You might also like
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Sony Chassis Eg1hDocument133 pagesSony Chassis Eg1hcsibaludekNo ratings yet
- SD4-6 - Final ESP Design PDFDocument11 pagesSD4-6 - Final ESP Design PDFkonan84167% (3)
- Masonry CMUDocument23 pagesMasonry CMUManoj JaiswalNo ratings yet
- FMC Weco Wing Union CatalogDocument16 pagesFMC Weco Wing Union CatalogSargunam Sankaravadivel100% (2)
- Weco Wing UnionsDocument15 pagesWeco Wing Unionsturend0% (1)
- BOQ Box Culvert FinalDocument19 pagesBOQ Box Culvert FinalManoj AhirwarNo ratings yet
- HMA Mix Design Report-2Document11 pagesHMA Mix Design Report-2yustinokwingwa100% (1)
- Transformer Bushing Type GOEDocument32 pagesTransformer Bushing Type GOEMMonticelliNo ratings yet
- MAPEI Webinar Presentation BS 091818Document39 pagesMAPEI Webinar Presentation BS 091818AamirShabbirNo ratings yet
- Welding Consumables For Pipeline ConstructionDocument32 pagesWelding Consumables For Pipeline ConstructionElias KapaNo ratings yet
- Gaseous Hydrogen Piping SpecificationDocument5 pagesGaseous Hydrogen Piping SpecificationAndri DoemeriNo ratings yet
- Valves Pipe Fittings DimensionsDocument37 pagesValves Pipe Fittings DimensionstsoheilNo ratings yet
- Technical Notes and Specifications Part CDocument29 pagesTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- General MCQ's Paper 5 AnsDocument4 pagesGeneral MCQ's Paper 5 AnsJawed AkhterNo ratings yet
- Lube Oil Coller DesignDocument8 pagesLube Oil Coller DesignBabar Manzoor GhauriNo ratings yet
- 01NC0B02Document4 pages01NC0B02raobabar21No ratings yet
- Construction Details On Platform FramingDocument6 pagesConstruction Details On Platform FramingMache SebialNo ratings yet
- Welding BisplateDocument12 pagesWelding BisplateLim Senglin100% (1)
- Specialization: Technology and Livelihood Education Focus: Plumbing By: Dr. Ernesto B. CalloDocument10 pagesSpecialization: Technology and Livelihood Education Focus: Plumbing By: Dr. Ernesto B. CalloKhent Wilmer Lapiz IINo ratings yet
- Reinforcement Drawings Exemples PDFDocument27 pagesReinforcement Drawings Exemples PDFbasilecoqNo ratings yet
- ELECTREX General CatalogueDocument52 pagesELECTREX General CatalogueO TottaNo ratings yet
- ABB Control ValveDocument30 pagesABB Control ValveHafzi88% (8)
- PCSE-100-ET-C-024:: Perú Camisea Second Expansion (Pcse)Document6 pagesPCSE-100-ET-C-024:: Perú Camisea Second Expansion (Pcse)Moises Alvarez LeandroNo ratings yet
- Bohn Evaporator 202-3Document12 pagesBohn Evaporator 202-3Jose Arenas CañasNo ratings yet
- Electric Heater EH-2113101/201/301/401: Train No. 2 Train No. 3 Train No. 4Document1 pageElectric Heater EH-2113101/201/301/401: Train No. 2 Train No. 3 Train No. 4Manuel SerranoNo ratings yet
- ALPEMA Standards Rev1Document8 pagesALPEMA Standards Rev1nattusharanNo ratings yet
- MSS SP 70.98-Cast Iron Gate Valves - (1998)Document13 pagesMSS SP 70.98-Cast Iron Gate Valves - (1998)thiagorep17No ratings yet
- Data Sheet: Available Mounting ConfigurationsDocument2 pagesData Sheet: Available Mounting ConfigurationsJose UllauriNo ratings yet
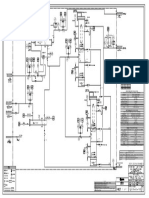
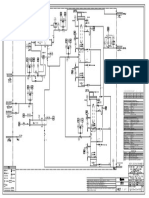
- A51L-6438-250-PNID - Rev 5Document1 pageA51L-6438-250-PNID - Rev 5Manuel SerranoNo ratings yet
- 7200 Series Rochester GaugesDocument2 pages7200 Series Rochester GaugesShafqat IqbalNo ratings yet
- STP CatalogueDocument37 pagesSTP CataloguemmkattaNo ratings yet
- DS 6HH-CCDocument2 pagesDS 6HH-CCJose UllauriNo ratings yet
- AgitatorDocument19 pagesAgitatorPrashanth ChinthallapallyNo ratings yet
- Ball ValveDocument7 pagesBall ValveaerudzikriNo ratings yet
- Specification For Fire Pump - Part 10Document5 pagesSpecification For Fire Pump - Part 10Melisa MackNo ratings yet
- Heating Centre CatalogDocument157 pagesHeating Centre Catalogwaynepowell21No ratings yet
- Cu-Ni Pipes, Flanges & FittingsDocument67 pagesCu-Ni Pipes, Flanges & Fittingssdk1978No ratings yet
- 1ZVN460100-C Operation ManualDocument206 pages1ZVN460100-C Operation ManualTran Xuan TruongNo ratings yet
- Ghibson ButterflyDoubleEccentric BrochureDocument9 pagesGhibson ButterflyDoubleEccentric Brochurejhon jairo arangoNo ratings yet
- HD 282 Butterfly Valves R02 17Document4 pagesHD 282 Butterfly Valves R02 17Satish IndiaNo ratings yet
- Bosch Rexroth Fusos EsferasDocument164 pagesBosch Rexroth Fusos EsferasjomiseferNo ratings yet
- Valves & Controls: Kunkle Safety and Relief ProductsDocument2 pagesValves & Controls: Kunkle Safety and Relief ProductsgbogboiweNo ratings yet
- DS 4HH-CCDocument2 pagesDS 4HH-CCeduardo mata gamezNo ratings yet
- Comments On GAD Ball ValveDocument2 pagesComments On GAD Ball ValveAlvin SmithNo ratings yet
- Data Sheet 2 Less 800# PV - SW - NT-77Document1 pageData Sheet 2 Less 800# PV - SW - NT-77Sachin KumarNo ratings yet
- Yoke Style Closure Double Single Bolt BrochureDocument14 pagesYoke Style Closure Double Single Bolt Brochureandreshuertascalderon02No ratings yet
- Bras Somatic CompressionDocument4 pagesBras Somatic CompressionThiruvalluvan VembianNo ratings yet
- CP LeftletDocument4 pagesCP LeftletSiang LingNo ratings yet
- 71901Document8 pages71901GustavoJanitoNo ratings yet
- ASTM A193 GR B7 Vs GR B7M Bolts For Sour Service HXDocument5 pagesASTM A193 GR B7 Vs GR B7M Bolts For Sour Service HXYoussef DaoudNo ratings yet
- FL OriginalLineDocument134 pagesFL OriginalLinebrooklynsnowNo ratings yet
- Circuit Setter: Calibrated Balance Valves With Flanged ConnectionsDocument2 pagesCircuit Setter: Calibrated Balance Valves With Flanged ConnectionsJulio MorenoNo ratings yet
- Industrial Valve CatalogDocument126 pagesIndustrial Valve CatalogHung Nguyen VietNo ratings yet
- 1.00 BookletDocument8 pages1.00 BookletKalpana BansalNo ratings yet
- AA00219 PC300-6 (Refuerzos PC300-6)Document11 pagesAA00219 PC300-6 (Refuerzos PC300-6)joaquin suarezNo ratings yet
- Supco Cap Tube ChartDocument3 pagesSupco Cap Tube ChartDeo HasibuanNo ratings yet
- 8 Cavities 2012-07Document39 pages8 Cavities 2012-07JairoHernanLoperaNo ratings yet
- Lubricant and Chemical ProductDocument29 pagesLubricant and Chemical ProductTone RatanalertNo ratings yet
- ValvesDocument22 pagesValvesrizwan.zamanNo ratings yet
- AA00220 PC400-6 (Refuerzos PC400-6)Document11 pagesAA00220 PC400-6 (Refuerzos PC400-6)joaquin suarezNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- Concrete AccessoriesDocument9 pagesConcrete AccessoriesIm ChinithNo ratings yet
- Mailam Engineering College MAILAM (PO), Villupuram (DT) - Pin: 604 304Document2 pagesMailam Engineering College MAILAM (PO), Villupuram (DT) - Pin: 604 304Anbu SelvanNo ratings yet
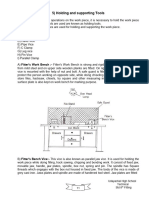
- 4) Holding and Supporting Tools Used in FittingDocument6 pages4) Holding and Supporting Tools Used in FittingKrako TramNo ratings yet
- Pricelist: Product CatalogueDocument20 pagesPricelist: Product CatalogueunjotacheNo ratings yet
- Fire Doors Proget - en PDFDocument82 pagesFire Doors Proget - en PDFst_luiseNo ratings yet
- Warehouse Cum (G+3) Office For Global Invest Group Ltd. On Plot No. S31108 at JAFZA.Document40 pagesWarehouse Cum (G+3) Office For Global Invest Group Ltd. On Plot No. S31108 at JAFZA.nileshNo ratings yet
- What Is A Culvert - Types of Culverts, Its Materials and LocationDocument4 pagesWhat Is A Culvert - Types of Culverts, Its Materials and LocationJustin MusopoleNo ratings yet
- Engineering MaterialsDocument43 pagesEngineering MaterialsKristine SantosNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Manganese-Molybdenum and Manganese-Molybdenum-Nickelalucard375No ratings yet
- 18) 40a MCCB 12 Ways Panel (SDB-S)Document4 pages18) 40a MCCB 12 Ways Panel (SDB-S)consultnadeem70No ratings yet
- C1 C1 C1 C1: Schedule of ColumnsDocument1 pageC1 C1 C1 C1: Schedule of ColumnsSyed Iftikhar QasimNo ratings yet
- ECGJH and ECLK Piping Coupling PDFDocument2 pagesECGJH and ECLK Piping Coupling PDFJuan Camilo Narvaez VillotaNo ratings yet
- Uniflexplus+: Flat Air Distribution SystemDocument4 pagesUniflexplus+: Flat Air Distribution SystemMirela PaulNo ratings yet
- Far Review of Related LiteratureDocument6 pagesFar Review of Related LiteratureTajoe MarudoNo ratings yet
- BOQ FlocDocument4 pagesBOQ Flocskanska07070No ratings yet
- 4 - Casting Processes & EquipmentDocument66 pages4 - Casting Processes & EquipmentAzooNo ratings yet
- A. Key Plan: Jadual Warna Untuk Permohonan Pelan Cadangan BaruDocument3 pagesA. Key Plan: Jadual Warna Untuk Permohonan Pelan Cadangan BaruNorell NordinNo ratings yet
- General Information G-0002: Description On Material JIS-ASTMDocument4 pagesGeneral Information G-0002: Description On Material JIS-ASTMEko Indra SaputraNo ratings yet
- Corrosion Resistance of The Dissimilar Alloy AL6XNDocument15 pagesCorrosion Resistance of The Dissimilar Alloy AL6XNmarinaNo ratings yet
- KGSB 170074 Af 03 - A1Document1 pageKGSB 170074 Af 03 - A1LallamaNo ratings yet
- Asme Section II A-2 Sa-688 Sa-688mDocument10 pagesAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xNo ratings yet
- Pioneer Pro Water Tite 102 Technical Spec SheetDocument2 pagesPioneer Pro Water Tite 102 Technical Spec SheetGerald Ordoñez Delos ReyesNo ratings yet