You might also like
- THE ROMANIAN REVOLUTION OF DECEMBER 1989 Ioan ScurtuDocument60 pagesTHE ROMANIAN REVOLUTION OF DECEMBER 1989 Ioan ScurtuPisica Ștefan100% (1)
- SQL Fundamentals - Practice 11Document3 pagesSQL Fundamentals - Practice 11Abby ARNo ratings yet
- Hydraulic Trolley Jack Operation ManualDocument29 pagesHydraulic Trolley Jack Operation ManualMBAlexNo ratings yet
- Raportare - Safety - 27 - Aug - 16Document21 pagesRaportare - Safety - 27 - Aug - 16Antonia MotrocNo ratings yet
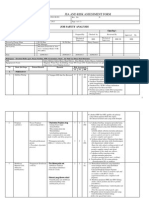
- Job Safety Analysis (JSA) - GuidelineDocument10 pagesJob Safety Analysis (JSA) - Guidelineabdulla amraNo ratings yet
- Model Whs Regulations - 14 April 2022Document555 pagesModel Whs Regulations - 14 April 2022Yayo MirandaNo ratings yet
- E-Book D Petrescu Explaining The Romanian Revolution of 1989Document455 pagesE-Book D Petrescu Explaining The Romanian Revolution of 1989d_petrescu_1999100% (1)
- Bibliografie MineriDocument140 pagesBibliografie MineriSoos PetiNo ratings yet
- Plan de prevenire şi protecţieDocument22 pagesPlan de prevenire şi protecţieIspas Iulia100% (1)
- Plant HazrdDocument3 pagesPlant Hazrdayuzme123No ratings yet
- Instructiuni SSM ConstructiiDocument1 pageInstructiuni SSM ConstructiiVlad PipoșNo ratings yet
- IP SSM 18 BucatarieDocument33 pagesIP SSM 18 BucatariecristinaNo ratings yet
- JSA Erection Aux BoilerDocument13 pagesJSA Erection Aux BoilerFandy Rezita100% (2)
- OAK-the Architecture of Apache Jackrabbit 3 PDFDocument46 pagesOAK-the Architecture of Apache Jackrabbit 3 PDFrohitjandialNo ratings yet
- Sunrise in BucharestDocument18 pagesSunrise in BucharestVictorBojica100% (3)
- IPSSM Cofrare-DecofrareDocument7 pagesIPSSM Cofrare-DecofrareMihai Veres100% (1)
- Plan Securitate Si Sanatate in Munca SSMDocument183 pagesPlan Securitate Si Sanatate in Munca SSMAlex TimpaNo ratings yet
- Generator Aer Cald Pe Ulei Uzat Functionare Prin Vaporizare MTM 17 33 KW 1000 m3 H Fisa TehnicaDocument11 pagesGenerator Aer Cald Pe Ulei Uzat Functionare Prin Vaporizare MTM 17 33 KW 1000 m3 H Fisa TehnicaGabriel DrideanuNo ratings yet
- Mixing of Drilling MudsDocument4 pagesMixing of Drilling MudsYashwanth ReddyNo ratings yet
- InstrGeneralMontator CorpAbraziRev0BrutDocument16 pagesInstrGeneralMontator CorpAbraziRev0BrutAdrianCiobanuNo ratings yet
- Registru Evidenta StingatoareDocument2 pagesRegistru Evidenta StingatoareFlorinNo ratings yet
- Lista Aspectelor de Mediu IdentificateDocument7 pagesLista Aspectelor de Mediu IdentificateLuminita GrecuNo ratings yet
- IPSSM - PavatorDocument4 pagesIPSSM - PavatorSRHdNo ratings yet
- Reguli de Baza Protectia Muncii CSCT 2012Document1 pageReguli de Baza Protectia Muncii CSCT 2012Mihaela MikaNo ratings yet
- Model Schita Plan de EvacuareDocument1 pageModel Schita Plan de EvacuareiuropiansitizanNo ratings yet
- Mem Tehnic ElectriceDocument24 pagesMem Tehnic ElectriceSanda NeumanNo ratings yet
- 999 CoduriDocument44 pages999 Codurighitza80No ratings yet
- Curs 1 - Proiectarea Structurilor Modelare Incarcari 1Document46 pagesCurs 1 - Proiectarea Structurilor Modelare Incarcari 1Felicia GhicaNo ratings yet
- LMSRDocument8 pagesLMSRRaul TudoricaNo ratings yet
- inSTRUIRE DEPOZITDocument13 pagesinSTRUIRE DEPOZITАлександру ПынзаруNo ratings yet
- Instructions for safety and health at work for front loader operatorsDocument5 pagesInstructions for safety and health at work for front loader operatorsFlorian BarbulescuNo ratings yet
- 0740 800 172 GBDocument106 pages0740 800 172 GBGustavo LeaoNo ratings yet
- Raport Investigare IncidentDocument9 pagesRaport Investigare IncidentCristina RicanNo ratings yet
- Plan Audit Intern ModelDocument6 pagesPlan Audit Intern ModelLian TudorNo ratings yet
- Ipssm II Nae MariusDocument4 pagesIpssm II Nae MariusIolanda StroeNo ratings yet
- TESA Micro-Hite 3D Manual Machine Version 454 or 474: Main FeaturesDocument4 pagesTESA Micro-Hite 3D Manual Machine Version 454 or 474: Main FeaturesGuilhermeNo ratings yet
- FULL 8th Amulet Titan Matchup Guide and Sideboarding - PDFDocument48 pagesFULL 8th Amulet Titan Matchup Guide and Sideboarding - PDFErickNo ratings yet
- Manual de Utilizare Aspirator Samsung VCC43Q0V3DDocument96 pagesManual de Utilizare Aspirator Samsung VCC43Q0V3DCiprian Nica100% (1)
- Regulament - Intern-Apr 2018Document62 pagesRegulament - Intern-Apr 2018hashhsahaNo ratings yet
- Safety, Health and Welfare at Work Act 2005Document121 pagesSafety, Health and Welfare at Work Act 2005manuelNo ratings yet
- Manual Frigider Cu 2 Usi HeinnerDocument89 pagesManual Frigider Cu 2 Usi HeinnerPerfectreviewNo ratings yet
- Linx Control System PDFDocument56 pagesLinx Control System PDFChengodan KandaswamyNo ratings yet
- Operator Manual HA16Document104 pagesOperator Manual HA16KestutisNo ratings yet
- Exploded View For Meat Slicer HBS-195JS/220JS/220A/250A/275A/300A/250/275/300/250L/300LDocument3 pagesExploded View For Meat Slicer HBS-195JS/220JS/220A/250A/275A/300A/250/275/300/250L/300Ldorin stoicuNo ratings yet
- A0054M80021-Wiring Diagrams and Component LocationsDocument1,982 pagesA0054M80021-Wiring Diagrams and Component LocationsJameson Powers100% (1)
- Akai AM 75 Service Manual PDFDocument59 pagesAkai AM 75 Service Manual PDFGoran Ristic-Rile100% (1)
- Mead Engineering 6mm PTO Valve (WWW - Mead.co - Uk)Document2 pagesMead Engineering 6mm PTO Valve (WWW - Mead.co - Uk)Mead Engineering Services LtdNo ratings yet
- Fiorini Sisteme Solare 2013 RO ENG PDFDocument48 pagesFiorini Sisteme Solare 2013 RO ENG PDFpuffilicaNo ratings yet
- Important safety information for your applianceDocument11 pagesImportant safety information for your applianceIngrid BagareanNo ratings yet
- Jumper: " Ver Tabela "Document1 pageJumper: " Ver Tabela "Gabriel de LimaNo ratings yet
- Manual de Management Integrat: S.C. Tratament Balnear Si Recuperare A Capacitatii de Munca S.ADocument54 pagesManual de Management Integrat: S.C. Tratament Balnear Si Recuperare A Capacitatii de Munca S.AMaria MarinNo ratings yet
- ISO 14001 Internal Audit ChecklistDocument4 pagesISO 14001 Internal Audit ChecklistAristantia PrastiwiNo ratings yet
- KG 4266 230v - en - Rev1 2Document17 pagesKG 4266 230v - en - Rev1 2koniks519100% (1)
- Plan Prevenire Si Combatere Poluari AccidentaleDocument1 pagePlan Prevenire Si Combatere Poluari AccidentalevioncuNo ratings yet
- Operating Manual Linear Actuators: MC55/24 - MC55/230 - MC55Y MC65/24 - MC65/230 - MC65YDocument24 pagesOperating Manual Linear Actuators: MC55/24 - MC55/230 - MC55Y MC65/24 - MC65/230 - MC65YDejan DosljakNo ratings yet
- Instructiuni IncendiuDocument2 pagesInstructiuni IncendiuAline BossNo ratings yet
- Evaluare Risc de IncendiuDocument11 pagesEvaluare Risc de IncendiuConstantin Liviu TaranuNo ratings yet
- C 230 - 1988 Gropi Stantate PTR FundatiiDocument76 pagesC 230 - 1988 Gropi Stantate PTR Fundatiihorea67No ratings yet
- Boss ME-50 ManualDocument36 pagesBoss ME-50 ManualpromckennaNo ratings yet
- Mmi TBRCM 3Document51 pagesMmi TBRCM 3Maria MarinNo ratings yet
- 2 Fall ProtectionDocument9 pages2 Fall ProtectionGu YunruiNo ratings yet
- F 24 Raport de Neconformitate Produs KDocument2 pagesF 24 Raport de Neconformitate Produs KpecqroNo ratings yet
- Instructiuni de Securitatea Muncii La Inventarele Din DepoziteDocument2 pagesInstructiuni de Securitatea Muncii La Inventarele Din DepoziteNicoleta UlmeanuNo ratings yet
- 03 - Rules of Labor ProtectionDocument8 pages03 - Rules of Labor ProtectionGeorge LazarNo ratings yet
- Competency-Based Training ManualDocument26 pagesCompetency-Based Training ManualYel BNo ratings yet
- Zoia CeaușescuDocument1 pageZoia CeaușescuElena-Cristina RomanNo ratings yet
- Procedura GDPR Spital SloboziaDocument19 pagesProcedura GDPR Spital SloboziaCostel PopNo ratings yet
- Petre Roman, Romanian Engineer and PoliticianDocument2 pagesPetre Roman, Romanian Engineer and PoliticianElena-Cristina RomanNo ratings yet
- Revolutia Din 1989Document1 pageRevolutia Din 1989TITEICA ANDREI-GEORGESNo ratings yet
- Anul 186 (XXIX) - Nr. 650 - Raport privind activitatea de informare a opiniei publice nationale in anul 2017Document20 pagesAnul 186 (XXIX) - Nr. 650 - Raport privind activitatea de informare a opiniei publice nationale in anul 2017CatalinApostolNo ratings yet
- The Timisoara 1989 CaseDocument11 pagesThe Timisoara 1989 Casepsolari923No ratings yet
- Ceaușescu: Romanian Dictator Overthrown in 1989 RevolutionDocument1 pageCeaușescu: Romanian Dictator Overthrown in 1989 RevolutionTITEICA ANDREI-GEORGESNo ratings yet
- Ion Iliescu: Romania's First Democratically Elected PresidentDocument15 pagesIon Iliescu: Romania's First Democratically Elected PresidentGabriela TomescuNo ratings yet
- How the Romanian Revolution is Presented in History TextbooksDocument8 pagesHow the Romanian Revolution is Presented in History TextbooksShapurNo ratings yet