You might also like
- Application of D - OptimalDocument16 pagesApplication of D - OptimaljohncramosNo ratings yet
- Oceanic Methane Hydrates: Fundamentals, Technological Innovations, and SustainabilityFrom EverandOceanic Methane Hydrates: Fundamentals, Technological Innovations, and SustainabilityNo ratings yet
- SUPASIM A Flotation Plant Design and AnaDocument7 pagesSUPASIM A Flotation Plant Design and Anathethtet28No ratings yet
- Recent Advances in The Application of X-Ray Computed Tomography in The Analysis of Heap Leaching SystemsDocument12 pagesRecent Advances in The Application of X-Ray Computed Tomography in The Analysis of Heap Leaching SystemsW ZuoNo ratings yet
- Design of Grade Control Sampling Programs For Underground Gold MinesDocument16 pagesDesign of Grade Control Sampling Programs For Underground Gold MinesJavier RojasNo ratings yet
- Design of Grade Control Sampling Programs For Underground Gold MinesDocument16 pagesDesign of Grade Control Sampling Programs For Underground Gold MinesSrujan KuntaNo ratings yet
- Sampling of Run-Of-Mine Mill Feed - A Practical Approach: by K.I. Afewu and G.O. LewisDocument8 pagesSampling of Run-Of-Mine Mill Feed - A Practical Approach: by K.I. Afewu and G.O. LewisDr. Khan MuhammadNo ratings yet
- Building A Geometallurgical Model in IronDocument8 pagesBuilding A Geometallurgical Model in IronEdwin AyalaNo ratings yet
- Fuzzy Decision Support System For The Calibration of Laboratory-Scale Mill Press ParametersDocument12 pagesFuzzy Decision Support System For The Calibration of Laboratory-Scale Mill Press ParameterstonyNo ratings yet
- Building A Geometallurgical Model For Orapa Diamond Mine, BotswanaDocument3 pagesBuilding A Geometallurgical Model For Orapa Diamond Mine, BotswanagggNo ratings yet
- Sgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignDocument10 pagesSgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignevalenciaNo ratings yet
- Bench and Pilot Plant ProgramsDocument10 pagesBench and Pilot Plant ProgramsNataniel LinaresNo ratings yet
- Interpretation of Flotation Data For The Design of Process PlantsDocument28 pagesInterpretation of Flotation Data For The Design of Process PlantshNo ratings yet
- Lessons Learned From Geometallurgical Investigations Carried Out On A Nickel Sulfi de Flotation PlantDocument12 pagesLessons Learned From Geometallurgical Investigations Carried Out On A Nickel Sulfi de Flotation PlantAldoNo ratings yet
- Analysis of Mineral Grades of Geometallurgy Combined Elemento To Mineral Conversion and Quantitative X-Ray DiffractionDocument11 pagesAnalysis of Mineral Grades of Geometallurgy Combined Elemento To Mineral Conversion and Quantitative X-Ray DiffractionLuis CañariNo ratings yet
- Mining: Reconciliation of Sampling Data and Heterogeneity Analysis of A Bauxite Mine in Poços de Caldas/MG, in BrazilDocument7 pagesMining: Reconciliation of Sampling Data and Heterogeneity Analysis of A Bauxite Mine in Poços de Caldas/MG, in BrazilMarcus RibeiroNo ratings yet
- Muestreo MetalurgicoDocument19 pagesMuestreo Metalurgicodario_fiallos_1No ratings yet
- Gravity Circuit PerformanceDocument19 pagesGravity Circuit Performanceprimo_tech100% (1)
- A Probabilistic Approach of Iron Ore MiningDocument283 pagesA Probabilistic Approach of Iron Ore MiningRicardo Salas IparraguirreNo ratings yet
- A Simple and Accurate Method For Ore Reserve Estimation in SLC MinesDocument15 pagesA Simple and Accurate Method For Ore Reserve Estimation in SLC MinesRalain NgatchaNo ratings yet
- Mineral Beneficiation LectureDocument67 pagesMineral Beneficiation LectureVinay Kumar Sahu0% (1)
- A Process Mineralogy Approach To Optimize Molybdeniteflotation in CopperDocument10 pagesA Process Mineralogy Approach To Optimize Molybdeniteflotation in CopperCarlos LopezNo ratings yet
- 300 000 052 772 - ReconciliationDocument8 pages300 000 052 772 - ReconciliationLuis RojasNo ratings yet
- Jigs Gekko Con TrazadoresDocument18 pagesJigs Gekko Con TrazadoresVB JazminNo ratings yet
- A Mathematical Model of Recovery of Dense Medium Magnetics in The Wet Drum Magnetic SeparatorDocument17 pagesA Mathematical Model of Recovery of Dense Medium Magnetics in The Wet Drum Magnetic SeparatorDirceu NascimentoNo ratings yet
- Flotation Plant DesignDocument6 pagesFlotation Plant Designath3frankNo ratings yet
- 82 Tetteh CawoodDocument13 pages82 Tetteh CawoodJoao2014No ratings yet
- Criterio de AgarDocument9 pagesCriterio de AgarNicolas PerezNo ratings yet
- Sampling Science & Technology ArticleDocument29 pagesSampling Science & Technology Articleachint GoelNo ratings yet
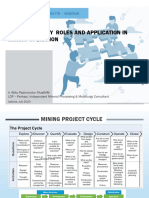
- Geometallurgy Roles and Application in Mining OperationDocument25 pagesGeometallurgy Roles and Application in Mining OperationFahrul Rozzi Usman100% (1)
- COM 2009 Geometallurgy Short Course, by P. Whittaker (XPS)Document34 pagesCOM 2009 Geometallurgy Short Course, by P. Whittaker (XPS)RafaelNo ratings yet
- Mineralogy As A Rate-Limiting Factor in Large Particle LeachingDocument15 pagesMineralogy As A Rate-Limiting Factor in Large Particle LeachingPatricio Saldaña MirandaNo ratings yet
- 01 GEO13-WallmachDocument12 pages01 GEO13-WallmachErnst KleynhansNo ratings yet
- Anas 2020 IOP Conf. Ser. Mater. Sci. Eng. 875 012050Document12 pagesAnas 2020 IOP Conf. Ser. Mater. Sci. Eng. 875 012050María Alejandra Vera BurauNo ratings yet
- AggregatesDocument74 pagesAggregatesSolomon Alangs100% (3)
- SGAGlasgow 2019 PDFDocument5 pagesSGAGlasgow 2019 PDFDaniel PachecoNo ratings yet
- 107-112 The Chellenge of Sampling GoldDocument6 pages107-112 The Chellenge of Sampling GoldДмитрий НенашевNo ratings yet
- Geometallurgy CuDocument8 pagesGeometallurgy CuMohamed BuaNo ratings yet
- Sample PreparationDocument6 pagesSample PreparationSara MohamedNo ratings yet
- L. Lorenzen and B.D. Frater: Geometallurgy - The Key To Improving Your Mine Value ChainDocument19 pagesL. Lorenzen and B.D. Frater: Geometallurgy - The Key To Improving Your Mine Value ChainHamer Paredes RodriguezNo ratings yet
- A Comparison Between A Flotation Mini Pilot Plant and A Copper Concentrator Mill PDFDocument9 pagesA Comparison Between A Flotation Mini Pilot Plant and A Copper Concentrator Mill PDFErick De la CruzTapiaNo ratings yet
- On The Use of Particle Size Distribution Data For Permeability ModelingDocument19 pagesOn The Use of Particle Size Distribution Data For Permeability Modelingmassimo.bochioloNo ratings yet
- Integrating Bulk Ore Sorting Into A Mining OperationDocument16 pagesIntegrating Bulk Ore Sorting Into A Mining OperationEduardo CandelaNo ratings yet
- Agglomeration For Heap Leaching - Equipment Design, Agglomerate Quality Control, and Impact On The Heap Leach Process - ScienceDirectDocument4 pagesAgglomeration For Heap Leaching - Equipment Design, Agglomerate Quality Control, and Impact On The Heap Leach Process - ScienceDirectBabacar Latgrand DioufNo ratings yet
- Why Is Mineralogical Data Essential For Designing A Metallurgical Test Work Program For Process Selection and Design?Document10 pagesWhy Is Mineralogical Data Essential For Designing A Metallurgical Test Work Program For Process Selection and Design?AldoNo ratings yet
- Mining Grade ControlDocument6 pagesMining Grade Controlminerito221178% (9)
- Evaluation of Bulk Ore Sorting For Pre-Concentration of Copper Ore at PanAust Phu Kham OperationDocument11 pagesEvaluation of Bulk Ore Sorting For Pre-Concentration of Copper Ore at PanAust Phu Kham OperationEduardo CandelaNo ratings yet
- State of The Art and Challenges in Mineral Processing ControlDocument11 pagesState of The Art and Challenges in Mineral Processing ControlDirceu NascimentoNo ratings yet
- Prediction of The Metallurgical Performances of A Batch Otation System by Image Analysis and Neural NetworksDocument10 pagesPrediction of The Metallurgical Performances of A Batch Otation System by Image Analysis and Neural NetworksalejgonzNo ratings yet
- Process Simulations in Mineralogy-Based GeometalluDocument7 pagesProcess Simulations in Mineralogy-Based GeometalluephremNo ratings yet
- Research Center: Minerals TestingDocument16 pagesResearch Center: Minerals TestingFIORELLA GIANINA CHIPANA OCHOANo ratings yet
- Geometalugia (EXPOSICION DE GEOLOGIA)Document13 pagesGeometalugia (EXPOSICION DE GEOLOGIA)wilfredo villalta castroNo ratings yet
- Design and Dimensioning of Sublevel Stoping For ExDocument7 pagesDesign and Dimensioning of Sublevel Stoping For ExBwalya BwalyaNo ratings yet
- 02 Increasing Efficiency by Selective ComminutionDocument15 pages02 Increasing Efficiency by Selective Comminution王柏昆No ratings yet
- Quantitative Estimation of Mineral Phases From Chemical Assays and Powder X-Ray Diffraction Rietveld Analysis: A Case Study On Selective Flocculation of Iron Ore SlimesDocument9 pagesQuantitative Estimation of Mineral Phases From Chemical Assays and Powder X-Ray Diffraction Rietveld Analysis: A Case Study On Selective Flocculation of Iron Ore SlimesOnesime MutebaNo ratings yet
- Future Mineral Processing Challenges Based On 45 Years of Applying Science and Engineering To FlotationDocument43 pagesFuture Mineral Processing Challenges Based On 45 Years of Applying Science and Engineering To FlotationSAYEENo ratings yet
- Some Key Facts and Concepts in The Evolution of Sampling and Assaying Practices at Codelco - Carrasco, 2008Document5 pagesSome Key Facts and Concepts in The Evolution of Sampling and Assaying Practices at Codelco - Carrasco, 2008nataliadlealNo ratings yet
- Air Asam TambangDocument12 pagesAir Asam Tambangmuhammad ripai pardosiNo ratings yet
- Paper de FlotacionDocument5 pagesPaper de FlotacionAlejandra ZanabriaNo ratings yet
- Mohammed Et Al. (2022) - Graphene-CelluloseDocument8 pagesMohammed Et Al. (2022) - Graphene-CellulosealhassanNo ratings yet
- Composite RepairDocument9 pagesComposite RepairFelipe Perissé Duarte LopesNo ratings yet
- Biology 3rd Edition Brooker Widmaier Graham Stiling Test BankDocument36 pagesBiology 3rd Edition Brooker Widmaier Graham Stiling Test Bankavernaldespotic5u5t1m100% (38)
- Characterization of Chemically Treated Limonia Acidissima Wood Apple Shell Powder Physicochemical Thermal and Morphological PropertiesDocument12 pagesCharacterization of Chemically Treated Limonia Acidissima Wood Apple Shell Powder Physicochemical Thermal and Morphological PropertiesSharath P CNo ratings yet
- 4-Production of Recycled Plastic Aggregates and Its Utilization Alqahtani2016Document12 pages4-Production of Recycled Plastic Aggregates and Its Utilization Alqahtani2016afzal taiNo ratings yet
- Electrical Conductivity of Chromate Conversion Coating On Electrodeposited ZincDocument6 pagesElectrical Conductivity of Chromate Conversion Coating On Electrodeposited ZincMoeen Iqbal ShahNo ratings yet
- Biology Sample ChapterDocument13 pagesBiology Sample ChapterkfhkdlNo ratings yet
- Bladed Texture and Exploration Implications. A Case Study From The Kuklitsa Deposit, Krumovgrad Goldfield, SE BulgariaDocument14 pagesBladed Texture and Exploration Implications. A Case Study From The Kuklitsa Deposit, Krumovgrad Goldfield, SE BulgariaOmar CabreraNo ratings yet
- Bignozzi 2015Document8 pagesBignozzi 2015eclerNo ratings yet
- Structured Transparent Low Emissivity Coatings With High Microwave Trans...Document10 pagesStructured Transparent Low Emissivity Coatings With High Microwave Trans...malikNo ratings yet
- Mechanical Properties of The Aggregate and Cement InterfaceDocument13 pagesMechanical Properties of The Aggregate and Cement InterfacearunNo ratings yet
- Moodle Exercise 1, AGKDocument5 pagesMoodle Exercise 1, AGKNikola TorbicaNo ratings yet
- (IJETA-V4I6P6) :M. Jeba Jeeva Rani, G.Allen Gnana RajDocument9 pages(IJETA-V4I6P6) :M. Jeba Jeeva Rani, G.Allen Gnana RajIJETA - EighthSenseGroupNo ratings yet
- E-Conservation Magazine - Conservation of A Persian CarpetDocument8 pagesE-Conservation Magazine - Conservation of A Persian CarpetPatrick CashmanNo ratings yet
- Progress in Organic Coatings: R. Torkaman, S. Darvishi, M. Jokar, M. Kharaziha, M KarbasiDocument8 pagesProgress in Organic Coatings: R. Torkaman, S. Darvishi, M. Jokar, M. Kharaziha, M Karbasireza torkamanNo ratings yet
- Ductile Brittle Transition Temp For SA-53 & SA-106Document29 pagesDuctile Brittle Transition Temp For SA-53 & SA-106minhphuongphamNo ratings yet
- Dehradun: Uttarakhand Technical UniversityDocument22 pagesDehradun: Uttarakhand Technical UniversitySameer Kumar WaliaNo ratings yet
- Composites: Part A: G.W. Beckermann, K.L. PickeringDocument10 pagesComposites: Part A: G.W. Beckermann, K.L. Pickeringrudi salamNo ratings yet
- Papermaking Teacher ManualDocument84 pagesPapermaking Teacher ManualDhamma_StorehouseNo ratings yet
- Tribological Performance of PTFE-Metal Binary Coatings in Rolling-Sliding ContactDocument15 pagesTribological Performance of PTFE-Metal Binary Coatings in Rolling-Sliding ContactHà KhểnhNo ratings yet
- Materials Chemistry B: Journal ofDocument10 pagesMaterials Chemistry B: Journal ofShashikant PathakNo ratings yet
- ID CoolFlowDocument4 pagesID CoolFlowycwbycwbNo ratings yet
- Cofe OohDocument11 pagesCofe OohRomano AlbertNo ratings yet
- Microstructure and Chemical Degradation of Adobe and Clay BricksDocument7 pagesMicrostructure and Chemical Degradation of Adobe and Clay BricksStefan GhidiuNo ratings yet
- Sem PDFDocument20 pagesSem PDFSher AbbasNo ratings yet
- Amber MyanmarDocument72 pagesAmber MyanmarjorgeamberNo ratings yet
- The Chemistry, Morphology, Topography of TitaniumDocument11 pagesThe Chemistry, Morphology, Topography of TitaniumtihinjoNo ratings yet
- Análisis e Investigación de Fallas de Fractura en El Eje de Transmisión de PositivoDocument18 pagesAnálisis e Investigación de Fallas de Fractura en El Eje de Transmisión de Positivojohnny oreNo ratings yet
- Measurement of Particle Size Distribution in PortlDocument13 pagesMeasurement of Particle Size Distribution in PortlHasan KamalNo ratings yet
- Chicken LitterDocument29 pagesChicken LitterPrashanth ChinthallapallyNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet
- Chemical Process Equipment - Selection and Design (Revised 2nd Edition)From EverandChemical Process Equipment - Selection and Design (Revised 2nd Edition)Rating: 5 out of 5 stars5/5 (3)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Life Cycle of a Process PlantFrom EverandLife Cycle of a Process PlantMahdi NouriNo ratings yet
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet