You might also like
- Єскаватор PDFDocument65 pagesЄскаватор PDFТарасСкульський100% (3)
- Listings of Texas A&M Pump Users Symposiums Proceedings From 1984 To 2013Document116 pagesListings of Texas A&M Pump Users Symposiums Proceedings From 1984 To 2013jehodgsonNo ratings yet
- Understand Ing Bearing Housing Protection and Reliable Lubricant ApplicationDocument13 pagesUnderstand Ing Bearing Housing Protection and Reliable Lubricant ApplicationRuchi Ragvendra BistNo ratings yet
- Update Your Bearing Protector Knowledge: What IsDocument7 pagesUpdate Your Bearing Protector Knowledge: What IsTravis SkinnerNo ratings yet
- Update Your Bearing Protector Knowledge: What IsDocument7 pagesUpdate Your Bearing Protector Knowledge: What IsTravis SkinnerNo ratings yet
- Troubleshooting Guide For Fan BearingsDocument11 pagesTroubleshooting Guide For Fan BearingsSanjeevi Kumar SpNo ratings yet
- Seal Reliability and Failure AnalysisDocument41 pagesSeal Reliability and Failure Analysiskarioke mohaNo ratings yet
- Safety Clamp: Operation ManualDocument21 pagesSafety Clamp: Operation ManualDavid Venegas AndradeNo ratings yet
- Pumps and SystemsDocument5 pagesPumps and SystemsYashwant Kumar Saini100% (2)
- Anti Friction Bearings For PumpsDocument165 pagesAnti Friction Bearings For PumpsJaime BerryNo ratings yet
- 08 - Waukesha Bearing PDFDocument77 pages08 - Waukesha Bearing PDFKaung Htet ChoNo ratings yet
- Sqr484f Engine MechanicalDocument98 pagesSqr484f Engine Mechanicaldavid100% (2)
- Pressure Pulsation in Reciprocating Pump - Part 1Document9 pagesPressure Pulsation in Reciprocating Pump - Part 1Jose PradoNo ratings yet
- Gear VIbDocument355 pagesGear VIbAnderson V. Viana100% (1)
- 5) Bearing Fundamentals PDFDocument123 pages5) Bearing Fundamentals PDFRizal Gunawan100% (1)
- What Is The Best Silicon Carbide Wear Face Material For My Mechanical SealDocument3 pagesWhat Is The Best Silicon Carbide Wear Face Material For My Mechanical SealMahmoud Al HomranNo ratings yet
- PG 049-061 PDFDocument13 pagesPG 049-061 PDFfilkeNo ratings yet
- BearingDocument41 pagesBearingM.IBRAHEEMNo ratings yet
- ActuatorsDocument128 pagesActuatorsmokdad100% (1)
- Dupont Vespel Cr-6100: Application and Installation Guide For Centrifugal Pump Stationary Wear PartsDocument12 pagesDupont Vespel Cr-6100: Application and Installation Guide For Centrifugal Pump Stationary Wear PartsFernando Tapia GibsonNo ratings yet
- Schroedahl ArvDocument19 pagesSchroedahl ArvfadzilharmanNo ratings yet
- Bearing MaintenanceDocument95 pagesBearing MaintenancedfNo ratings yet
- Manual Sany MantenimientoDocument681 pagesManual Sany MantenimientoJuan Carlos Bermudez Cardenas94% (88)
- Is Rod Drop The Right Measurement For My Reciprocating Compressor?Document4 pagesIs Rod Drop The Right Measurement For My Reciprocating Compressor?Sagar MishraNo ratings yet
- Tilting Pad TroubleshootingDocument7 pagesTilting Pad Troubleshootinghamedia83No ratings yet
- Causes of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and ShaftsDocument6 pagesCauses of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and Shaftsbigsteve9088No ratings yet
- Update Your Oil Mist Lubrication KnowledgeDocument2 pagesUpdate Your Oil Mist Lubrication Knowledgehello17No ratings yet
- Gates Belt For Fin FanDocument131 pagesGates Belt For Fin FanJeffry KarundengNo ratings yet
- Start Up and Operation: Presented by Fs Engineer SundyneDocument36 pagesStart Up and Operation: Presented by Fs Engineer SundyneNaveedullah AwanNo ratings yet
- Whitepaper Reciprocating Machinery PDFDocument19 pagesWhitepaper Reciprocating Machinery PDFSofiane HalimiNo ratings yet
- Viberation and Noise in Centrifugal PumpsDocument12 pagesViberation and Noise in Centrifugal PumpsFahad MaqsoodNo ratings yet
- Bobcat 863 G-PM PDFDocument418 pagesBobcat 863 G-PM PDFGustavo Belgrano100% (1)
- The Effect of Unbalance On Bearing LifeDocument8 pagesThe Effect of Unbalance On Bearing Lifemans2014100% (2)
- Agma wEBINARDocument60 pagesAgma wEBINARBhagesh Lokhande100% (1)
- Belt Preventive Maintenance ManualDocument67 pagesBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNo ratings yet
- Basic Vibration Analysis ?Document20 pagesBasic Vibration Analysis ?Avinash KamuniNo ratings yet
- Hänchen Overview PDFDocument19 pagesHänchen Overview PDFBruno CecattoNo ratings yet
- Cat 307D Main Pump OperationDocument3 pagesCat 307D Main Pump Operationkahandawala100% (1)
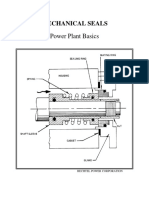
- Mechanical Seals: Power Plant BasicsDocument26 pagesMechanical Seals: Power Plant BasicsService Port100% (1)
- DQ RMGDocument23 pagesDQ RMGDhaval ChaplaNo ratings yet
- Bearing Failure Causes CureDocument13 pagesBearing Failure Causes Curemkpq100% (1)
- Rod Load Calculations and Definitions For Reciprocating Compressor MonitoringDocument8 pagesRod Load Calculations and Definitions For Reciprocating Compressor MonitoringbilalNo ratings yet
- Tilting Pad Journal Bearings Dresser RandDocument14 pagesTilting Pad Journal Bearings Dresser Randpablopasqualini18100% (1)
- Learn About Vibration: Volume 1: Basic Understanding of Machinery VibrationDocument55 pagesLearn About Vibration: Volume 1: Basic Understanding of Machinery VibrationamekhzoumiNo ratings yet
- PMP800 Mechanical Seals PDFDocument91 pagesPMP800 Mechanical Seals PDFsagar1503100% (3)
- Sealing Sense: Where Mechanical Seals Meet Pumps: What Is The Next Generation?Document3 pagesSealing Sense: Where Mechanical Seals Meet Pumps: What Is The Next Generation?madairkifNo ratings yet
- Influence of Impeller Suction Specific Speed On Vibration LCCDocument32 pagesInfluence of Impeller Suction Specific Speed On Vibration LCCjuan villarroelNo ratings yet
- Waratah H290 HarvesterDocument256 pagesWaratah H290 HarvesterhawartC88100% (1)
- Mechanical Seal InstructionsDocument25 pagesMechanical Seal Instructionsjack-bcNo ratings yet
- Gear Assembly Maintenance Techniques TurbogearsDocument12 pagesGear Assembly Maintenance Techniques Turbogearshumayun121No ratings yet
- Coupling TypeDocument8 pagesCoupling Typerajiv_ramachandranNo ratings yet
- MECO HB Leaflet ENG PDFDocument4 pagesMECO HB Leaflet ENG PDFdilgo02No ratings yet
- Catalog KingcoleDocument33 pagesCatalog Kingcoleg_casalinuovo19812344No ratings yet
- Rod DropDocument22 pagesRod DropSomen Mukherjee100% (3)
- Reciprocating Compressor Condition Monitoring - GEDocument6 pagesReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenNo ratings yet
- 14 Shaft Alignment - 1 PDFDocument25 pages14 Shaft Alignment - 1 PDFMichaelNo ratings yet
- Iso 3601-2 - 2016Document66 pagesIso 3601-2 - 2016Roby Mastre100% (1)
- SealsDocument118 pagesSealsBalachandar Sathananthan0% (1)
- Stepless Clearance Pocket: Oil & GasDocument4 pagesStepless Clearance Pocket: Oil & Gasshank100No ratings yet
- Ludeca - A Practical Guide To Pulley Alignment PDFDocument13 pagesLudeca - A Practical Guide To Pulley Alignment PDFAlberto BalvinNo ratings yet
- EagleBurgmann - API682 4th Facts, Innovations, SolutionsDocument26 pagesEagleBurgmann - API682 4th Facts, Innovations, SolutionsTasawwur Tahir100% (1)
- New Shaft Alignment TechniqueDocument9 pagesNew Shaft Alignment TechniquelangtuNo ratings yet
- Learn About Vibration: Volume 2: Advanced Vibration AnalysisDocument24 pagesLearn About Vibration: Volume 2: Advanced Vibration AnalysisamekhzoumiNo ratings yet
- SCHROEDER Automatic Recirculation Check ValveDocument14 pagesSCHROEDER Automatic Recirculation Check ValveAli Bari100% (1)
- Tubular Casing Pumps by KSBDocument16 pagesTubular Casing Pumps by KSBGogy0% (1)
- Rotating Face Mechanical SealsDocument3 pagesRotating Face Mechanical SealsSufi Lord NewNo ratings yet
- Flowserve Pusher Seal ManualDocument16 pagesFlowserve Pusher Seal ManualNikhil Princeton AndradeNo ratings yet
- Machinery Component Maintenance and RepairDocument2 pagesMachinery Component Maintenance and Repairapi-3723333100% (1)
- Tilting Pad Journal Bearing Starvation EffectsDocument10 pagesTilting Pad Journal Bearing Starvation EffectsFarzadNo ratings yet
- Balance LineDocument0 pagesBalance Linewsjouri2510No ratings yet
- New Material Seals Better On HVOF CoatingsDocument2 pagesNew Material Seals Better On HVOF Coatingssandbad2100% (2)
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 pagesISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNo ratings yet
- Aes Api682 01Document9 pagesAes Api682 01meghanahariNo ratings yet
- VbxxdtechsheetDocument1 pageVbxxdtechsheetTravis SkinnerNo ratings yet
- Galactic Republic: Quick Build ReferenceDocument3 pagesGalactic Republic: Quick Build ReferenceTravis SkinnerNo ratings yet
- GIW Technical Series: Moving Mounted Pump and Drive AssembliesDocument1 pageGIW Technical Series: Moving Mounted Pump and Drive AssembliesTravis SkinnerNo ratings yet
- Rebel Alliance: Quick Build ReferenceDocument8 pagesRebel Alliance: Quick Build ReferenceTravis SkinnerNo ratings yet
- NPSH - An Introduction For Pump Users: 1. General FormulationDocument4 pagesNPSH - An Introduction For Pump Users: 1. General FormulationTravis SkinnerNo ratings yet
- Galactic Empire: Quick Build ReferenceDocument7 pagesGalactic Empire: Quick Build ReferenceTravis SkinnerNo ratings yet
- First Order: Quick Build ReferenceDocument3 pagesFirst Order: Quick Build ReferenceTravis SkinnerNo ratings yet
- Resistance: Quick Build ReferenceDocument3 pagesResistance: Quick Build ReferenceTravis SkinnerNo ratings yet
- GIW Technical Series: Impeller Lifting JigsDocument1 pageGIW Technical Series: Impeller Lifting JigsTravis SkinnerNo ratings yet
- GIW Technical Series: Sound AdviceDocument1 pageGIW Technical Series: Sound AdviceTravis SkinnerNo ratings yet
- GIW Technical Series: TBC Wet End Assembly InstructionsDocument2 pagesGIW Technical Series: TBC Wet End Assembly InstructionsTravis SkinnerNo ratings yet
- GIW Technical Series: Impeller Removal TechniquesDocument2 pagesGIW Technical Series: Impeller Removal TechniquesTravis SkinnerNo ratings yet
- GIW Technical Series: Temperature ExtremesDocument2 pagesGIW Technical Series: Temperature ExtremesTravis SkinnerNo ratings yet
- GIW Technical Series: GroutingDocument1 pageGIW Technical Series: GroutingTravis SkinnerNo ratings yet
- GIW Technical Series: Vents and BreathersDocument1 pageGIW Technical Series: Vents and BreathersTravis SkinnerNo ratings yet
- GIW Technical Series: Shaft Sleeve RemovalDocument1 pageGIW Technical Series: Shaft Sleeve RemovalTravis SkinnerNo ratings yet
- GIW Technical Series: Pump StorageDocument1 pageGIW Technical Series: Pump StorageTravis SkinnerNo ratings yet
- GIW Technical Series: V-Belt vs. Cog Belt DrivesDocument1 pageGIW Technical Series: V-Belt vs. Cog Belt DrivesTravis SkinnerNo ratings yet
- TECH - Reverse - Rotation - FlowDocument1 pageTECH - Reverse - Rotation - FlowTravis SkinnerNo ratings yet
- GIW Technical Series: Sub-Base DesignDocument3 pagesGIW Technical Series: Sub-Base DesignTravis SkinnerNo ratings yet
- GIW Technical Series: Pipe Flange BoltsDocument4 pagesGIW Technical Series: Pipe Flange BoltsTravis SkinnerNo ratings yet
- GIW Technical Series: Cold Weather Operation and StorageDocument2 pagesGIW Technical Series: Cold Weather Operation and StorageTravis SkinnerNo ratings yet
- TECH Pump Vibration Levels PDFDocument1 pageTECH Pump Vibration Levels PDFTravis SkinnerNo ratings yet
- GIW Technical Series: Stuffing Box Water RequirementsDocument3 pagesGIW Technical Series: Stuffing Box Water RequirementsTravis SkinnerNo ratings yet
- GIW Technical Series: Pumping Through An Idle PumpDocument1 pageGIW Technical Series: Pumping Through An Idle PumpTravis SkinnerNo ratings yet
- GIW Technical Series: Pump Bearing TemperatureDocument1 pageGIW Technical Series: Pump Bearing TemperatureTravis SkinnerNo ratings yet
- TECH GIW Blue 150 Viscosity CurveDocument1 pageTECH GIW Blue 150 Viscosity CurveTravis SkinnerNo ratings yet
- Vibromet : 500V: Single Point Laser Doppler VibrometerDocument11 pagesVibromet : 500V: Single Point Laser Doppler VibrometerTravis SkinnerNo ratings yet
- TECH Bearing Housing Asm Bolt TorquesDocument1 pageTECH Bearing Housing Asm Bolt TorquesTravis SkinnerNo ratings yet
- 7777778Document60 pages7777778dawit temesgenNo ratings yet
- ERIKS Merkel Technical ManualDocument106 pagesERIKS Merkel Technical ManualRaasik Jain100% (2)
- Manual de Partes sn4523Document952 pagesManual de Partes sn4523Maria Elena MessemakerNo ratings yet
- Lifting Mechanism: MaintenanceDocument18 pagesLifting Mechanism: MaintenanceZoltán RozinkaNo ratings yet
- Arts Manual: Carton ClampDocument14 pagesArts Manual: Carton ClampOmar AlmoraNo ratings yet
- 3.5 Mpa Hydraulic Cylinder 3.5 Mpa Hydraulic CylinderDocument18 pages3.5 Mpa Hydraulic Cylinder 3.5 Mpa Hydraulic CylinderĐen BáoNo ratings yet
- 244 Hydraulic ActuatorsDocument3 pages244 Hydraulic ActuatorsjmezapNo ratings yet
- Mha Pulverizer Manual BookDocument9 pagesMha Pulverizer Manual BookMark KangNo ratings yet
- Hatch Covers SeohaeDocument3 pagesHatch Covers SeohaecarlocftNo ratings yet
- Hydraulic and Pneumatic Actuators and Their ApplicationDocument24 pagesHydraulic and Pneumatic Actuators and Their ApplicationsarkrassNo ratings yet
- KREBS Technequip Knife Gate Valves BrochureDocument16 pagesKREBS Technequip Knife Gate Valves Brochuresf wNo ratings yet
- Bottle Jack - NewDocument9 pagesBottle Jack - NewWaseneh MuluNo ratings yet
- Operation Manual: YM16-II B3 Hydraulic CatheadDocument8 pagesOperation Manual: YM16-II B3 Hydraulic CatheadRakefsNo ratings yet
- High Pressure Drilling Riser SystemDocument2 pagesHigh Pressure Drilling Riser SystemSuci Nur HidayahNo ratings yet
- HWO Rig Short Stroke 340 KLbsDocument2 pagesHWO Rig Short Stroke 340 KLbsJhidhor SetaramanNo ratings yet
- Turbine Inlet Ball ValveDocument7 pagesTurbine Inlet Ball ValveKemal GokovicNo ratings yet
- NCL2 Century SeriesDocument6 pagesNCL2 Century SeriesPon ThephavongNo ratings yet
- TECPOS E-Catalog (214T-2011)Document55 pagesTECPOS E-Catalog (214T-2011)Dmitry DauhalNo ratings yet