You might also like
- Erection Manual For Class 800 Counterflow Cooling TowerDocument17 pagesErection Manual For Class 800 Counterflow Cooling TowerEdy SuprayitnoNo ratings yet
- Polyurethane Lining and Coating Specification Penstock Welded Joints 20120327Document12 pagesPolyurethane Lining and Coating Specification Penstock Welded Joints 20120327anbilselvamNo ratings yet
- Anchor Bolt and Setting TemplateDocument5 pagesAnchor Bolt and Setting Templatemadhu_bgrNo ratings yet
- BW Filmfill EngDocument4 pagesBW Filmfill EngkylegazeNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Standard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Document31 pagesStandard Specification FOR High Frequency Welded (HFW) Line Pipe (Onshore)Agniva DuttaNo ratings yet
- Methodology ERECTION SCHEME For CFCLDocument4 pagesMethodology ERECTION SCHEME For CFCLSoumitra GuptaNo ratings yet
- Trenchless Pipelines Construction RequirementsDocument1 pageTrenchless Pipelines Construction Requirementsmurtada adam100% (1)
- Nonmaterial Requirements: Concentrated Firefighting FoamDocument2 pagesNonmaterial Requirements: Concentrated Firefighting FoamBIPIN BALANNo ratings yet
- Schematic Diagram For Hydrotest.Document1 pageSchematic Diagram For Hydrotest.vsNo ratings yet
- JFD 100Document1 pageJFD 100ecsuperalNo ratings yet
- Tank Fabrication & ErectionDocument72 pagesTank Fabrication & ErectionPramod GrNo ratings yet
- Rock Shield Material Data SheetDocument1 pageRock Shield Material Data SheetR.S.No ratings yet
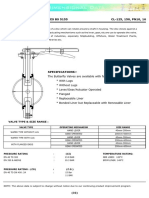
- Butterfly ValveDocument4 pagesButterfly ValveghjtyuNo ratings yet
- S0442 GPS L XXX SP 0005 - 0 - Specification For Piping Fabrication and InstallationDocument42 pagesS0442 GPS L XXX SP 0005 - 0 - Specification For Piping Fabrication and InstallationThành TrịnhNo ratings yet
- Renderoc TGDocument2 pagesRenderoc TGMansoor Ali50% (2)
- Double Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - GeneralDocument7 pagesDouble Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - Generalhcsharma1967No ratings yet
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDocument21 pagesSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedNo ratings yet
- DVS 2207-3Document12 pagesDVS 2207-3gura9054No ratings yet
- Nqd-Valve Installation ReportDocument21 pagesNqd-Valve Installation ReportprathameshNo ratings yet
- Asme B31.8Document8 pagesAsme B31.8deepndeepsi100% (1)
- Composite Construction Works For CNG Station at Kovvur, West Godavari District, A.PDocument209 pagesComposite Construction Works For CNG Station at Kovvur, West Godavari District, A.Pvinay1999No ratings yet
- RF Return Line FilterDocument8 pagesRF Return Line Filterboobalan_shriNo ratings yet
- Viking Foam Monitors Technical Data SheetDocument16 pagesViking Foam Monitors Technical Data Sheetrusli bahtiarNo ratings yet
- APGA Code of Practice For Upstream PE Gathering Lines in The CSG IndustryDocument174 pagesAPGA Code of Practice For Upstream PE Gathering Lines in The CSG Industrydamian o'connorNo ratings yet
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- 8-1280-13 Pipe Class HF-1Document4 pages8-1280-13 Pipe Class HF-1Jesus MendezNo ratings yet
- Boundary Wall FootingDocument1 pageBoundary Wall FootingFarooq AkramNo ratings yet
- QAP For MS Pipes RevisedDocument3 pagesQAP For MS Pipes RevisedAnuj PandeyNo ratings yet
- Pressure Vessel Material Selection GuidelinesDocument3 pagesPressure Vessel Material Selection Guidelinesarjun SinghNo ratings yet
- MESC SPE 74-018 - 2010 - Nickel Alloy Pipe To Astm b167Document7 pagesMESC SPE 74-018 - 2010 - Nickel Alloy Pipe To Astm b167sathi11189No ratings yet
- Densolen R - As30-R20 MP ... Technical Article Pr00142395Document5 pagesDensolen R - As30-R20 MP ... Technical Article Pr00142395Ahmed MahjoubNo ratings yet
- Product Data: Hempadur Multi-Strength 35530Document2 pagesProduct Data: Hempadur Multi-Strength 35530Vijayaraj KumarNo ratings yet
- KOC-P-005 Rev. 2Document36 pagesKOC-P-005 Rev. 2Hari KrishnanNo ratings yet
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 pagesTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNo ratings yet
- AP-NozzleTutorial R01 PDFDocument31 pagesAP-NozzleTutorial R01 PDFbalumagesh1979No ratings yet
- Water Soluble Penetrant Test ProcedureDocument7 pagesWater Soluble Penetrant Test ProcedureTahseen Ahmed100% (1)
- Camx 2015 Vaidya UabDocument11 pagesCamx 2015 Vaidya UabJuNeng NigLtdNo ratings yet
- GRP StandardDocument94 pagesGRP StandardHesam AbharNo ratings yet
- E1300 - Corrosion and CoatingsDocument3 pagesE1300 - Corrosion and Coatingsgerrzen64No ratings yet
- A283GrC VS A36 ComparisonDocument2 pagesA283GrC VS A36 ComparisonKhalilahmad KhatriNo ratings yet
- L&T Aquaseal Butterfly Check Valves PDFDocument28 pagesL&T Aquaseal Butterfly Check Valves PDFSanjay SahulNo ratings yet
- ISO 19840 2004 en PreviewDocument8 pagesISO 19840 2004 en PreviewBalbhim JagdaleNo ratings yet
- Flange Isolation Kits PDFDocument4 pagesFlange Isolation Kits PDFVILLANUEVA_DANIEL2064No ratings yet
- Flange Insulation Kits: DescriptionDocument6 pagesFlange Insulation Kits: DescriptionLis RincónNo ratings yet
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- 175 018000 PDFDocument2 pages175 018000 PDFAbu Anas M.SalaheldinNo ratings yet
- WRD-Handbook - Chapter 01 - Ferrocement TechnologyDocument158 pagesWRD-Handbook - Chapter 01 - Ferrocement TechnologyNaga Manikanta TatikondaNo ratings yet
- TET-DG-5001 - Basic Design Criteria v1.1Document190 pagesTET-DG-5001 - Basic Design Criteria v1.1Gajendra HoleNo ratings yet
- Astm A 694Document3 pagesAstm A 694Kelly BatesNo ratings yet
- Pipeline WeldingDocument61 pagesPipeline Weldingravi00098No ratings yet
- Knowsley SK Limited - Designer and Manufacturer of Fire Fighting EquipmentDocument4 pagesKnowsley SK Limited - Designer and Manufacturer of Fire Fighting Equipmentgireeshkumarb3874100% (1)
- Technical Proposal: FOR Application of Formashield On Flow Line On-Board Abo FpsoDocument27 pagesTechnical Proposal: FOR Application of Formashield On Flow Line On-Board Abo FpsoIdung ChristopherNo ratings yet
- Iwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudDocument38 pagesIwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudPratik KharmateNo ratings yet
- Indian Standard: Prestressed Concrete Pipes (Including Specials) - SpecificationDocument36 pagesIndian Standard: Prestressed Concrete Pipes (Including Specials) - Specificationsixramesh123No ratings yet
- E9d0' R""o .: Indian StandardDocument26 pagesE9d0' R""o .: Indian Standards_samirkumar1008100% (1)
- Is 9523Document78 pagesIs 9523Anonymous XBq5J840% (1)
- Centrifugally Cast (Spun) Iron Pressure Pipes For Water, Gas and Sewage - SpecificationDocument26 pagesCentrifugally Cast (Spun) Iron Pressure Pipes For Water, Gas and Sewage - SpecificationPrapa KaranNo ratings yet
- Product Manual For Bar/Wire Wrapped Steel Cylinder Pipes With Mortar Lining and Coating (Including Specials) ACCORDING TO IS 15155: 2020Document10 pagesProduct Manual For Bar/Wire Wrapped Steel Cylinder Pipes With Mortar Lining and Coating (Including Specials) ACCORDING TO IS 15155: 2020Pratik KharmateNo ratings yet
- Kailtech Test and Research Centre Pvt. Ltd. SS Fine Aggregate Test ReportDocument8 pagesKailtech Test and Research Centre Pvt. Ltd. SS Fine Aggregate Test ReportPratik KharmateNo ratings yet
- Cement Mortar Lining Cube IS 15155Document4 pagesCement Mortar Lining Cube IS 15155Pratik KharmateNo ratings yet
- Kailtech Test and Research Centre Pvt. LTD.: Test REPORT AS PER: IS 456 (2000) REPORT NO: 10105105/2021/SS/6 - 1Document4 pagesKailtech Test and Research Centre Pvt. LTD.: Test REPORT AS PER: IS 456 (2000) REPORT NO: 10105105/2021/SS/6 - 1Pratik KharmateNo ratings yet
- Iwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudDocument38 pagesIwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudPratik KharmateNo ratings yet
- Eu6990-Ms Prathmesh Contruction - Iso 9001Document1 pageEu6990-Ms Prathmesh Contruction - Iso 9001Pratik KharmateNo ratings yet
- Iwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudDocument38 pagesIwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudPratik KharmateNo ratings yet
- Amendment No. 3 June 2018 TO Is 3597: 1998 Concrete Pipes - Methods of TestDocument5 pagesAmendment No. 3 June 2018 TO Is 3597: 1998 Concrete Pipes - Methods of TestPratik KharmateNo ratings yet
- Ms Prathmesh Construction ProfileDocument20 pagesMs Prathmesh Construction ProfilePratik KharmateNo ratings yet
- Plaster Quantity CalculatorDocument2 pagesPlaster Quantity CalculatorPratik KharmateNo ratings yet
- IADOT Hr40 Steam Curing PCC Atmospheric Pressure 1962Document73 pagesIADOT Hr40 Steam Curing PCC Atmospheric Pressure 1962Pratik KharmateNo ratings yet
- Concrete Pipe Design Manual (ACPA)Document561 pagesConcrete Pipe Design Manual (ACPA)Amanda Cervantes100% (2)
- PSC PipeDocument28 pagesPSC PipePratik KharmateNo ratings yet
- IADOT Hr40 Steam Curing PCC Atmospheric Pressure 1962Document73 pagesIADOT Hr40 Steam Curing PCC Atmospheric Pressure 1962Pratik KharmateNo ratings yet
- CAD Design Prestressed Concrete PipeDocument6 pagesCAD Design Prestressed Concrete PipePratik KharmateNo ratings yet
- CAD Design Prestressed Concrete PipeDocument6 pagesCAD Design Prestressed Concrete PipePratik KharmateNo ratings yet
- As 1271 Safety Valves & GuagesDocument50 pagesAs 1271 Safety Valves & Guagespvdang100% (4)
- Saudi Aramco Hydrotest Inspection ChecklistDocument5 pagesSaudi Aramco Hydrotest Inspection Checklistkarthi51289No ratings yet
- Astm A450Document10 pagesAstm A450Đoàn Thoại Đông TriềuNo ratings yet
- Hydrostatic PumpDocument2 pagesHydrostatic PumpMubeen NavazNo ratings yet
- Vpci - 649 BD: Typical ApplicationsDocument2 pagesVpci - 649 BD: Typical Applicationskerem__22No ratings yet
- Side Pocket Mandrel NS 1 A4 1watermarked PDFDocument7 pagesSide Pocket Mandrel NS 1 A4 1watermarked PDFislam atifNo ratings yet
- Hydrotest Procedure For Pressure VesselDocument7 pagesHydrotest Procedure For Pressure Vesselvijay vickyNo ratings yet
- 4onemilgaltankscommentresponse PDFDocument159 pages4onemilgaltankscommentresponse PDFviktribeNo ratings yet
- T4S ObservationDocument72 pagesT4S ObservationAnoop PrajapatiNo ratings yet
- Hydrotest & Pneumatic Test - TRADocument6 pagesHydrotest & Pneumatic Test - TRAOws Anish100% (3)
- Questions For RTR Piping, RTR PipingDocument4 pagesQuestions For RTR Piping, RTR Pipingg s b srinivasNo ratings yet
- Asme Se 446Document41 pagesAsme Se 446Christian Adiguna PurbaNo ratings yet
- SP 721 V 201Document36 pagesSP 721 V 201Mandar KardekarNo ratings yet
- Koc MP 019Document19 pagesKoc MP 019Ravi MahetoNo ratings yet
- Vessel Design CalculationsDocument15 pagesVessel Design CalculationsmadhurNo ratings yet
- Allegheny Bradford Corporation: Craftsmen in StainlessDocument11 pagesAllegheny Bradford Corporation: Craftsmen in Stainlessアルビン ベネNo ratings yet
- Procedure PipelineDocument99 pagesProcedure PipelineBelema Thomson100% (9)
- PTT Public Company Limited Ratchaburi World Cogeneration Company LimitedDocument49 pagesPTT Public Company Limited Ratchaburi World Cogeneration Company LimitedzhangjieNo ratings yet
- QM 30 - Pressure Vessels Questions (JGM Comments Incorp)Document3 pagesQM 30 - Pressure Vessels Questions (JGM Comments Incorp)mohamed elmasry100% (1)
- Operadora Cicsa S.A. de C.V.: Swecomex Calle 5 No. 899 Zona Industrial 44940 Guadalajara Jalisco MexicoDocument45 pagesOperadora Cicsa S.A. de C.V.: Swecomex Calle 5 No. 899 Zona Industrial 44940 Guadalajara Jalisco Mexicoabryant633777No ratings yet
- API 570 Authorized Piping Inspector Preparatory Program Mock Exam QuestionsDocument13 pagesAPI 570 Authorized Piping Inspector Preparatory Program Mock Exam QuestionsShanawas Abdul Razak80% (5)
- Pipeline-Testing-and-Disinfection AWWA B300Document10 pagesPipeline-Testing-and-Disinfection AWWA B300Jason Angel BuñagNo ratings yet
- PFI - ES - 48 - 2008 - Random ExaminationsDocument5 pagesPFI - ES - 48 - 2008 - Random Examinationsespluisjavier100% (1)
- Used Water SES 7 Testing 12feb2016Document9 pagesUsed Water SES 7 Testing 12feb2016Mark BenjieNo ratings yet
- Peerless Fire ProtectionDocument24 pagesPeerless Fire ProtectionAwaz E HaqNo ratings yet
- Hydrostatic Pressure Test Safety ChecklistDocument3 pagesHydrostatic Pressure Test Safety ChecklistJerry Faria60% (5)
- P01-E24 Rev 3 Sep 2020 Hot Tap and Stopple FittingsDocument16 pagesP01-E24 Rev 3 Sep 2020 Hot Tap and Stopple FittingsMohamed AdelNo ratings yet
- Vessel Hydrotesting / Pressure Testing: ASME Training Course I4I AcademyDocument4 pagesVessel Hydrotesting / Pressure Testing: ASME Training Course I4I AcademyvirajNo ratings yet
- Inspection Test Plan Fuel Gas Conditioning SkidDocument19 pagesInspection Test Plan Fuel Gas Conditioning SkidDin AizuNo ratings yet
- Asme Sec Ii-B Int Vol 54Document6 pagesAsme Sec Ii-B Int Vol 54Monica SuarezNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- Reciprocating Compressors:: Operation and MaintenanceFrom EverandReciprocating Compressors:: Operation and MaintenanceRating: 4 out of 5 stars4/5 (7)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)