You might also like
- Learn About Vibration: Volume 2: Advanced Vibration AnalysisDocument24 pagesLearn About Vibration: Volume 2: Advanced Vibration AnalysisamekhzoumiNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- BearingDocument41 pagesBearingM.IBRAHEEMNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Couser Mannual VA-I PDFDocument124 pagesCouser Mannual VA-I PDFОлег ЗахарийNo ratings yet
- Dynamic BalancingDocument11 pagesDynamic Balancingsantoshlad100% (1)
- Update Your Bearing Protector Knowledge, Part 1 of 2: Rotating Labyrinth SealsDocument7 pagesUpdate Your Bearing Protector Knowledge, Part 1 of 2: Rotating Labyrinth SealsTravis SkinnerNo ratings yet
- Gates Belt For Fin FanDocument131 pagesGates Belt For Fin FanJeffry KarundengNo ratings yet
- Fan VibrationDocument6 pagesFan VibrationRavi Deshmukh100% (2)
- Basic UV/Vis Spectrophotometry GuideDocument25 pagesBasic UV/Vis Spectrophotometry GuideAbdul Hameed0% (1)
- Vibration Analysis of Rotating Machines With Case Studies PDFDocument7 pagesVibration Analysis of Rotating Machines With Case Studies PDFShailesh Barbate100% (1)
- Causes of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and ShaftsDocument6 pagesCauses of Rotor Distortions and Applicable Common Straightening Methods For Turbine Rotors and Shaftsbigsteve9088No ratings yet
- Vibration Analysis On BearingsDocument67 pagesVibration Analysis On BearingsronfrendNo ratings yet
- Pump RotorDocument54 pagesPump RotorYousefNo ratings yet
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorFrom EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorNo ratings yet
- Effect of Fluid Forces On Vertical Pump Vibrations: Condition Monitoring Technical Services (TS)Document3 pagesEffect of Fluid Forces On Vertical Pump Vibrations: Condition Monitoring Technical Services (TS)JAY PARIKHNo ratings yet
- Fluid Film Lubrication - Osborne Reynolds Centenary: FLUID FILM LUBRICATION - OSBORNE REYFrom EverandFluid Film Lubrication - Osborne Reynolds Centenary: FLUID FILM LUBRICATION - OSBORNE REYNo ratings yet
- Gear VIbDocument355 pagesGear VIbAnderson V. Viana100% (1)
- Tilting Pad TroubleshootingDocument7 pagesTilting Pad Troubleshootinghamedia83No ratings yet
- Pressure Dam Bearings USEFULDocument16 pagesPressure Dam Bearings USEFULAmna ChaudaryNo ratings yet
- Machinery Malfunction Diagnosis and Correction - Constant ContactDocument2 pagesMachinery Malfunction Diagnosis and Correction - Constant ContactLisan YanNo ratings yet
- Gearbox Spectral Components Presentation V2Document29 pagesGearbox Spectral Components Presentation V2Asha Venkataram100% (1)
- Ams Machinery Manager v5 71 Installation Guide en 4236422 PDFDocument68 pagesAms Machinery Manager v5 71 Installation Guide en 4236422 PDFgspozoNo ratings yet
- Vib Screen - Vib Analysis PDFDocument16 pagesVib Screen - Vib Analysis PDFAngka SubaronNo ratings yet
- Analysis of Bearing ClearancesDocument8 pagesAnalysis of Bearing Clearancesbwelz100% (1)
- Soft Foot - What It Is and How To Minimize ItDocument6 pagesSoft Foot - What It Is and How To Minimize ItilyasNo ratings yet
- Classifying Bearings and Selecting the Right TypeDocument8 pagesClassifying Bearings and Selecting the Right TypeMohamed Sadek100% (1)
- Mechanical Seal Design, Operation and Maintenance ProblemsDocument5 pagesMechanical Seal Design, Operation and Maintenance Problemschazz29hkNo ratings yet
- Shock Pulse MethodDocument10 pagesShock Pulse MethodjavedNo ratings yet
- Engineers Guide To Shaft Alignment 1661215823Document192 pagesEngineers Guide To Shaft Alignment 1661215823Michael SanchezNo ratings yet
- Oil Whirl Whip PDFDocument9 pagesOil Whirl Whip PDFbwelz100% (2)
- Bearing Fits PDFDocument9 pagesBearing Fits PDFMujahidin AhmadNo ratings yet
- SKF Self Aligning BearingsDocument22 pagesSKF Self Aligning BearingsLLNo ratings yet
- Advance VibrationDocument263 pagesAdvance VibrationSurya Pratap SinghNo ratings yet
- Maintenance of Gears and Gear DrivesDocument44 pagesMaintenance of Gears and Gear Driveskapun kumar nayak100% (1)
- Soft FootDocument1 pageSoft FootJavier GutierrezNo ratings yet
- High Vibration at Main Gear Box of Gas TurbineDocument9 pagesHigh Vibration at Main Gear Box of Gas TurbineJJNo ratings yet
- Belt Preventive Maintenance ManualDocument67 pagesBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNo ratings yet
- Basic Training Program On Vibration AnalysisDocument24 pagesBasic Training Program On Vibration AnalysisMohamed Al-OdatNo ratings yet
- Complete Rim and Face Using One DialDocument7 pagesComplete Rim and Face Using One DialAzani NoorNo ratings yet
- ROTALIGN Ultra Is Shaft Handbook Edition 1 DOC 40 200-06-12 Web enDocument156 pagesROTALIGN Ultra Is Shaft Handbook Edition 1 DOC 40 200-06-12 Web enCeliocp PinheiroNo ratings yet
- Beginning Vibration Analysis FundamentalsDocument96 pagesBeginning Vibration Analysis FundamentalsBarcsa RudolfNo ratings yet
- The Effect of Unbalance On Bearing LifeDocument8 pagesThe Effect of Unbalance On Bearing Lifemans2014100% (2)
- New Shaft Alignment TechniqueDocument9 pagesNew Shaft Alignment TechniquelangtuNo ratings yet
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear Failuresrobertoalfaro49100% (1)
- Vibration Standards For Different Pieces of EquipmentDocument3 pagesVibration Standards For Different Pieces of EquipmentJameel KhanNo ratings yet
- Valtek Noise Control PDFDocument32 pagesValtek Noise Control PDFSandeep Kumar Krishnaraj100% (1)
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Alignment Shaft Thermal GrowthDocument6 pagesAlignment Shaft Thermal Growthmmcsw6624No ratings yet
- Flexible CouplingDocument39 pagesFlexible CouplingAshfaq Anwer100% (1)
- Mscthesis Final Submit PDFDocument140 pagesMscthesis Final Submit PDFgeorgez111No ratings yet
- A Practical Introduction To Condition Monitoring of RollingDocument14 pagesA Practical Introduction To Condition Monitoring of Rollingsatya_chagantiNo ratings yet
- Solving Motor Vibration Problems On Vertical Pumps ResonanceDocument5 pagesSolving Motor Vibration Problems On Vertical Pumps Resonancejameel babooramNo ratings yet
- Vibration FundamentalsDocument47 pagesVibration FundamentalsnguyennhatbaoNo ratings yet
- Basic Understanding of Machinery VibrationDocument48 pagesBasic Understanding of Machinery Vibrationjdietz4606No ratings yet
- Electrical Machine Bearing DamageDocument81 pagesElectrical Machine Bearing DamageAmit BiswasNo ratings yet
- Electrically Induced Bearing Damage and Shaft CurrentsDocument81 pagesElectrically Induced Bearing Damage and Shaft CurrentsManuel LopesNo ratings yet
- Caterpillar Speed Sensor Principles and OperationDocument31 pagesCaterpillar Speed Sensor Principles and OperationCharles HornNo ratings yet
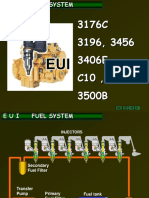
- Diesel engine fuel system components and operationDocument39 pagesDiesel engine fuel system components and operationrami100% (6)
- Main Data Electronic Control Module Mechanical Up-Grading Training Manual 3500 B EngineDocument22 pagesMain Data Electronic Control Module Mechanical Up-Grading Training Manual 3500 B EngineamekhzoumiNo ratings yet
- Electronic Control Module (ECM): The Brain of the EngineDocument25 pagesElectronic Control Module (ECM): The Brain of the EngineamekhzoumiNo ratings yet
- The CMRP Roadmap: Preparing for the certification examDocument7 pagesThe CMRP Roadmap: Preparing for the certification exammilward100No ratings yet
- AGN 008 - VibrationDocument9 pagesAGN 008 - VibrationariwibowoNo ratings yet
- Operation and Maintenance Manual: DrawworksDocument134 pagesOperation and Maintenance Manual: Drawworksamekhzoumi100% (6)
- 12 Kerszenbaum Electrical Testing of RotorsDocument27 pages12 Kerszenbaum Electrical Testing of RotorsamekhzoumiNo ratings yet
- CAT Engine Vibration Isolation GoodDocument44 pagesCAT Engine Vibration Isolation GoodTheerayootNo ratings yet
- Trens Manual SUI 80Document176 pagesTrens Manual SUI 80Güncel Makina50% (2)
- Oilwell 760&760-E Drawworks C&oDocument110 pagesOilwell 760&760-E Drawworks C&oamekhzoumi100% (4)
- Left Side View: C13, C15 and C18 Generator Set Electrical System With EMCP4.2Document2 pagesLeft Side View: C13, C15 and C18 Generator Set Electrical System With EMCP4.2amekhzoumiNo ratings yet
- Metal Core Drilling MachineDocument13 pagesMetal Core Drilling MachineamekhzoumiNo ratings yet
- LHF250 LHF400 LHF630 LHF800Document40 pagesLHF250 LHF400 LHF630 LHF800Anonymous 4AdVJqVbNo ratings yet
- ZU TD-500-HT Typical 2013 EN PDFDocument446 pagesZU TD-500-HT Typical 2013 EN PDFamekhzoumiNo ratings yet
- Manual Motosoldadora Ranger 305 D 2Document54 pagesManual Motosoldadora Ranger 305 D 2Cami PereiraNo ratings yet
- yDocument4 pagesyrodrurenNo ratings yet
- TDS 11 PartsList 1Document20 pagesTDS 11 PartsList 1amekhzoumiNo ratings yet
- Wiring The 9X-9591 Electrical Converter GP (PULSE WIDTH MODULATED)Document5 pagesWiring The 9X-9591 Electrical Converter GP (PULSE WIDTH MODULATED)amekhzoumiNo ratings yet
- Metal Core Drilling MachineDocument13 pagesMetal Core Drilling MachineamekhzoumiNo ratings yet
- Access Caterpillar Service Information SystemDocument80 pagesAccess Caterpillar Service Information SystemamekhzoumiNo ratings yet
- Training 3512A C15Document106 pagesTraining 3512A C15amekhzoumi100% (1)
- Canrig Drilling: Console Testing Procedures With PLC InterfaceDocument3 pagesCanrig Drilling: Console Testing Procedures With PLC InterfaceamekhzoumiNo ratings yet
- P PDFDocument42 pagesP PDFamekhzoumiNo ratings yet
- ADS AC Manual PDFDocument48 pagesADS AC Manual PDFamekhzoumiNo ratings yet
- Reference Manual: Governing Fundamentals and Power ManagementDocument76 pagesReference Manual: Governing Fundamentals and Power Managementr100% (2)
- Conexion Sr4 Sr4b CaterpillarDocument76 pagesConexion Sr4 Sr4b CaterpillarGAston Guerra100% (1)
- Training 3512A C15Document106 pagesTraining 3512A C15amekhzoumi100% (1)
- Soal Rearranging Words and SentencesDocument4 pagesSoal Rearranging Words and Sentenceszahra putriNo ratings yet
- Let Us Worship ChordsDocument1 pageLet Us Worship ChordsTiffany HubaNo ratings yet
- Fast Updates: Set No. 1Document4 pagesFast Updates: Set No. 1Wasif ImranNo ratings yet
- Violin Concerto - Winter - VivaldiDocument23 pagesViolin Concerto - Winter - VivaldiPeterUldahlNo ratings yet
- James Mesa MancoDocument1 pageJames Mesa Mancojoel alvaradoNo ratings yet
- Bjectives: Digital Communications LAB VI (EE4331)Document15 pagesBjectives: Digital Communications LAB VI (EE4331)River hutabaratNo ratings yet
- Hallelujah LyricsDocument1 pageHallelujah LyricsBeya AmaroNo ratings yet
- Week 1 Module 1 Contemporary ArtsDocument26 pagesWeek 1 Module 1 Contemporary ArtsCamille Joves Encarnacion100% (1)
- San Francisco Polyphony PDFDocument92 pagesSan Francisco Polyphony PDFLaTonya Hutchison 101No ratings yet
- AOR-2500 ReviewDocument5 pagesAOR-2500 ReviewjasonNo ratings yet
- Figure of SpeechDocument20 pagesFigure of SpeechMaikah RichportNo ratings yet
- TEACHER-MADE TEST QUESTIONSDocument39 pagesTEACHER-MADE TEST QUESTIONSEsme EncalladoNo ratings yet
- Past Simple - What Goes Around... Comes Around (Justin Timberlake)Document2 pagesPast Simple - What Goes Around... Comes Around (Justin Timberlake)PriscilaNo ratings yet
- Introduction To Communications Engineering: Dr. Ali Hussein Muqaibel Ver 2.4Document10 pagesIntroduction To Communications Engineering: Dr. Ali Hussein Muqaibel Ver 2.4Mohamed shabanaNo ratings yet
- NJKB 2019 10Document7 pagesNJKB 2019 10Pevita PearceNo ratings yet
- Region Barmm: LiteratureDocument3 pagesRegion Barmm: LiteratureRJ Escaño100% (2)
- FPV Racing FundamentalsDocument80 pagesFPV Racing FundamentalsvewlixNo ratings yet
- Flute ScalesDocument2 pagesFlute ScalesNando CampeloNo ratings yet
- PT 2222Document5 pagesPT 2222ce2a2No ratings yet
- Viewsonic-Manuals N3235w-1M SM 1aDocument100 pagesViewsonic-Manuals N3235w-1M SM 1aNestor TorresNo ratings yet
- The Kodaly Approach. Jill TrinkaDocument4 pagesThe Kodaly Approach. Jill TrinkaeldebasNo ratings yet
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDocument57 pagesFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskeNo ratings yet
- NPC 5.8 GHZ 30 DBI PARABOLIC GRID ANTENNA Default TitleDocument6 pagesNPC 5.8 GHZ 30 DBI PARABOLIC GRID ANTENNA Default TitleArindam ChakrabortyNo ratings yet
- Parry, My Soul, There Is A Country PDFDocument5 pagesParry, My Soul, There Is A Country PDFJames DayNo ratings yet
- 8.1 Intellectual Property RightsDocument12 pages8.1 Intellectual Property RightsRITU RAJNo ratings yet
- Assignment Antenna ArrayDocument12 pagesAssignment Antenna ArrayAinaa MaisarahNo ratings yet
- Traditional Japanese MusicDocument8 pagesTraditional Japanese MusicGamingWithCactus ReactesNo ratings yet
- 5005 SCDocument6 pages5005 SCneerajNo ratings yet
- RGT Acoustic Guitar Grade 1 PDFDocument32 pagesRGT Acoustic Guitar Grade 1 PDFAshwin Raj100% (9)
- Auto Tracking Antenna SystemDocument2 pagesAuto Tracking Antenna SystemagusNo ratings yet