You might also like
- Introduction to PID Temperature ControlDocument8 pagesIntroduction to PID Temperature ControlBộ Môn DieuKhienhoc100% (1)
- Using HC900 Accutune IIIDocument3 pagesUsing HC900 Accutune IIIthanh_cdt01No ratings yet
- PIDControlDocument2 pagesPIDControlchatty8567% (3)
- Chapter 2: Optimum Controller Chapter 2: Optimum Controller Settings Settings GGDocument5 pagesChapter 2: Optimum Controller Chapter 2: Optimum Controller Settings Settings GGLakshmiNo ratings yet
- Working or Operation of PID ControllerDocument7 pagesWorking or Operation of PID Controllerjohn glenn magnoNo ratings yet
- Pid ExplainedDocument4 pagesPid ExplainedShiva Sai BuraNo ratings yet
- Introduction To PID ControlDocument6 pagesIntroduction To PID ControlIonescu ViorelNo ratings yet
- Control Design - How To Tune LoopsDocument34 pagesControl Design - How To Tune LoopsBossNo ratings yet
- Pid Control TheoryDocument8 pagesPid Control TheorySonu SinghNo ratings yet
- White Paper PID Control in Vacuum Systems - Final 2020Document4 pagesWhite Paper PID Control in Vacuum Systems - Final 2020giselleNo ratings yet
- Design and applications of fuzzy logic PID controllerDocument19 pagesDesign and applications of fuzzy logic PID controllerPriya BhardwajNo ratings yet
- PID Controllers Explained: Jacques Smuts, PH.DDocument4 pagesPID Controllers Explained: Jacques Smuts, PH.Djenix105No ratings yet
- Special Nonlinear PID ControllersDocument25 pagesSpecial Nonlinear PID ControllersawalmeidaNo ratings yet
- Pid Limitations & Application by PrincessDocument24 pagesPid Limitations & Application by PrincessPrincess CutabNo ratings yet
- PID Theory Explained, Komplett PDFDocument5 pagesPID Theory Explained, Komplett PDFThierry BaudorreNo ratings yet
- Technical Information Sheet: TIS#: 295 Date: March 27, 2009 Issued By: Mark Demick SubjectDocument5 pagesTechnical Information Sheet: TIS#: 295 Date: March 27, 2009 Issued By: Mark Demick SubjectradgorNo ratings yet
- What Is PID-Tutorial Overview: Proportional Band Integral DerivativeDocument5 pagesWhat Is PID-Tutorial Overview: Proportional Band Integral Derivativethenu.chandru1042No ratings yet
- The Working Principle of A PID Controller For BeginnersDocument15 pagesThe Working Principle of A PID Controller For BeginnersSaber AbdelaalNo ratings yet
- Pid Temperature ControlDocument6 pagesPid Temperature ControlAnonymous OpRuX6VNo ratings yet
- PID ControllerDocument5 pagesPID ControllerAbhilash MallikarjunaNo ratings yet
- PID Controller Working Principle Explained For BeginnersDocument6 pagesPID Controller Working Principle Explained For BeginnersPramillaNo ratings yet
- PID CONTROLLER EXPERIMENTDocument13 pagesPID CONTROLLER EXPERIMENTMohd KhairiNo ratings yet
- PID ControllersDocument6 pagesPID ControllersNguyễn HảiNo ratings yet
- Advantage and Disadvantage of PIDDocument6 pagesAdvantage and Disadvantage of PIDNathaniel PascuaNo ratings yet
- P-I-D Controller Literature ReviewDocument12 pagesP-I-D Controller Literature ReviewMalek Marry AnneNo ratings yet
- Report PIDDocument11 pagesReport PIDSaiman ShettyNo ratings yet
- Acfrogdgl836ldvbuspou Eyl6uhjugculhmtzdojwbgtlkkup E7yn7z3wkk04xjugsulhx0ouzu9rws3smog3t9o06r7-Cs1zavkubqcfvimg43ogdym21jddxoevtgcy ZznougjhwjcxkhnDocument40 pagesAcfrogdgl836ldvbuspou Eyl6uhjugculhmtzdojwbgtlkkup E7yn7z3wkk04xjugsulhx0ouzu9rws3smog3t9o06r7-Cs1zavkubqcfvimg43ogdym21jddxoevtgcy ZznougjhwjcxkhnMOHAMED THARIKNo ratings yet
- Examining The Fundamentals of PID ControlDocument7 pagesExamining The Fundamentals of PID ControlbariNo ratings yet
- Tuning of PID Controller: What Is A PID Control?Document4 pagesTuning of PID Controller: What Is A PID Control?Mohammad HussnainNo ratings yet
- PID Controllers Explained - Control NotesDocument9 pagesPID Controllers Explained - Control NotesSPK 27No ratings yet
- What Is A PID ControllerDocument11 pagesWhat Is A PID ControllerANRG Batch 11No ratings yet
- 21 THDocument32 pages21 THujjwal kumarNo ratings yet
- Control SystemsDocument18 pagesControl Systemsgayatri jaltareNo ratings yet
- PID Control Tutorial - Yokogawa AmericaDocument3 pagesPID Control Tutorial - Yokogawa AmericalorenzoNo ratings yet
- PID ControlDocument11 pagesPID Controlhd03No ratings yet
- What Is PID - TutorialDocument5 pagesWhat Is PID - Tutorialsocrates19582405No ratings yet
- PID Controller Block Diagram and ComponentsDocument4 pagesPID Controller Block Diagram and ComponentsSmakshi ChoudharyNo ratings yet
- PID ControllersDocument58 pagesPID Controllerss12originalNo ratings yet
- Close Loop Control Sys IntroDocument7 pagesClose Loop Control Sys IntroDwi Mulyanti DwimulyantishopNo ratings yet
- EVMS Full Notes PDFDocument78 pagesEVMS Full Notes PDFNaveen DhanurajNo ratings yet
- Objective of The StudyDocument9 pagesObjective of The StudyFnur FatihahNo ratings yet
- NI Tutorial 3782 enDocument4 pagesNI Tutorial 3782 enpetergoodingNo ratings yet
- PID Controller: From Wikipedia, The Free EncyclopediaDocument17 pagesPID Controller: From Wikipedia, The Free EncyclopediatirupataiahxlNo ratings yet
- Automatización 4ta Clase, Tipos de Opciones de ControlDocument6 pagesAutomatización 4ta Clase, Tipos de Opciones de Controlivandario17-1No ratings yet
- PID ControllerDocument18 pagesPID ControllerCheng Khie Chieh100% (1)
- PID controller basicsDocument21 pagesPID controller basicsSandesh Kumar B VNo ratings yet
- Modifications To Standard Pid Control: 1 de M K e Edt T T DTDocument40 pagesModifications To Standard Pid Control: 1 de M K e Edt T T DTsiamak001No ratings yet
- Chap 3Document10 pagesChap 3amol76No ratings yet
- Ic 2003Document21 pagesIc 2003Dinesh KumarNo ratings yet
- NI Tutorial 3782 enDocument4 pagesNI Tutorial 3782 enhiperboreoatlantecNo ratings yet
- DTN0004 PID Idle ControlDocument3 pagesDTN0004 PID Idle ControlshayNo ratings yet
- Tuning Pid LoopsDocument3 pagesTuning Pid Loopsgaol_bird009No ratings yet
- Yokogawa PID TutorialDocument2 pagesYokogawa PID TutorialAldeline SungahidNo ratings yet
- PID CONTROLLERS EXPLAINEDDocument2 pagesPID CONTROLLERS EXPLAINEDBerkcan ArslanNo ratings yet
- Curso PID MateriasDocument5 pagesCurso PID MateriassergioNo ratings yet
- Chapter - 4 Control Configuration 4.1 Pid ControllerDocument8 pagesChapter - 4 Control Configuration 4.1 Pid ControllerMoorthy ManikandanNo ratings yet
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Uniting Geometry For FEA - ForumDocument2 pagesUniting Geometry For FEA - ForumlorenzoNo ratings yet
- FatigueLife FEA PDFDocument43 pagesFatigueLife FEA PDFAbigail SommersetNo ratings yet
- Fatigue Analysis of 6300 LT Pressure Vessel by Using Cyclic ServiceDocument7 pagesFatigue Analysis of 6300 LT Pressure Vessel by Using Cyclic ServicelorenzoNo ratings yet
- Loads On FlangesDocument16 pagesLoads On Flangesccoollest100% (3)
- Tips For New Members - ForumDocument8 pagesTips For New Members - ForumlorenzoNo ratings yet
- Mecway and ABAQUS Compared To ASME PTB-3 - ForumDocument3 pagesMecway and ABAQUS Compared To ASME PTB-3 - ForumlorenzoNo ratings yet
- Useful Tools - ForumDocument1 pageUseful Tools - ForumlorenzoNo ratings yet
- Pressure Vessel Engineering LTD.: Finite Element Analysis Report - VIII-2Document23 pagesPressure Vessel Engineering LTD.: Finite Element Analysis Report - VIII-2rahulNo ratings yet
- Meshing Techniques - ForumDocument5 pagesMeshing Techniques - ForumlorenzoNo ratings yet
- RCV-AS-00568-EN - RCV - TB-887 Innervalve Guiding Styles Application Data (RCV-AS-00568-EN)Document2 pagesRCV-AS-00568-EN - RCV - TB-887 Innervalve Guiding Styles Application Data (RCV-AS-00568-EN)lorenzoNo ratings yet
- Stress Linearization - ForumDocument3 pagesStress Linearization - ForumlorenzoNo ratings yet
- Agilent Site Preparation GuideDocument39 pagesAgilent Site Preparation GuidelorenzoNo ratings yet
- DT-Sentinel 10MAR2016Document3 pagesDT-Sentinel 10MAR2016lorenzoNo ratings yet
- Datatrace RF: The Best of Both WorldsDocument4 pagesDatatrace RF: The Best of Both WorldslorenzoNo ratings yet
- DataSheet Microsart-Manifolds IDocument8 pagesDataSheet Microsart-Manifolds IlorenzoNo ratings yet
- PC Interface: SpecificationsDocument1 pagePC Interface: SpecificationslorenzoNo ratings yet
- RCV-AS-02517-EN - Valve Application Data Sheet FormDocument2 pagesRCV-AS-02517-EN - Valve Application Data Sheet FormlorenzoNo ratings yet
- Operating Instruction Manual: Mini Bench Top ReactorsDocument28 pagesOperating Instruction Manual: Mini Bench Top ReactorslorenzoNo ratings yet
- Product Data Sheet: Actuator AssemblyDocument2 pagesProduct Data Sheet: Actuator AssemblylorenzoNo ratings yet
- RCV-UM-00562-EN - Research Control Valves Installation ManualDocument20 pagesRCV-UM-00562-EN - Research Control Valves Installation ManuallorenzoNo ratings yet
- RCV-FL-01644-EN RCVcalc Valve Sizing Software FlyerDocument2 pagesRCV-FL-01644-EN RCVcalc Valve Sizing Software FlyerlorenzoNo ratings yet
- Control Valves: CV vs Lift Curve ComparisonDocument2 pagesControl Valves: CV vs Lift Curve ComparisonlorenzoNo ratings yet
- PID Control Tutorial - Yokogawa AmericaDocument3 pagesPID Control Tutorial - Yokogawa AmericalorenzoNo ratings yet
- RCV-UM-01695-EN - RCVcalc Valve Sizing Software Installation ManualDocument2 pagesRCV-UM-01695-EN - RCVcalc Valve Sizing Software Installation ManuallorenzoNo ratings yet
- Parr Magnetic Drive Shields Installation InstructionsDocument1 pageParr Magnetic Drive Shields Installation InstructionslorenzoNo ratings yet
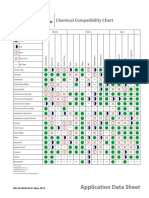
- IND-AS-00899-EN - Chemical Compatibility ChartDocument8 pagesIND-AS-00899-EN - Chemical Compatibility ChartlorenzoNo ratings yet
- Liquid Agitation: Bulletin No. 231Document7 pagesLiquid Agitation: Bulletin No. 231lorenzoNo ratings yet
- E58-CIFQ2: Instruction ManualDocument2 pagesE58-CIFQ2: Instruction ManuallorenzoNo ratings yet
- Zme LQDocument2 pagesZme LQlorenzoNo ratings yet
- Final Internship ReportDocument61 pagesFinal Internship ReportSonu 05No ratings yet
- Science: Modul E 1 Lesson 1: General ConceptsDocument6 pagesScience: Modul E 1 Lesson 1: General ConceptsORTILE, IVAN H.No ratings yet
- Firestop Product ApplicationsDocument18 pagesFirestop Product Applicationsc1565No ratings yet
- Daa Mini ProjectDocument18 pagesDaa Mini ProjectSai Rohit PaturiNo ratings yet
- Additive Manufacturing Processes and ApplicationsDocument3 pagesAdditive Manufacturing Processes and ApplicationsNishant MayekarNo ratings yet
- Cricket Research PaperDocument7 pagesCricket Research Paperuylijwznd100% (1)
- Airframe and SystemsDocument104 pagesAirframe and SystemsVivek Baskar50% (2)
- Definite Integrals and Trigonometric FunctionsDocument4 pagesDefinite Integrals and Trigonometric Functionskartikey papnoiNo ratings yet
- Unit IIIDocument5 pagesUnit IIISandhya FugateNo ratings yet
- Log Cat 1700663779292Document144 pagesLog Cat 1700663779292Enry GomezNo ratings yet
- Queuing TheoryDocument25 pagesQueuing TheoryVishal Kapoor100% (1)
- Fsc1 Sample Eng Obe QP v2 FinalDocument5 pagesFsc1 Sample Eng Obe QP v2 FinalAsu AsuNo ratings yet
- Essar Steel PlantDocument62 pagesEssar Steel PlantKrishnadev C.SNo ratings yet
- Universal Joint Alignment Proc 111606Document5 pagesUniversal Joint Alignment Proc 111606Slobodan GaricNo ratings yet
- Rainvue SeriesDocument50 pagesRainvue Seriesradicall8No ratings yet
- Learning Support G7 2023Document6 pagesLearning Support G7 2023Aiza SulemanNo ratings yet
- TLC Online Learning Packs Brochure 2020Document20 pagesTLC Online Learning Packs Brochure 2020trongnvtNo ratings yet
- Mentorpaper 36762Document24 pagesMentorpaper 36762Sarath BondaruNo ratings yet
- SALOM LogicResourceDocument162 pagesSALOM LogicResourceAsela SubhasingheNo ratings yet
- IEC Standards and Nonconventional Instrument TransformersDocument9 pagesIEC Standards and Nonconventional Instrument TransformersgilbertomjcNo ratings yet
- Assessment of Customer Relationship Management On Central Hotel in The Case Hawassa CityDocument41 pagesAssessment of Customer Relationship Management On Central Hotel in The Case Hawassa Cityasu manNo ratings yet
- Orbital and Linear Converter With Autotuning: ACT 401-xxx - ManualDocument37 pagesOrbital and Linear Converter With Autotuning: ACT 401-xxx - ManualGeraldo Candido de Azevedo NetoNo ratings yet
- A General Contingency Theory of ManagementDocument16 pagesA General Contingency Theory of ManagementlucasNo ratings yet
- Activty 8 - Problem Solving & ReasoningDocument4 pagesActivty 8 - Problem Solving & ReasoningKarl paculanNo ratings yet
- UntitledDocument36 pagesUntitledPritam MondalNo ratings yet
- Advanced Composite MaterialDocument15 pagesAdvanced Composite MaterialSandeep KumarNo ratings yet
- Green Energy For Future - Dr. S.K. RadhakrishnanDocument16 pagesGreen Energy For Future - Dr. S.K. RadhakrishnanAman SainiNo ratings yet
- Ac230dq Ach230dq PDFDocument2 pagesAc230dq Ach230dq PDFGerardo BáezNo ratings yet
- Professional Cloud Architect Exam - Free Actual Q&as, Mar 32pageDocument335 pagesProfessional Cloud Architect Exam - Free Actual Q&as, Mar 32pageTharun PanditiNo ratings yet
- Histograms Answers MMEDocument5 pagesHistograms Answers MMEEffNo ratings yet