You might also like
- Mass Spectrometry Common Mass Spectra Fragments 2016Document1 pageMass Spectrometry Common Mass Spectra Fragments 2016Aglaete AraújoNo ratings yet
- First Floor Slab and Beam Layout and DetailsDocument1 pageFirst Floor Slab and Beam Layout and DetailsdrajkumarceNo ratings yet
- Trek 2018 GeometryDocument7 pagesTrek 2018 GeometrygomezjcrNo ratings yet
- Alkanes 4 QPDocument14 pagesAlkanes 4 QPBethNo ratings yet
- Adriane T. Taban Adriane T. TabanDocument3 pagesAdriane T. Taban Adriane T. Tabana3kt95No ratings yet
- Organic Chem SyllabusDocument7 pagesOrganic Chem SyllabusHriday VakhariaNo ratings yet
- Novo Documento 2Document2 pagesNovo Documento 2Fábio LopesNo ratings yet
- Unit 2 Advanced Polymeric MaterialsDocument21 pagesUnit 2 Advanced Polymeric MaterialsAditya SalunkheNo ratings yet
- GB1082-MSK-240-CV-DD-004 (Culvert)Document1 pageGB1082-MSK-240-CV-DD-004 (Culvert)CCCCCCCNo ratings yet
- HW Leader1: HW Leader2: Date: Date: HW Engineer: Date:: IH81D-MHS IH81D-MHS IH81D-MHSDocument43 pagesHW Leader1: HW Leader2: Date: Date: HW Engineer: Date:: IH81D-MHS IH81D-MHS IH81D-MHSrobertjavi1983No ratings yet
- Equipment Maintenance Log Template 03Document2 pagesEquipment Maintenance Log Template 03Thoni LacknerNo ratings yet
- Faculty of Engineering, Technology Applied Design and Fine ArtDocument48 pagesFaculty of Engineering, Technology Applied Design and Fine Artmuhammedssebatindira3No ratings yet
- Alkenes 2 QPDocument12 pagesAlkenes 2 QPemanNo ratings yet
- Nuevas Sustancias Ingles WebDocument126 pagesNuevas Sustancias Ingles WebMargari MargasNo ratings yet
- What Is 3PGDocument54 pagesWhat Is 3PGNor MangandiriNo ratings yet
- Unit9 Organic Chemistry2Document1 pageUnit9 Organic Chemistry2uditi kalraNo ratings yet
- Autotransfusion Setup InstructionDocument1 pageAutotransfusion Setup InstructionIvory June CadeteNo ratings yet
- Alkenes 1 QPDocument10 pagesAlkenes 1 QPanimecuNo ratings yet
- BilgeDocument1 pageBilgeLayang SetoNo ratings yet
- Hydrolysis of DipeptidesDocument1 pageHydrolysis of DipeptidesAya OkumuraNo ratings yet
- Risk ManagmentDocument3 pagesRisk ManagmentSuheir KilaniNo ratings yet
- Hilti FS One SubmittalDocument11 pagesHilti FS One Submittalbeto pagoadaNo ratings yet
- L L L V E: Change of LengthDocument1 pageL L L V E: Change of LengthHILMAN NAZRINo ratings yet
- Risk RegisterDocument4 pagesRisk RegisterfaheemqcNo ratings yet
- Mikota J., Scheidl R. (2000): Comparison of various forms of oscillators for the compensation of fluid flow pulsations in hydraulic systems. XXVIII Summer School "Actual Problems in Mechanics", St.Petersburg (Repino), Russia.Document12 pagesMikota J., Scheidl R. (2000): Comparison of various forms of oscillators for the compensation of fluid flow pulsations in hydraulic systems. XXVIII Summer School "Actual Problems in Mechanics", St.Petersburg (Repino), Russia.J MikotaNo ratings yet
- CHZCHZ: Resonating ResonantingDocument5 pagesCHZCHZ: Resonating ResonantingPavneet GrewalNo ratings yet
- Time Sheet (Consultant) 1Document2 pagesTime Sheet (Consultant) 1LASA VADODARANo ratings yet
- Key and Mode WheelDocument1 pageKey and Mode WheelBookBooth67% (3)
- Isomers PDFDocument2 pagesIsomers PDFGapor examNo ratings yet
- Let Invariant Rationale Discovery Inspire Graph Contrastive LearningDocument14 pagesLet Invariant Rationale Discovery Inspire Graph Contrastive LearningSicong CaoNo ratings yet
- Organic Chemistry (2) 57 70Document14 pagesOrganic Chemistry (2) 57 70Mr valorant ipadNo ratings yet
- Chaotic Code Scanner: You Can Slide You Own Chaotic Cards Into The Scanner Screen!Document1 pageChaotic Code Scanner: You Can Slide You Own Chaotic Cards Into The Scanner Screen!SRobinNo ratings yet
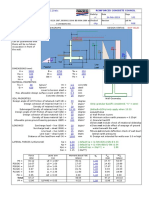
- Spreadsheets To BS 8110etc: Advisory Group Grid Line 1 RC 28-Feb-2019 101 CHG - R68Document12 pagesSpreadsheets To BS 8110etc: Advisory Group Grid Line 1 RC 28-Feb-2019 101 CHG - R68SyahkullahNo ratings yet
- Check ListDocument6 pagesCheck ListKrishna DuttNo ratings yet
- 11.0 HaloalkanesDocument5 pages11.0 HaloalkanesHumairaa AndyNo ratings yet
- Shariful Islam ID: 122-23-3063 Term: L4T1 Sec: ADocument9 pagesShariful Islam ID: 122-23-3063 Term: L4T1 Sec: AShamima akterNo ratings yet
- Alkenes 1 QPDocument7 pagesAlkenes 1 QPHoaXNo ratings yet
- API 610 Ninth Edition HighlightsDocument26 pagesAPI 610 Ninth Edition HighlightsArash SotoudehNo ratings yet
- 3 StereochemisryDocument24 pages3 StereochemisryAlina TilekNo ratings yet
- Enlistment Rules 2015Document69 pagesEnlistment Rules 2015Vishnuhari DevarajNo ratings yet
- 002 - Buku Avery TDM 2021Document41 pages002 - Buku Avery TDM 2021geraldinekenyoNo ratings yet
- Hino Nacional Brasileiro (Arranjo Fabio Lima) (HD)Document7 pagesHino Nacional Brasileiro (Arranjo Fabio Lima) (HD)Dudu BarrettoNo ratings yet
- CA Product 2018Document12 pagesCA Product 2018Doc. Gambar DomasNo ratings yet
- Brosure Calvary TERBARU 2018Document12 pagesBrosure Calvary TERBARU 2018rohmat technicalNo ratings yet
- Steering System: SectionDocument4 pagesSteering System: SectionAbdoNo ratings yet
- Caterpillar IT28G Integrated Tool Carrier Specs & Dimensions - RitchieSpecsDocument1 pageCaterpillar IT28G Integrated Tool Carrier Specs & Dimensions - RitchieSpecsSajith RajanNo ratings yet
- Catalog PDFDocument235 pagesCatalog PDFDavid PhoaNo ratings yet
- Frozen Edge 360BLACKDocument1 pageFrozen Edge 360BLACKDepromo37No ratings yet
- Zain Ul Abdin F2020381019Document3 pagesZain Ul Abdin F2020381019Aqib LatifNo ratings yet
- Temple H H H H H H: Towards GopalapatnamDocument1 pageTemple H H H H H H: Towards GopalapatnamMahesh VamsiNo ratings yet
- Accelerator Control, Fuel & Exhaust Sys-Tems: SectionDocument5 pagesAccelerator Control, Fuel & Exhaust Sys-Tems: SectionAbdoNo ratings yet
- Spreadsheets To BS 8110etc: Advisory Group Grid Line 1 RC 24-Feb-2019 101 CHG - R68Document11 pagesSpreadsheets To BS 8110etc: Advisory Group Grid Line 1 RC 24-Feb-2019 101 CHG - R68Gertjan DuniceriNo ratings yet
- Chemsheets AS 1077 Petroleum and AlkanesDocument4 pagesChemsheets AS 1077 Petroleum and Alkanescharlesma123No ratings yet
- Day 3: Deadlifts & Back: Exercise Reps Rest Weight IntensityDocument1 pageDay 3: Deadlifts & Back: Exercise Reps Rest Weight IntensityTrap ViceNo ratings yet
- D H A N M I S T R Y - C O M: Inorganic Elements and Their Biological Functions Bulk Metals Trace Metals Na, KDocument1 pageD H A N M I S T R Y - C O M: Inorganic Elements and Their Biological Functions Bulk Metals Trace Metals Na, KZaheer Ahmed LaskarNo ratings yet
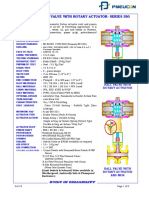
- PFA LINED BALL VALVE WITH ROTARY ACTUATOR SERIES 350 nw3Document3 pagesPFA LINED BALL VALVE WITH ROTARY ACTUATOR SERIES 350 nw3SN ENGINEERSNo ratings yet
- For Construction: E W K C O N A L L DDocument1 pageFor Construction: E W K C O N A L L DJovenal Tuplano Jr.No ratings yet
- Contour R0am2+Document26 pagesContour R0am2+Jul MarteloNo ratings yet
- Surface and Interface AnalysisDocument48 pagesSurface and Interface AnalysisLisbeth Roos RoosNo ratings yet
- Spectroscopy: Ass Spectrometry Agnetic Spin ResonanceDocument30 pagesSpectroscopy: Ass Spectrometry Agnetic Spin ResonanceLisbeth Roos RoosNo ratings yet
- Chemical Salaries ShowDocument3 pagesChemical Salaries ShowLisbeth Roos RoosNo ratings yet
- Boosting Catalyst ProductivityDocument3 pagesBoosting Catalyst ProductivityLisbeth Roos RoosNo ratings yet
- Chemical Engineering 2010 MarchDocument78 pagesChemical Engineering 2010 MarchLisbeth Roos RoosNo ratings yet
- Beyond Plant DesignDocument5 pagesBeyond Plant DesignLisbeth Roos RoosNo ratings yet
- A Better Energy Balance For ChinaDocument5 pagesA Better Energy Balance For ChinaLisbeth Roos RoosNo ratings yet
- Membranes FactsDocument1 pageMembranes FactsLisbeth Roos RoosNo ratings yet
- A Perfect Storm For Us Petroleum RefineryDocument4 pagesA Perfect Storm For Us Petroleum RefineryLisbeth Roos RoosNo ratings yet
- Specialty Metals FactsDocument1 pageSpecialty Metals FactsLisbeth Roos RoosNo ratings yet
- Hazardous Area Classification FactsDocument1 pageHazardous Area Classification FactsLisbeth Roos RoosNo ratings yet
- Part Time Civil SyllabusDocument67 pagesPart Time Civil SyllabusEr Govind Singh ChauhanNo ratings yet
- Lego Maps ArtDocument160 pagesLego Maps ArtВячеслав КозаченкоNo ratings yet
- Sistine Chapel Ceiling Lesson PlanDocument28 pagesSistine Chapel Ceiling Lesson PlannivamNo ratings yet
- Vocations The New Midheaven Extension ProcessDocument266 pagesVocations The New Midheaven Extension ProcessMiss M.100% (24)
- Eng21 (Story of Hamguchi Gohei)Document9 pagesEng21 (Story of Hamguchi Gohei)Alapan NandaNo ratings yet
- Code ExplanantionDocument4 pagesCode ExplanantionVivek JadiyaNo ratings yet
- Distribution BoardDocument7 pagesDistribution BoardmuralichandrasekarNo ratings yet
- T-Tess Six Educator StandardsDocument1 pageT-Tess Six Educator Standardsapi-351054075100% (1)
- Life in The Ancient WorldDocument48 pagesLife in The Ancient Worldjmagil6092100% (1)
- Final Prmy Gr4 Math Ph1 HWSHDocument55 pagesFinal Prmy Gr4 Math Ph1 HWSHKarthik KumarNo ratings yet
- 3rd Page 5Document1 page3rd Page 5api-282737728No ratings yet
- Journal of Atmospheric Science Research - Vol.5, Iss.4 October 2022Document54 pagesJournal of Atmospheric Science Research - Vol.5, Iss.4 October 2022Bilingual PublishingNo ratings yet
- Addition Color by Code: Yellow 1, 2, Blue 3, 4, Pink 5, 6 Peach 7, 8 Light Green 9, 10, Black 11Document1 pageAddition Color by Code: Yellow 1, 2, Blue 3, 4, Pink 5, 6 Peach 7, 8 Light Green 9, 10, Black 11Noor NadhirahNo ratings yet
- Ideal Gas Law Lesson Plan FinalDocument5 pagesIdeal Gas Law Lesson Plan FinalLonel SisonNo ratings yet
- Formal Letter LPDocument2 pagesFormal Letter LPLow Eng Han100% (1)
- Uneb U.C.E Mathematics Paper 1 2018Document4 pagesUneb U.C.E Mathematics Paper 1 2018shafickimera281No ratings yet
- CV ChristianDocument2 pagesCV ChristianAlya ForeferNo ratings yet
- Ae - Centuries Before 1400 Are Listed As Browsable DirectoriesDocument3 pagesAe - Centuries Before 1400 Are Listed As Browsable DirectoriesPolNeimanNo ratings yet
- Ubi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaDocument8 pagesUbi Caritas Guitar Solo Arrangement by Patrick Glenn BalanzaPatrick Glenn BalanzaNo ratings yet
- Vernacular ArchitectureDocument4 pagesVernacular ArchitectureSakthiPriya NacchinarkiniyanNo ratings yet
- PDS (OTO360) Form PDFDocument2 pagesPDS (OTO360) Form PDFcikgutiNo ratings yet
- Chem Resist ChartDocument13 pagesChem Resist ChartRC LandaNo ratings yet
- Broiler ProductionDocument13 pagesBroiler ProductionAlexa Khrystal Eve Gorgod100% (1)
- Centrifuge ThickeningDocument8 pagesCentrifuge ThickeningenviroashNo ratings yet
- Advent Wreath Lesson PlanDocument2 pagesAdvent Wreath Lesson Planapi-359764398100% (1)
- Specialty Coffee Association of Indonesia Cupping Form (ARABICA)Document1 pageSpecialty Coffee Association of Indonesia Cupping Form (ARABICA)Saiffullah RaisNo ratings yet
- Clash of Clans Hack Activation CodeDocument2 pagesClash of Clans Hack Activation Codegrumpysadness7626No ratings yet
- Redirection & PipingDocument16 pagesRedirection & PipingPraveen PatelNo ratings yet
- CL RouterAndSwitches AE Kn1of3 AnswerDocument19 pagesCL RouterAndSwitches AE Kn1of3 Answereugene ngNo ratings yet
- Teks Drama Malin KundangDocument8 pagesTeks Drama Malin KundangUhuy ManiaNo ratings yet