesNo ratings yet
- 10095163H00 - PB560 Assembly Procedure 3Document25 pages10095163H00 - PB560 Assembly Procedure 3Daniel MarquesNo ratings yet
- 10036007Z00 - PB560 System Calibration and Test Procedure PDFDocument25 pages10036007Z00 - PB560 System Calibration and Test Procedure PDFDaniel MarquesNo ratings yet
- Medtronic PB560 - 10036007Z00 - PB560 SYSTEM CALIBRATION AND TEST PROCEDUREDocument25 pagesMedtronic PB560 - 10036007Z00 - PB560 SYSTEM CALIBRATION AND TEST PROCEDUREDaniel Marques100% (1)
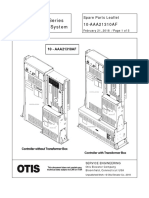
- 10 Aaa21310afDocument5 pages10 Aaa21310afkędzierzawyNo ratings yet
- Manual KA90 Saddle TanksDocument90 pagesManual KA90 Saddle Tanksian2cash27No ratings yet
- 10039030M00 - PB560 System Final Test Procedure PDFDocument12 pages10039030M00 - PB560 System Final Test Procedure PDFDaniel MarquesNo ratings yet
- Medtronic PB560 - 10039030M00 - PB560 SYSTEM FINAL TEST PROCEDUREDocument12 pagesMedtronic PB560 - 10039030M00 - PB560 SYSTEM FINAL TEST PROCEDUREDaniel MarquesNo ratings yet
- Generator Manual 1Document392 pagesGenerator Manual 1Gopal Radhakrishnan100% (5)
- ValspeQ 4.11.1 - Release Note-Installation InstructionsDocument5 pagesValspeQ 4.11.1 - Release Note-Installation InstructionsiqbalprstyNo ratings yet
- Im 6553503 2Document36 pagesIm 6553503 2Bulbul AhmedNo ratings yet
- Dated November 12, 1984, Into A Hard Copy Service Bulletin. TheDocument15 pagesDated November 12, 1984, Into A Hard Copy Service Bulletin. Themarcfrancis.mercadoNo ratings yet
- 41a00l 24235 00001 01 2Document1,410 pages41a00l 24235 00001 01 2Pilar-Jose Luis Sanchez-GarciaNo ratings yet
- 25-CX Cross Reference CatalogDocument66 pages25-CX Cross Reference CatalogFederico TomiNo ratings yet
- LM6000 PC O&M - GEK 105059 CHG 06Document1,988 pagesLM6000 PC O&M - GEK 105059 CHG 06Alejandro J. Vigo50% (2)
- Hitachi P50H401 Service ManualDocument139 pagesHitachi P50H401 Service ManualMoto0524No ratings yet
- Piper - Pa28r-200 Cherokee - Arrow - PohDocument171 pagesPiper - Pa28r-200 Cherokee - Arrow - PohMorten Hibbin100% (3)
- King KX170170A175175AKY195 Installation & Maintenance ManualDocument587 pagesKing KX170170A175175AKY195 Installation & Maintenance ManualHamza Afado100% (1)
- Gallien Krueger - Backline 600Document3 pagesGallien Krueger - Backline 600Trevis O100% (2)
- FJ44-2C Line Maintenance Manual - FJ44-2CDocument1,049 pagesFJ44-2C Line Maintenance Manual - FJ44-2CLuisJunniorRomeroManzueta88% (8)
- 900-00008-001 AD AFMS or SAFM EFD System PDFDocument49 pages900-00008-001 AD AFMS or SAFM EFD System PDFeduardo delgadoNo ratings yet
- Civacon Instrumentacion Carro Tanques 1661963385Document16 pagesCivacon Instrumentacion Carro Tanques 1661963385RAMODSNo ratings yet
- Screw Chiller Report: Unit InformationDocument8 pagesScrew Chiller Report: Unit InformationYosephanderNo ratings yet
- ASPEN Document 900-00012-001-T-EFD-ICADocument38 pagesASPEN Document 900-00012-001-T-EFD-ICALuis Antonio HermozaNo ratings yet
- Service Bulletin: CaravanDocument42 pagesService Bulletin: CaravanThomaz RochaNo ratings yet
- VAG-TED-F180-Iss02 Rev 00 Work Order FormDocument1 pageVAG-TED-F180-Iss02 Rev 00 Work Order FormPhạm Hà TiếnNo ratings yet
- TCN PDFDocument66 pagesTCN PDFJahangir AlamNo ratings yet
- GP605 PCDocument287 pagesGP605 PCMohamed GadNo ratings yet
- B300 B300C MX05 Environmentall Systems 04APR16Document88 pagesB300 B300C MX05 Environmentall Systems 04APR16Edison RestrepoNo ratings yet
- Mandatory Mandatory Mandatory: Service BulletinDocument52 pagesMandatory Mandatory Mandatory: Service BulletinCarlos VarrentiNo ratings yet
- 10 Jaa21312aacDocument7 pages10 Jaa21312aackędzierzawyNo ratings yet
- GE Healthcare Carestation 600 SeriesDocument9 pagesGE Healthcare Carestation 600 SerieshailongwangNo ratings yet
- Service Bulletin: Transmittal SheetDocument5 pagesService Bulletin: Transmittal SheetNegin ForozeshNo ratings yet
- ) Eechcraft: RaytheonDocument903 pages) Eechcraft: Raytheonlodap18814No ratings yet
- Tum Rev 8 28oct20Document106 pagesTum Rev 8 28oct20toiletproductions123No ratings yet
- VPC Erection, Installation, Commissioning, Operation and Maintenance Procedures For Floating Ball ValvesDocument21 pagesVPC Erection, Installation, Commissioning, Operation and Maintenance Procedures For Floating Ball ValvesXmanyeyNo ratings yet
- PA-28-236 DAKOTA Maintenance ManualDocument616 pagesPA-28-236 DAKOTA Maintenance ManualCarlos Arguedas MarinNo ratings yet
- Service Bulletin: Piper Considers Compliance MandatoryDocument4 pagesService Bulletin: Piper Considers Compliance MandatoryАндрей ОлейникNo ratings yet
- 52087-2 Manual PrimarioDocument72 pages52087-2 Manual Primariogustavoadg74100% (4)
- ServicecontractproposalDocument6 pagesServicecontractproposalNoufou DarankoumNo ratings yet
- A320 NE0 Fuel or Hydraulic or Oil Leakage LimitsDocument19 pagesA320 NE0 Fuel or Hydraulic or Oil Leakage LimitsArjuna SamaranayakeNo ratings yet
- SB 71-1071.rev.1Document45 pagesSB 71-1071.rev.1ArnauRodriguezVernetNo ratings yet
- Turbo Arrow IV Manual POHDocument752 pagesTurbo Arrow IV Manual POHFlavioRodolfoSevero100% (1)
- Service Manual For The Wipline Model 4000 Amphibious and Seaplane Floats On Cessna A185e, A185f, and 206 SeriesDocument50 pagesService Manual For The Wipline Model 4000 Amphibious and Seaplane Floats On Cessna A185e, A185f, and 206 SeriesKrasakKrusuk Si MaulNo ratings yet
- Tech 1469 ManDocument25 pagesTech 1469 ManRiski KurniawanNo ratings yet
- Relief Valve (Torque Converter Outlet) Pressure - Test and AdjustDocument6 pagesRelief Valve (Torque Converter Outlet) Pressure - Test and AdjustMARTIN GONZALEZNo ratings yet
- SBLM2500 Ind 162Document6 pagesSBLM2500 Ind 162Daniil SerovNo ratings yet
- Preparation of Buffer 50 (1M Sodium Hydroxide) in The Biologics AAMFDocument18 pagesPreparation of Buffer 50 (1M Sodium Hydroxide) in The Biologics AAMFhlasdu sdhNo ratings yet
- ATP IndexDocument356 pagesATP IndexRicardo zafra100% (1)
- Operating Instructions: StreamlineDocument12 pagesOperating Instructions: StreamlineMarco AurélioNo ratings yet
- PA No. 0224: Plasma Display PanelDocument123 pagesPA No. 0224: Plasma Display PanelJose CastellanosNo ratings yet
- Codification of Statements on Auditing Standards: Numbers 122 to 133, January 2018From EverandCodification of Statements on Auditing Standards: Numbers 122 to 133, January 2018No ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Wiley Practitioner's Guide to GAAS 2017: Covering all SASs, SSAEs, SSARSs, and InterpretationsFrom EverandWiley Practitioner's Guide to GAAS 2017: Covering all SASs, SSAEs, SSARSs, and InterpretationsNo ratings yet
- Fuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachFrom EverandFuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachNo ratings yet
- Codification of Statements on Standards for Attestation Engagements, January 2018From EverandCodification of Statements on Standards for Attestation Engagements, January 2018No ratings yet
- Study Microstruture FSWDocument4 pagesStudy Microstruture FSWDaniel MarquesNo ratings yet
- Characterization Stress Strain 5083Document8 pagesCharacterization Stress Strain 5083Daniel MarquesNo ratings yet
- Rotation Rate - Microstruture - FSWDocument8 pagesRotation Rate - Microstruture - FSWDaniel MarquesNo ratings yet
- Recovery HAZ - FSW - AA2024Document13 pagesRecovery HAZ - FSW - AA2024Daniel MarquesNo ratings yet
- A Comparison Between FSW and TIG Welding TechniquesDocument9 pagesA Comparison Between FSW and TIG Welding TechniquesGuido FrancesconiNo ratings yet
- FSW 5083 Formability Grain SizeDocument6 pagesFSW 5083 Formability Grain SizeDaniel MarquesNo ratings yet
- FSW MIG Aluminium FatigueDocument9 pagesFSW MIG Aluminium FatigueDaniel MarquesNo ratings yet
- Analysis of The FSW Force FootprintDocument9 pagesAnalysis of The FSW Force FootprintDaniel MarquesNo ratings yet
- Properties FSW 5083Document11 pagesProperties FSW 5083Daniel MarquesNo ratings yet
- Fatigue Crack Growth Nugget Zone Al 6060 FSWDocument10 pagesFatigue Crack Growth Nugget Zone Al 6060 FSWDaniel MarquesNo ratings yet
- Tensile and Fatigue Behavior of SZ, HAZ and BM in Friction Stir WeldedDocument9 pagesTensile and Fatigue Behavior of SZ, HAZ and BM in Friction Stir WeldedMohamed RamadanNo ratings yet
- 10039030M00 - PB560 System Final Test Procedure PDFDocument12 pages10039030M00 - PB560 System Final Test Procedure PDFDaniel MarquesNo ratings yet
- AA5083-H111 Tailored BlanksDocument7 pagesAA5083-H111 Tailored BlanksDaniel MarquesNo ratings yet
- Optimizing FSW Aluminium FatigueDocument14 pagesOptimizing FSW Aluminium FatigueDaniel MarquesNo ratings yet
- 1 Análise Da Influência Do Processo de Soldagem Gtaw Na Microestrutura e Resistência A Corrosão Do Aço Superduplex UNS S32760 PDFDocument14 pages1 Análise Da Influência Do Processo de Soldagem Gtaw Na Microestrutura e Resistência A Corrosão Do Aço Superduplex UNS S32760 PDFDaniel MarquesNo ratings yet
- VOCSN - Quick Start Guide PDFDocument24 pagesVOCSN - Quick Start Guide PDFDaniel MarquesNo ratings yet
- VOCSN - Patient Setup InformationDocument5 pagesVOCSN - Patient Setup InformationDaniel MarquesNo ratings yet
- VOCSN Cough Therapy Protocol MK 10 2 2018Document2 pagesVOCSN Cough Therapy Protocol MK 10 2 2018Daniel MarquesNo ratings yet
- VOCSN Ventilation Modes and FeaturesDocument2 pagesVOCSN Ventilation Modes and FeaturesDaniel MarquesNo ratings yet
- VOCSN Prescription Template PDFDocument2 pagesVOCSN Prescription Template PDFDaniel MarquesNo ratings yet
- 1 Análise Da Influência Do Processo de Soldagem Gtaw Na Microestrutura e Resistência A Corrosão Do Aço Superduplex UNS S32760 PDFDocument14 pages1 Análise Da Influência Do Processo de Soldagem Gtaw Na Microestrutura e Resistência A Corrosão Do Aço Superduplex UNS S32760 PDFDaniel MarquesNo ratings yet
- 10076002D00 - PB500 Electrical Safety Test and Buzzer Card Charge ProcedureDocument9 pages10076002D00 - PB500 Electrical Safety Test and Buzzer Card Charge ProcedureDaniel MarquesNo ratings yet
- Vocsn Tech-Specs CurrentDocument17 pagesVocsn Tech-Specs CurrentDaniel MarquesNo ratings yet
- Try Vocsn: Customizable To Each PatientDocument6 pagesTry Vocsn: Customizable To Each PatientDaniel MarquesNo ratings yet
- Medtronic PB560 - 10037308AJ00Document1 pageMedtronic PB560 - 10037308AJ00Daniel MarquesNo ratings yet
- 10140875D00 - PB500 Powerpack FRU DHR PDFDocument2 pages10140875D00 - PB500 Powerpack FRU DHR PDFDaniel MarquesNo ratings yet
- 10071204L00 - PB500 Series Power Pack Quality Process FlowDocument1 page10071204L00 - PB500 Series Power Pack Quality Process FlowDaniel MarquesNo ratings yet
- 10036007Z00 - PB560 System Calibration and Test Procedure PDFDocument25 pages10036007Z00 - PB560 System Calibration and Test Procedure PDFDaniel MarquesNo ratings yet
- Pam8610 PDFDocument15 pagesPam8610 PDFRaka Satria PradanaNo ratings yet
- Spanish Greeting Card Lesson PlanDocument5 pagesSpanish Greeting Card Lesson Planrobert_gentil4528No ratings yet
- Civil Rights Vocabulary Lesson PlanDocument4 pagesCivil Rights Vocabulary Lesson PlanKati ArmstrongNo ratings yet
- RH-A Catalog PDFDocument1 pageRH-A Catalog PDFAchmad KNo ratings yet
- TM Mic Opmaint EngDocument186 pagesTM Mic Opmaint Engkisedi2001100% (2)
- Javascript Notes For ProfessionalsDocument490 pagesJavascript Notes For ProfessionalsDragos Stefan NeaguNo ratings yet
- L 11Document3 pagesL 11trangNo ratings yet
- Sensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguDocument4 pagesSensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguSMA N 1 TOROHNo ratings yet
- Viscar Industrial Capacity LTD Company ProfileDocument36 pagesViscar Industrial Capacity LTD Company ProfileTechnician MwangiNo ratings yet
- Daftar ObatDocument18 pagesDaftar Obatyuyun hanakoNo ratings yet
- 23 Ray Optics Formula Sheets Getmarks AppDocument10 pages23 Ray Optics Formula Sheets Getmarks AppSiddhant KaushikNo ratings yet
- Sim Uge1Document62 pagesSim Uge1ALLIAH NICHOLE SEPADANo ratings yet
- Approvals Management Responsibilities and Setups in AME.B PDFDocument20 pagesApprovals Management Responsibilities and Setups in AME.B PDFAli LoganNo ratings yet
- How Transformers WorkDocument15 pagesHow Transformers Worktim schroderNo ratings yet
- Michael Clapis Cylinder BlocksDocument5 pagesMichael Clapis Cylinder Blocksapi-734979884No ratings yet
- Mahindra&mahindraDocument95 pagesMahindra&mahindraAshik R GowdaNo ratings yet
- Bridge Over BrahmaputraDocument38 pagesBridge Over BrahmaputraRahul DevNo ratings yet
- CPD - SampleDocument3 pagesCPD - SampleLe Anh DungNo ratings yet
- Diverging Lenses - Object-Image Relations: Previously in Lesson 5 Double Concave LensesDocument2 pagesDiverging Lenses - Object-Image Relations: Previously in Lesson 5 Double Concave LensesleonNo ratings yet
- SCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Document2 pagesSCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Nguyễn Hồng AnhNo ratings yet
- Logistic RegressionDocument7 pagesLogistic RegressionShashank JainNo ratings yet
- Swelab Alfa Plus User Manual V12Document100 pagesSwelab Alfa Plus User Manual V12ERICKNo ratings yet
- Multiple Choice Practice Questions For Online/Omr AITT-2020 Instrument MechanicDocument58 pagesMultiple Choice Practice Questions For Online/Omr AITT-2020 Instrument Mechanicمصطفى شاكر محمودNo ratings yet
- Applications of Wireless Sensor Networks: An Up-to-Date SurveyDocument24 pagesApplications of Wireless Sensor Networks: An Up-to-Date SurveyFranco Di NataleNo ratings yet
- 4. Nguyễn Thị Minh Khai, Sóc TrăngDocument15 pages4. Nguyễn Thị Minh Khai, Sóc TrăngK60 TRẦN MINH QUANGNo ratings yet
- Installation 59TP6A 08SIDocument92 pagesInstallation 59TP6A 08SIHenry SmithNo ratings yet
- Ficha Tecnica Bomba Inyeccion MiniFlex EDocument1 pageFicha Tecnica Bomba Inyeccion MiniFlex Ejohn frader arrubla50% (2)
- Engineering Management: Class RequirementsDocument30 pagesEngineering Management: Class RequirementsMigaeaNo ratings yet
- Agma MachineDocument6 pagesAgma Machinemurali036No ratings yet
- Pyramid Type Plate Bending MachineDocument10 pagesPyramid Type Plate Bending MachineAswin JosephNo ratings yet