You might also like
- Recent Advances in The Application of X-Ray Computed Tomography in The Analysis of Heap Leaching SystemsDocument12 pagesRecent Advances in The Application of X-Ray Computed Tomography in The Analysis of Heap Leaching SystemsW ZuoNo ratings yet
- Intensification of Sorption Processes: Active and Passive MechanismsFrom EverandIntensification of Sorption Processes: Active and Passive MechanismsNo ratings yet
- Minassist Integrating Mineralogy Into EverydayDocument23 pagesMinassist Integrating Mineralogy Into EverydaynatskaNo ratings yet
- Developments in Mineralogical Techniques - What About Mineralogists - Schouwstra2011Document5 pagesDevelopments in Mineralogical Techniques - What About Mineralogists - Schouwstra2011faouzi rachidNo ratings yet
- Problems, Potentials and Future of Industial Crystallization PDFDocument8 pagesProblems, Potentials and Future of Industial Crystallization PDFASHOKNo ratings yet
- 4 - Flotation Plants - Are They Optimized R&D AspectsDocument3 pages4 - Flotation Plants - Are They Optimized R&D AspectsMohsen Aghaei0% (1)
- Process Control Systems Deliver Quantifiable Benefits in Mineral MillingDocument4 pagesProcess Control Systems Deliver Quantifiable Benefits in Mineral MillingalnemangiNo ratings yet
- Understanding Your Ore for Improved Mineral ProcessingDocument4 pagesUnderstanding Your Ore for Improved Mineral Processingvernando pratamaNo ratings yet
- Systematic Framework Toward A Highly Reliable ApprDocument16 pagesSystematic Framework Toward A Highly Reliable ApprAMOSI CHARLES SOTINGINo ratings yet
- Process Mineralogy PDFDocument4 pagesProcess Mineralogy PDFimran58175100% (1)
- Metals 11 01454 v2Document20 pagesMetals 11 01454 v2Cesar YalanNo ratings yet
- Geomet CIMDocument15 pagesGeomet CIMareftawana31No ratings yet
- The Modelling and Computer Simulation of Mineral TreatmentDocument25 pagesThe Modelling and Computer Simulation of Mineral TreatmentDirceu NascimentoNo ratings yet
- SGAGlasgow 2019 PDFDocument5 pagesSGAGlasgow 2019 PDFDaniel PachecoNo ratings yet
- 303 - Mohammad - DES Iron Ore MillDocument14 pages303 - Mohammad - DES Iron Ore MillDavid NyanguNo ratings yet
- Strategic Mine Planning and DesignDocument14 pagesStrategic Mine Planning and DesignVLADIMIR PEREIRA MAMANI MAMANINo ratings yet
- Lec 1 Properties and Handling of Particulate SolidsDocument95 pagesLec 1 Properties and Handling of Particulate SolidsAli HasSsanNo ratings yet
- Simultaneous Stochastic Optimization of Mining Complexes 1653428087Document18 pagesSimultaneous Stochastic Optimization of Mining Complexes 1653428087Ousmane NdourNo ratings yet
- Recent advances in the application of X-ray computed tomography in the analysis of heap leaching systems - ScienceDirectDocument7 pagesRecent advances in the application of X-ray computed tomography in the analysis of heap leaching systems - ScienceDirectBabacar Latgrand DioufNo ratings yet
- Process MineralogyDocument5 pagesProcess MineralogyEdmundo Alfaro DelgadoNo ratings yet
- Towards A Virtual Metallurgical Plant 2Document8 pagesTowards A Virtual Metallurgical Plant 2Wiku PadmonoboNo ratings yet
- 2012 SB MetAccountingDocument8 pages2012 SB MetAccountingSlimelifeucciNo ratings yet
- 95b Me FlotDocument11 pages95b Me FlotAndersonRicraLuisNo ratings yet
- Echegaray PFDocument14 pagesEchegaray PFJoseMarianoTomayTeranNo ratings yet
- The Primary-Response Framework For GeometallurgicaDocument6 pagesThe Primary-Response Framework For GeometallurgicaAlonso Arturo Marchena CamposNo ratings yet
- 39 - Egana Ortiz Final PaperDocument8 pages39 - Egana Ortiz Final Paperalvarorama6458No ratings yet
- Mathematical Modeling of Mineral Processing Unit OperationsDocument13 pagesMathematical Modeling of Mineral Processing Unit OperationsvenkobaraobNo ratings yet
- Minerals: Toward The Operability of Flotation Systems Under UncertaintyDocument17 pagesMinerals: Toward The Operability of Flotation Systems Under UncertaintyleviNo ratings yet
- Particles The Bridge Between Geology and MetallurgyDocument16 pagesParticles The Bridge Between Geology and MetallurgypiMLeonNo ratings yet
- A New Approach To Metallurgical Accounting: October 2012Document8 pagesA New Approach To Metallurgical Accounting: October 2012Cesar Francisco Quispe RomeroNo ratings yet
- 18pg Abstract Template GeosmallminingDocument1 page18pg Abstract Template Geosmallminingdarioharloc2272No ratings yet
- Process Simulations in Mineralogy-Based GeometalluDocument7 pagesProcess Simulations in Mineralogy-Based GeometalluephremNo ratings yet
- Seitz R What No Standard Procedures For Mineral Processing Lab TestsDocument14 pagesSeitz R What No Standard Procedures For Mineral Processing Lab TestsWilbert TidalgoNo ratings yet
- Bergh 2011Document9 pagesBergh 2011raminNo ratings yet
- Critical Infrastructure for Mining OperationsDocument12 pagesCritical Infrastructure for Mining OperationsHugh Green0% (1)
- Metallurgical Test Work - Between A Rock and A Hard PDFDocument18 pagesMetallurgical Test Work - Between A Rock and A Hard PDFLevent ErgunNo ratings yet
- Flotation Plant DesignDocument6 pagesFlotation Plant Designath3frankNo ratings yet
- Hybridized Conducting Polymer ChemiresisDocument17 pagesHybridized Conducting Polymer ChemiresisSetiaji KurniarahmanNo ratings yet
- Chapter1 What ChemEng - FinalDocument10 pagesChapter1 What ChemEng - FinalAgin AdwisanNo ratings yet
- Thermal Issues in Materials Processing: Yogesh JaluriaDocument14 pagesThermal Issues in Materials Processing: Yogesh JaluriarahulNo ratings yet
- TheMechanismsOfDecision-making in GeometallurgyDocument10 pagesTheMechanismsOfDecision-making in GeometallurgyISRAEL TOLANONo ratings yet
- Mineral Processing Design and OperationDocument1 pageMineral Processing Design and Operationahnafouf100% (1)
- High-Density Thickening For Large Production Rates: Main ChallengesDocument8 pagesHigh-Density Thickening For Large Production Rates: Main ChallengesBakang MolefeNo ratings yet
- High-Density Thickening For Large Production Rates: Main ChallengesDocument8 pagesHigh-Density Thickening For Large Production Rates: Main ChallengesLESEDI CHAKENo ratings yet
- 2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisDocument7 pages2017 Optimization of Flotation Plant Performance Using Micro-Price AnalysisClaudiaCamilaRodriguezArroyoNo ratings yet
- Comprehensive Thickening Analysis StrategyDocument8 pagesComprehensive Thickening Analysis Strategyalejin2014No ratings yet
- SAIMM Paper On PlantsStar, MillStar, FloatStarDocument14 pagesSAIMM Paper On PlantsStar, MillStar, FloatStarMichelle LawrenceNo ratings yet
- Copperbelt LifeDocument13 pagesCopperbelt LifeEntrepreneurship CornerNo ratings yet
- Fang2018 Article MetalOrganicFramework-BasedSenDocument19 pagesFang2018 Article MetalOrganicFramework-BasedSenCatalinNo ratings yet
- Geometallurgy CuDocument8 pagesGeometallurgy CuMohamed BuaNo ratings yet
- CH#1Document5 pagesCH#1Rahaf HammadNo ratings yet
- Navarra2018 Modelos Geometalurgicos para El PlaneamientoDocument9 pagesNavarra2018 Modelos Geometalurgicos para El PlaneamientoYoselin CoronadoNo ratings yet
- Molecules: Mechanochemical and Size Reduction Machines For BiorefiningDocument22 pagesMolecules: Mechanochemical and Size Reduction Machines For BiorefiningBryan AlbornozNo ratings yet
- An Overview of New Integrated Geometallurgical ResearchDocument4 pagesAn Overview of New Integrated Geometallurgical ResearchDaniel Valdes JamettNo ratings yet
- Freeman FEDocument38 pagesFreeman FEAnonymous mXicTi8hBNo ratings yet
- Minerals 08 00560 PDFDocument34 pagesMinerals 08 00560 PDFDr. Khan MuhammadNo ratings yet
- Future Mineral Processing Challenges Based On 45 Years of Applying Science and Engineering To FlotationDocument43 pagesFuture Mineral Processing Challenges Based On 45 Years of Applying Science and Engineering To FlotationSAYEENo ratings yet
- Prediction of The Metallurgical Performances of A Batch Otation System by Image Analysis and Neural NetworksDocument10 pagesPrediction of The Metallurgical Performances of A Batch Otation System by Image Analysis and Neural NetworksalejgonzNo ratings yet
- 2005 - Monitoring and Control of Process and Power Systems - Towards New ParadigmsDocument12 pages2005 - Monitoring and Control of Process and Power Systems - Towards New ParadigmsademargcjuniorNo ratings yet
- A Mathematical Model of Concentrate Solids Cont 2003 International Journal oDocument13 pagesA Mathematical Model of Concentrate Solids Cont 2003 International Journal oNatalieNo ratings yet
- Gae Rtner 2000Document15 pagesGae Rtner 2000Dirceu NascimentoNo ratings yet
- Two Empirical Hydrocyclone Models RevisitedDocument17 pagesTwo Empirical Hydrocyclone Models Revisitedcelebraty100% (1)
- Modelling and Simulation of Particle Breakage in Impact CrushersDocument8 pagesModelling and Simulation of Particle Breakage in Impact CrushersDirceu NascimentoNo ratings yet
- Simulation of ore dressing plantsDocument17 pagesSimulation of ore dressing plantsBhavdeep Kumar SinghNo ratings yet
- CrushersDocument11 pagesCrushersRenzo Chavez100% (1)
- The Computer Simulation of A Rougher - Scavenger Flotation Circuit For A Hematite OreDocument7 pagesThe Computer Simulation of A Rougher - Scavenger Flotation Circuit For A Hematite OreDirceu NascimentoNo ratings yet
- Modeling and Simulation For System Reliability Analysis: The RAMSAS MethodDocument7 pagesModeling and Simulation For System Reliability Analysis: The RAMSAS MethodDirceu NascimentoNo ratings yet
- Process Control Systems Deliver Quantifiable Benefits in Mineral MillingDocument4 pagesProcess Control Systems Deliver Quantifiable Benefits in Mineral MillingalnemangiNo ratings yet
- The Modelling of Froth Zone Recovery in Batch and Continuously Operated Laboratory Flotation CellsDocument17 pagesThe Modelling of Froth Zone Recovery in Batch and Continuously Operated Laboratory Flotation CellsDirceu NascimentoNo ratings yet
- Grinding Process Within Vertical Roller Mills Experiment and SimulationDocument5 pagesGrinding Process Within Vertical Roller Mills Experiment and SimulationDirceu Nascimento100% (1)
- Richardson SchwarzDocument7 pagesRichardson SchwarzhulupatNo ratings yet
- 2015 MW Supervisor FlotationDocument5 pages2015 MW Supervisor FlotationDirceu NascimentoNo ratings yet
- Crusher PBM TMDocument4 pagesCrusher PBM TMDirceu NascimentoNo ratings yet
- A Compartment Model For The Mass Transfer Inside A Conventional F Lotation CellDocument15 pagesA Compartment Model For The Mass Transfer Inside A Conventional F Lotation CellDirceu NascimentoNo ratings yet
- USIM PAC 3.0: New Features For A Global Approach in Mineral Processing DesignDocument13 pagesUSIM PAC 3.0: New Features For A Global Approach in Mineral Processing DesignDirceu NascimentoNo ratings yet
- 2015 WCSB7 Placer Gold SamplingDocument8 pages2015 WCSB7 Placer Gold SamplingDirceu NascimentoNo ratings yet
- The Overall Measurement error-TOS and Uncertainty Budget in Metal AccountingDocument4 pagesThe Overall Measurement error-TOS and Uncertainty Budget in Metal AccountingDirceu NascimentoNo ratings yet
- 1993c Cim2 UP HydroDocument14 pages1993c Cim2 UP HydroDirceu NascimentoNo ratings yet
- 2006 Advances in ComminutionDocument21 pages2006 Advances in ComminutionDirceu NascimentoNo ratings yet
- 1994c Apcom Slovenie Opti MoinhoDocument10 pages1994c Apcom Slovenie Opti MoinhoDirceu NascimentoNo ratings yet
- CrushersDocument11 pagesCrushersRenzo Chavez100% (1)
- Process Control Systems Deliver Quantifiable Benefits in Mineral MillingDocument4 pagesProcess Control Systems Deliver Quantifiable Benefits in Mineral MillingalnemangiNo ratings yet
- 2004 CAB Mat Balance LeachingDocument6 pages2004 CAB Mat Balance LeachingDirceu NascimentoNo ratings yet
- Richardson SchwarzDocument7 pagesRichardson SchwarzhulupatNo ratings yet
- 2013 Wcsb6 SB Sampling SDDocument12 pages2013 Wcsb6 SB Sampling SDDirceu NascimentoNo ratings yet
- 2012 SB FireAssay SamplingDocument8 pages2012 SB FireAssay SamplingDirceu NascimentoNo ratings yet
- Vibrating ScreensDocument16 pagesVibrating ScreensRaymond KangNo ratings yet
- A Mathematical Model of Recovery of Dense Medium Magnetics in The Wet Drum Magnetic SeparatorDocument17 pagesA Mathematical Model of Recovery of Dense Medium Magnetics in The Wet Drum Magnetic SeparatorDirceu NascimentoNo ratings yet
- 01 LANG Forgiarini Low Energy EmulsificationDocument8 pages01 LANG Forgiarini Low Energy EmulsificationDuvánE.DueñasLópezNo ratings yet
- Revit Quiz 1 ReviewerDocument13 pagesRevit Quiz 1 ReviewerLanz RamosNo ratings yet
- CHAPTER 9 Microsoft Excel 2016 Back ExerciseDocument3 pagesCHAPTER 9 Microsoft Excel 2016 Back ExerciseGargi SinghNo ratings yet
- Chapter 4 1 Indefinite IntegralDocument21 pagesChapter 4 1 Indefinite IntegralMinh Huỳnh LêNo ratings yet
- Rubrics For Interd TaskDocument3 pagesRubrics For Interd Taskapi-265986384No ratings yet
- Anis MahmudahDocument14 pagesAnis MahmudahAlim ZainulNo ratings yet
- HXPM8XBBYY19065T2CDocument1 pageHXPM8XBBYY19065T2CЕвгений ГрязевNo ratings yet
- Happier at Home by Gretchen Rubin - ExcerptDocument39 pagesHappier at Home by Gretchen Rubin - ExcerptCrown Publishing Group69% (16)
- Cost-Time-Resource Sheet for Rumaila Oil Field Engineering ServicesDocument13 pagesCost-Time-Resource Sheet for Rumaila Oil Field Engineering ServicesonlyikramNo ratings yet
- LP Fuel Gas SystemDocument6 pagesLP Fuel Gas SystemAnonymous QSfDsVxjZNo ratings yet
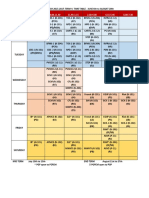
- Term 4 Time Table & Exam Schedule.Document4 pagesTerm 4 Time Table & Exam Schedule.Anonymous FD3MCd89ZNo ratings yet
- Unit II - MCMTDocument50 pagesUnit II - MCMTSai RamNo ratings yet
- Intolrableboss IIMB DisplayDocument2 pagesIntolrableboss IIMB DisplayMansi ParmarNo ratings yet
- Perpus Pusat Bab 1 Dan 2Document62 pagesPerpus Pusat Bab 1 Dan 2imam rafifNo ratings yet
- 8.4.3 Alien Genetics LabDocument2 pages8.4.3 Alien Genetics LabCharles KnightNo ratings yet
- Fines Tcs198 2x36wDocument8 pagesFines Tcs198 2x36wwilber ticonaNo ratings yet
- EN 1090 White Paper17 119019 PDFDocument24 pagesEN 1090 White Paper17 119019 PDFZaza PokumbaNo ratings yet
- Class Test Dec 10Document6 pagesClass Test Dec 10trudes100No ratings yet
- Trends in Maternal Mortality: Executive SummaryDocument16 pagesTrends in Maternal Mortality: Executive SummarykansaNo ratings yet
- Film Crew: ProductionDocument15 pagesFilm Crew: ProductionDarkshine_THNo ratings yet
- New TIP Course 4 (DepEd Teacher)Document58 pagesNew TIP Course 4 (DepEd Teacher)Venessa Mulig100% (2)
- Ai, Iot, Big Data & BlockchainDocument19 pagesAi, Iot, Big Data & BlockchainClick GroupNo ratings yet
- Defibrelator ch1Document31 pagesDefibrelator ch1د.محمد عبد المنعم الشحاتNo ratings yet
- Buck 1948Document9 pagesBuck 1948Carlos Mora100% (1)
- шпоры стилDocument19 pagesшпоры стилYuliia VasylchenkoNo ratings yet
- Chapter Arithmetic and Geometric Progressions 024005Document14 pagesChapter Arithmetic and Geometric Progressions 024005ravichandran_brNo ratings yet
- DE Monthly Assessment - IDocument5 pagesDE Monthly Assessment - IJay KakadiyaNo ratings yet
- Alumni Speaks... : Axay GandhiDocument4 pagesAlumni Speaks... : Axay GandhiSajal MorchhaleNo ratings yet
- Planning River Intake Structure DesignDocument43 pagesPlanning River Intake Structure DesignSandhiya saravanan100% (1)
- Cars and Trucks With Mitsubishi TD04 TurbochargerDocument17 pagesCars and Trucks With Mitsubishi TD04 TurbochargersampapaNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet
- Transportation Decision Making: Principles of Project Evaluation and ProgrammingFrom EverandTransportation Decision Making: Principles of Project Evaluation and ProgrammingNo ratings yet
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Professional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionFrom EverandProfessional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)