You might also like
- Research On Rolling Force Model in Hot-Rolling Process of Aluminum Alloys HUANG ChangqingDocument10 pagesResearch On Rolling Force Model in Hot-Rolling Process of Aluminum Alloys HUANG ChangqingSamir BoseNo ratings yet
- Fatigue of Piston Rod Caused by Unsteady, Unbalanced, UnsynchronizedDocument8 pagesFatigue of Piston Rod Caused by Unsteady, Unbalanced, UnsynchronizedAnuj RaizadaNo ratings yet
- Exact Solutions of Interference Fit of A High-Speed Coupling For Micro Gas TurbineDocument7 pagesExact Solutions of Interference Fit of A High-Speed Coupling For Micro Gas TurbinesenthilNo ratings yet
- Stress Analysis and Weight Reduction of A One-CyliDocument18 pagesStress Analysis and Weight Reduction of A One-CyliAnonymous K3FaYFlNo ratings yet
- 142100008Document31 pages142100008Sumit PhadtareNo ratings yet
- Computing Experiment For Unloading Dumper Truck at A Sloping PadDocument8 pagesComputing Experiment For Unloading Dumper Truck at A Sloping PadLong ThànhNo ratings yet
- 1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration SystemDocument7 pages1D Model To Predict Ejector Performance at Critical and Sub-Critical Operation in The Refrigeration Systemaff123051No ratings yet
- Optimization and Numerical Simulation of Outlet of Twin Screw ExtruderDocument5 pagesOptimization and Numerical Simulation of Outlet of Twin Screw ExtruderGabriel PóvoaNo ratings yet
- Design Analysis of Spur Gear With The Usage of The Advanced ComputerDocument6 pagesDesign Analysis of Spur Gear With The Usage of The Advanced ComputerPradeep AdsareNo ratings yet
- Finite Element Analysis and Calculation of HTC15J01 Petrochemical Industry Crane Pulley DesignDocument6 pagesFinite Element Analysis and Calculation of HTC15J01 Petrochemical Industry Crane Pulley DesignFrancisco Raro AlmuzaraNo ratings yet
- Study Behaviour of Ratchet Mechanism ManufacturedDocument9 pagesStudy Behaviour of Ratchet Mechanism ManufacturedLorenzo ToccaceliNo ratings yet
- Numerical Simulation of Side-Entry Bubbling ReactoDocument6 pagesNumerical Simulation of Side-Entry Bubbling ReactoMothish SivakumarNo ratings yet
- 07 TothDocument7 pages07 Totholalekan fatai RotimiNo ratings yet
- WEI,+V8 No1 64 75Document12 pagesWEI,+V8 No1 64 75Phong TrầnNo ratings yet
- Dimensioning and Performance Analysis of An AxialDocument13 pagesDimensioning and Performance Analysis of An AxialSlow NguyenNo ratings yet
- Determination of Gerotor Pump Theoretical FlowDocument8 pagesDetermination of Gerotor Pump Theoretical FlowBlaza StojanovicNo ratings yet
- Torque Production in Permanent-MagnetDocument6 pagesTorque Production in Permanent-MagnetTien Dung TranNo ratings yet
- The Design and Analysis On Intensity of Anti-Roll Bar On 100% Low-Floor Light Rail VehicleDocument5 pagesThe Design and Analysis On Intensity of Anti-Roll Bar On 100% Low-Floor Light Rail VehicleCarlos AlonsoNo ratings yet
- Comparative Study On Stability Theory of Steel-Concrete Composite Beams in Negative Moment Region Based On ABAQUSDocument9 pagesComparative Study On Stability Theory of Steel-Concrete Composite Beams in Negative Moment Region Based On ABAQUSJorge PalominoNo ratings yet
- Optimal Control of DC Motor Using Performance Index of EnergyDocument5 pagesOptimal Control of DC Motor Using Performance Index of EnergyAlionNo ratings yet
- Beller I 2018Document9 pagesBeller I 2018Anonymous LU3Dz3TKtVNo ratings yet
- ENGG 1300 Engineering Mechanics 1: Lab: 2 - Motion of A Rolling DiskDocument7 pagesENGG 1300 Engineering Mechanics 1: Lab: 2 - Motion of A Rolling DiskMallgi34No ratings yet
- Analysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel PipesDocument8 pagesAnalysis of Leak and Break Behavior in A Failure Assessment Diagram For Carbon Steel Pipesjhon ortizNo ratings yet
- Analysis of Dynamic Load Capacity of The Top Drive of Drilling Rigs.Document8 pagesAnalysis of Dynamic Load Capacity of The Top Drive of Drilling Rigs.NestorMenesesPintoNo ratings yet
- Optimization of The Geometric Parameters of The Metal TrussDocument7 pagesOptimization of The Geometric Parameters of The Metal TrussIJRASETPublicationsNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument17 pagesAccepted Manuscript: Applied Thermal EngineeringDebashis DashNo ratings yet
- Development of Mathematical Model of A Mechatronic System: Solid State Phenomena June 2010Document6 pagesDevelopment of Mathematical Model of A Mechatronic System: Solid State Phenomena June 2010Madhu SudhanNo ratings yet
- Comparative Analysis of Static Characteristics Between The Five-Pad Tilting-Pad and The Five-Lobe Journal BearingsDocument10 pagesComparative Analysis of Static Characteristics Between The Five-Pad Tilting-Pad and The Five-Lobe Journal BearingsTao YUNo ratings yet
- Traditional Methods For The Design of Radial-Axial Hydraulic Turbines With Verification in CFD SimulationDocument15 pagesTraditional Methods For The Design of Radial-Axial Hydraulic Turbines With Verification in CFD SimulationЖивотаЛазаревићNo ratings yet
- 1 s2.0 0924013693901697 MainDocument15 pages1 s2.0 0924013693901697 MaindakshNo ratings yet
- Compressor Reliability Improvement: SciencedirectDocument5 pagesCompressor Reliability Improvement: SciencedirectJon KiNo ratings yet
- Advances in Vector Control Ofac Motor Drives A Review PDFDocument24 pagesAdvances in Vector Control Ofac Motor Drives A Review PDFBook4AllNo ratings yet
- Banko: Transfer Function Analysis of Strain G GESDocument38 pagesBanko: Transfer Function Analysis of Strain G GESMikaelNo ratings yet
- Design of Natural Circulation BoilerDocument12 pagesDesign of Natural Circulation BoilerALIyilmazNo ratings yet
- Experimental and Finite Element Analysis of Rocker Arm For Bending Failure PDFDocument9 pagesExperimental and Finite Element Analysis of Rocker Arm For Bending Failure PDFPrabu BalaNo ratings yet
- 5972-Article Text PDF-9730-1-10-20130718Document10 pages5972-Article Text PDF-9730-1-10-20130718Vjeran FurlanNo ratings yet
- Connecting Rod AnalysisDocument36 pagesConnecting Rod AnalysissayedNo ratings yet
- JAFM Volume 14 Issue 6 Pages 1705-1716Document12 pagesJAFM Volume 14 Issue 6 Pages 1705-1716dappadock888No ratings yet
- Determination of Shrinkage of Weld: Nikolay VelikanovDocument5 pagesDetermination of Shrinkage of Weld: Nikolay VelikanovDonatasNo ratings yet
- Simulation Analysis of Petroleum Premium Casing Connection: Procedia EngineeringDocument8 pagesSimulation Analysis of Petroleum Premium Casing Connection: Procedia EngineeringWilliam OmgbaNo ratings yet
- Taking Up A Characteristic of A Centrifugal Compressor With An Adjustable Inlet Guide GridDocument21 pagesTaking Up A Characteristic of A Centrifugal Compressor With An Adjustable Inlet Guide GridJIGAR SURA100% (3)
- Ni Al 2020Document12 pagesNi Al 2020Fairouz BouchahdaNo ratings yet
- Modification of Roll Flattening Analytical Model BDocument7 pagesModification of Roll Flattening Analytical Model Babdo.nabil3333333No ratings yet
- Modelling of Cold Roll Process Using Analytic and Finite Element MethodsDocument12 pagesModelling of Cold Roll Process Using Analytic and Finite Element MethodsRyan RafaelNo ratings yet
- Kinematics and Dynamics Analysis of The Main MotioDocument9 pagesKinematics and Dynamics Analysis of The Main MotiosbkjasbfaskjfbjkNo ratings yet
- Pitting Load Capacity of Helical GearsDocument6 pagesPitting Load Capacity of Helical GearsSwarnava PaulNo ratings yet
- Cálculo de PandeoDocument4 pagesCálculo de PandeojuanrostagnoNo ratings yet
- Chapter 8Document6 pagesChapter 8Sultan_Mehmood_7287No ratings yet
- 2006 - Hot and Cold Strip Rolling ProcessesDocument22 pages2006 - Hot and Cold Strip Rolling ProcessesCosmin BarbuNo ratings yet
- Comparative Numerical Study of Turbulent Forced Convection in A Shell and Tube Heat Exchanger Between The Simple Case and With Cross BafflesDocument6 pagesComparative Numerical Study of Turbulent Forced Convection in A Shell and Tube Heat Exchanger Between The Simple Case and With Cross BafflesAjitNo ratings yet
- A Performance Analysis Method of High Speed and Small Diameter PropellerDocument7 pagesA Performance Analysis Method of High Speed and Small Diameter Propellerbakieni ellongNo ratings yet
- A Performance Analysis Method of High Speed and SM PDFDocument7 pagesA Performance Analysis Method of High Speed and SM PDFbakieni ellongNo ratings yet
- Determination of Capacity of Single-Toggle Jaw CruDocument8 pagesDetermination of Capacity of Single-Toggle Jaw CruAyoola JohnsonNo ratings yet
- List of Symbols:: C ExtDocument32 pagesList of Symbols:: C ExtPraveen AdpekarNo ratings yet
- Haunch EquationsDocument8 pagesHaunch EquationsJacques Ontal0% (1)
- Rubber Roller DesignDocument20 pagesRubber Roller DesignGaneshNo ratings yet
- A Study of A Linear Compressor With A Gas SpringDocument8 pagesA Study of A Linear Compressor With A Gas SpringSatheesh Kumar SNo ratings yet
- Cad Simulation kj-66 TurbineDocument13 pagesCad Simulation kj-66 TurbineL11r1100% (1)
- AMP Slides Lecture12Document11 pagesAMP Slides Lecture12Foley OmoniyiNo ratings yet
- Forces in The Roll Gap During Strip or Sheet RollingDocument25 pagesForces in The Roll Gap During Strip or Sheet RollingFoley OmoniyiNo ratings yet
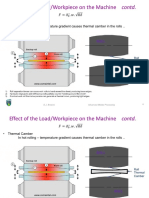
- Effect of The Load/Workpiece On The Machine ContdDocument14 pagesEffect of The Load/Workpiece On The Machine ContdFoley OmoniyiNo ratings yet
- The Columnar To Equiaxed Transition in SolidificationDocument8 pagesThe Columnar To Equiaxed Transition in SolidificationFoley OmoniyiNo ratings yet
- Roll Power: How Much Power Is Required To Run The Rollers?Document18 pagesRoll Power: How Much Power Is Required To Run The Rollers?Foley OmoniyiNo ratings yet
- AMP Slides Lecture17Document16 pagesAMP Slides Lecture17Foley OmoniyiNo ratings yet
- BIO DEGRADABLE Design StrategiesDocument2 pagesBIO DEGRADABLE Design StrategiesFoley OmoniyiNo ratings yet
- Literature Review and Problem StatementDocument3 pagesLiterature Review and Problem StatementFoley OmoniyiNo ratings yet
- Using Cadence Virtuoso IC617 To Simulate Process Library ParametersDocument7 pagesUsing Cadence Virtuoso IC617 To Simulate Process Library Parameterscarpet909No ratings yet
- Maple For Math Majors: Solve FsolveDocument21 pagesMaple For Math Majors: Solve FsolveAleksandar MicicNo ratings yet
- b28370 (307 712) PDFDocument406 pagesb28370 (307 712) PDFPatrick Moreira AlcantaraNo ratings yet
- Develop SRS For Online Examination System Computer Science SimplifiedDocument7 pagesDevelop SRS For Online Examination System Computer Science SimplifiedSlaneyNo ratings yet
- Success Class Building PI System Assets and Analytics With PI AF DatasheetDocument2 pagesSuccess Class Building PI System Assets and Analytics With PI AF Datasheetyuvarajan DuraiNo ratings yet
- Summary Cloze PracticeDocument11 pagesSummary Cloze PracticeMichelle ChungNo ratings yet
- SuperHyperFunction, SuperHyperStructure, Neutrosophic SuperHyperFunction and Neutrosophic SuperHyperStructure: Current Understanding and Future DirectionsDocument9 pagesSuperHyperFunction, SuperHyperStructure, Neutrosophic SuperHyperFunction and Neutrosophic SuperHyperStructure: Current Understanding and Future DirectionsScience DirectNo ratings yet
- Teste Wager NovoDocument6 pagesTeste Wager NovogaleriecezanneNo ratings yet
- RN Ams2000 08B7BDocument13 pagesRN Ams2000 08B7BlgrypvNo ratings yet
- Duration of Course: 60 Hours (50 Days) by Sreeharsha Veerapalli Training Available in Telugu and EnglishDocument4 pagesDuration of Course: 60 Hours (50 Days) by Sreeharsha Veerapalli Training Available in Telugu and Englishpuramganesh100% (1)
- Cad Rule BookDocument3 pagesCad Rule BookMumdooha FatimaNo ratings yet
- Mantis Tips & Tricks: by Petra BurggrafDocument20 pagesMantis Tips & Tricks: by Petra BurggrafNikolina GovedaricaNo ratings yet
- AP9635 User Guide ENDocument105 pagesAP9635 User Guide ENVIJAY KUMAR SAJJANo ratings yet
- What's New in DocuWare Version 7Document29 pagesWhat's New in DocuWare Version 7Mauricio CruzNo ratings yet
- CUETAdmitCard 233510075768Document2 pagesCUETAdmitCard 233510075768kumar manishNo ratings yet
- Transient - Chapter 1 - Basic Concepts and Introductory ExamplesDocument52 pagesTransient - Chapter 1 - Basic Concepts and Introductory ExamplesEslam ShiblNo ratings yet
- Bab-2 Linear Algebraic EquationsDocument51 pagesBab-2 Linear Algebraic EquationsNata CorpNo ratings yet
- Bhavesh Krishan Garg Cse2b-G1 (Lab-04)Document10 pagesBhavesh Krishan Garg Cse2b-G1 (Lab-04)Bhavesh GargNo ratings yet
- Aseprite Quick Reference - Cheat SheetDocument1 pageAseprite Quick Reference - Cheat SheetMarito Barakus0% (1)
- Pre Upgrade COP 00029 SGN ReadmeDocument5 pagesPre Upgrade COP 00029 SGN ReadmeFlavio AlonsoNo ratings yet
- KO88 Actual Settlement Prod. Order Indiv.Document7 pagesKO88 Actual Settlement Prod. Order Indiv.AnandNo ratings yet
- Neni Kurnia Andrianingsih - Submit Jurnal STAK 2023 (Bhs Inggris)Document23 pagesNeni Kurnia Andrianingsih - Submit Jurnal STAK 2023 (Bhs Inggris)novan arifulNo ratings yet
- RHEL 8.3 - Deploying Red Hat Enterprise Linux 8 On Public Cloud PlatformsDocument102 pagesRHEL 8.3 - Deploying Red Hat Enterprise Linux 8 On Public Cloud PlatformsPrernaNo ratings yet
- Laser Trumpf 21-A0-54-CP02 - User Level TrucontrolDocument3 pagesLaser Trumpf 21-A0-54-CP02 - User Level TrucontrolAbilio LopesNo ratings yet
- Ijbems 167Document22 pagesIjbems 167Afina RosliNo ratings yet
- SkyLock Product Description: Locate. Track. Manipulate. (January 2013)Document25 pagesSkyLock Product Description: Locate. Track. Manipulate. (January 2013)LeakSourceInfo100% (1)
- Java Lab Programs PDFDocument29 pagesJava Lab Programs PDFVeeresh T100% (1)
- Blessing Komponen 29 September 2022Document251 pagesBlessing Komponen 29 September 2022dicka komsellNo ratings yet
- Prima: Grid SolutionsDocument8 pagesPrima: Grid SolutionsPraneeth Madhushan BandaraNo ratings yet
- Lab Experiment 2 - MET1233Document6 pagesLab Experiment 2 - MET1233midunNo ratings yet