You might also like
- Ce Evaluation in Collaborative DesignDocument18 pagesCe Evaluation in Collaborative DesignChariz AudreyNo ratings yet
- Optimizing Capacity Addition in Auto Component ManufacturingDocument34 pagesOptimizing Capacity Addition in Auto Component ManufacturingPranavNo ratings yet
- Dissertation Summay (15 Pages - AIB 2004)Document18 pagesDissertation Summay (15 Pages - AIB 2004)Dearr AgonyyNo ratings yet
- Performance Measurement and Costing System in New EnterpriseDocument11 pagesPerformance Measurement and Costing System in New EnterpriseAKSHAT GHATIANo ratings yet
- Process Choice by Faisal CHDocument30 pagesProcess Choice by Faisal CHUsman RazaNo ratings yet
- Seminar - Agile ManufacturingDocument14 pagesSeminar - Agile ManufacturingsashikantaNo ratings yet
- Analysis of The Role of Capacity ManagemDocument3 pagesAnalysis of The Role of Capacity ManagemNowrin NNo ratings yet
- Competitive Priorities For Success in The MarketplaceDocument30 pagesCompetitive Priorities For Success in The MarketplaceJoe Nathaniel25% (4)
- Optimal Outsourcing Policy Discrete Dynamic ModelDocument19 pagesOptimal Outsourcing Policy Discrete Dynamic ModelluudangkyNo ratings yet
- Article Review 2 FIRIDocument2 pagesArticle Review 2 FIRIYomif DerejeNo ratings yet
- Competitive Advantages of The Latecomer Firm: A Resource-Based Account of Industrial Catch-Up StrategiesDocument22 pagesCompetitive Advantages of The Latecomer Firm: A Resource-Based Account of Industrial Catch-Up StrategiesMorningNo ratings yet
- Lean Manufacturing Literature Review PDFDocument13 pagesLean Manufacturing Literature Review PDFwzsatbcnd100% (1)
- Strengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsFrom EverandStrengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsNo ratings yet
- Agile Manufacturing The Drivers Concepts and AttributesDocument11 pagesAgile Manufacturing The Drivers Concepts and AttributesDaniel Pereira Dos SantosNo ratings yet
- Managerial EconDocument8 pagesManagerial EconTammy ZoreNo ratings yet
- Footwear Streamline Hidalgo MéxicoDocument26 pagesFootwear Streamline Hidalgo MéxicoSinedine MXNo ratings yet
- 1 s2.0 S1877042813005673 MainDocument10 pages1 s2.0 S1877042813005673 MainAmir BakhshiyanNo ratings yet
- Grinding Vs ShavingDocument9 pagesGrinding Vs ShavingAmanTiwaryNo ratings yet
- Manufacturing Flexibility A Literature Review PDFDocument4 pagesManufacturing Flexibility A Literature Review PDFafdtliuvbNo ratings yet
- Benchmarking 7Document3 pagesBenchmarking 7akbar02No ratings yet
- Improving Effectiveness of PurchasingDocument9 pagesImproving Effectiveness of PurchasingAkbar_KhosaNo ratings yet
- Karnavati University Gandhinagar Gujarat-3Document12 pagesKarnavati University Gandhinagar Gujarat-3Krish PatelNo ratings yet
- Recent Trends: Computer Aided Design and ManufacturingDocument13 pagesRecent Trends: Computer Aided Design and Manufacturingvivekmathi2016No ratings yet
- Making Cost Engineering CountDocument6 pagesMaking Cost Engineering CountJack 123No ratings yet
- Ijmet 09 05 075Document12 pagesIjmet 09 05 075Space MuskNo ratings yet
- Agile manufacturing: drivers, practices and resultsDocument3 pagesAgile manufacturing: drivers, practices and resultsAnonymous 5AmJ13mLkNo ratings yet
- Literature Review On Manufacturing ProcessDocument8 pagesLiterature Review On Manufacturing Processfvdra0st100% (1)
- 01 Operations Management - IntroductionDocument44 pages01 Operations Management - IntroductionJhanna Mae PacibleNo ratings yet
- Agile Manufacturing: A Framework For Research and DevelopmentDocument19 pagesAgile Manufacturing: A Framework For Research and Developmentashenafi woldesenbetNo ratings yet
- Optimizing Maintenance Management Efforts by The Application Od TOC-a Case StudyDocument15 pagesOptimizing Maintenance Management Efforts by The Application Od TOC-a Case StudyAlex J. Tocto BustamanteNo ratings yet
- PHD Thesis On Corporate StrategyDocument4 pagesPHD Thesis On Corporate Strategyafktgmqaouoixx100% (3)
- Irm 04Document14 pagesIrm 04Fahmid Ul IslamNo ratings yet
- Agile ManufacturingDocument9 pagesAgile ManufacturingVishal Singh100% (1)
- 621y PDFDocument9 pages621y PDFCrypto FusionNo ratings yet
- Strategic Outsourcing Through Speci®Cations: Rajesh Nellore, Klas SoèderquistDocument16 pagesStrategic Outsourcing Through Speci®Cations: Rajesh Nellore, Klas SoèderquistTanuj BansalNo ratings yet
- CAMI Article On ABCDocument21 pagesCAMI Article On ABCDoxCak3No ratings yet
- Ijmet 09 05 075Document12 pagesIjmet 09 05 075informsueNo ratings yet
- Chapter 14 - Producing Materials and ServicesDocument29 pagesChapter 14 - Producing Materials and ServicesArmanNo ratings yet
- Strategy Development by SMEs For Competitiveness A ReviewDocument23 pagesStrategy Development by SMEs For Competitiveness A ReviewBruno JelečaninNo ratings yet
- Determinants of competitive objectives in agile supply chainsDocument14 pagesDeterminants of competitive objectives in agile supply chainsSadanand OjhaNo ratings yet
- Critical Operations Capabilities and Reshoring Drivers in A High-Cost EnvironmentDocument9 pagesCritical Operations Capabilities and Reshoring Drivers in A High-Cost EnvironmentJosip StjepandicNo ratings yet
- Manufacturing Literature ReviewDocument6 pagesManufacturing Literature Reviewfvehwd96100% (1)
- A Hybrid Performance Evaluation System For Notebook Computer ODM CompaniesDocument14 pagesA Hybrid Performance Evaluation System For Notebook Computer ODM CompaniesKharis FadillahNo ratings yet
- Operations Management Research Paper TopicsDocument8 pagesOperations Management Research Paper Topicsgw321jrv100% (1)
- Literature Review On Management Accounting SystemDocument6 pagesLiterature Review On Management Accounting Systemea6z9033No ratings yet
- Right outsourcing strategy for processesDocument11 pagesRight outsourcing strategy for processesFiras QasemNo ratings yet
- StrategicDocument12 pagesStrategicKd KejdiNo ratings yet
- Ijiem 271Document13 pagesIjiem 271Jabir ArifNo ratings yet
- A Model For Applying Lean ThinkingDocument22 pagesA Model For Applying Lean ThinkingJulianNo ratings yet
- Lectura 8Document14 pagesLectura 8Carmen Angelina Garcia CerrudNo ratings yet
- Contemporary Strategic Planning Tools and Applications For Construction ManagersDocument15 pagesContemporary Strategic Planning Tools and Applications For Construction ManagersumabhanuNo ratings yet
- Journal Competitive Priorities InvestigatingDocument12 pagesJournal Competitive Priorities InvestigatingElaine SumangNo ratings yet
- Awino2, KenyaDocument24 pagesAwino2, KenyaKing SolomonNo ratings yet
- Development Strategies PDFDocument16 pagesDevelopment Strategies PDFPaulNo ratings yet
- Operation Management Dissertation TopicsDocument7 pagesOperation Management Dissertation TopicsWriteMyPaperReviewsOverlandPark100% (1)
- Optimizing Manufacturing Processes Through Lean Tools and ManagementDocument6 pagesOptimizing Manufacturing Processes Through Lean Tools and ManagementOLAOLUWANLESI ADANLAWO ELISHANo ratings yet
- OM With TQMDocument14 pagesOM With TQMMaridette SedaNo ratings yet
- Process ApproachDocument13 pagesProcess ApproachSamik BiswasNo ratings yet
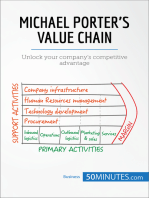
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- The Outsourcing Revolution (Review and Analysis of Corbett's Book)From EverandThe Outsourcing Revolution (Review and Analysis of Corbett's Book)No ratings yet
- PG B 107 Understanding Supply Chain Network of Outlook India For Both National and InternationalDocument32 pagesPG B 107 Understanding Supply Chain Network of Outlook India For Both National and InternationalSaurabhNo ratings yet
- Suggested SolutionDocument6 pagesSuggested SolutionSaurabhNo ratings yet
- 1238ISBA Question Paper Sem 1 2020 21 Set 1 EdmojoDocument4 pages1238ISBA Question Paper Sem 1 2020 21 Set 1 EdmojoSaurabhNo ratings yet
- Raymond Brochure 2019Document41 pagesRaymond Brochure 2019SaurabhNo ratings yet
- 14/09/2022 Query No:-19042002582851 / 2022 Deed No:I - 190414719 / 2022, Document Is Digitally SignedDocument43 pages14/09/2022 Query No:-19042002582851 / 2022 Deed No:I - 190414719 / 2022, Document Is Digitally SignedparantapkayalNo ratings yet
- Data Support RBMDocument1 pageData Support RBMLuthfi shinoNo ratings yet
- Analisis Perhitungan Harga Pokok Produksi Dengan Metode Tradisional Dan (Abc) Pada CV UsariDocument6 pagesAnalisis Perhitungan Harga Pokok Produksi Dengan Metode Tradisional Dan (Abc) Pada CV UsariAgusNuraminNo ratings yet
- Computation of Total Income (As Per Normal Provisions) Income From Salary (Chapter IV A) 4746736Document10 pagesComputation of Total Income (As Per Normal Provisions) Income From Salary (Chapter IV A) 4746736nABSAMNNo ratings yet
- Product Mix AssignmentDocument8 pagesProduct Mix AssignmentAjoy Thakuria67% (3)
- Inbound 8143484023258758048Document1 pageInbound 8143484023258758048mgilangfreeNo ratings yet
- Pranav Sir - Maths Formula Book - Dec 2022 PDFDocument6 pagesPranav Sir - Maths Formula Book - Dec 2022 PDFSiddhi GuptaNo ratings yet
- Var LaborDocument2 pagesVar LaborFarizal RiestaNo ratings yet
- 6.2 - Measuring Absolute Poverty PDFDocument13 pages6.2 - Measuring Absolute Poverty PDFalabwalaNo ratings yet
- Assignment On Brand Management: NokiaDocument6 pagesAssignment On Brand Management: NokiaashuniftkolkataNo ratings yet
- Philippine Interest Rate Response to Estimated World RateDocument8 pagesPhilippine Interest Rate Response to Estimated World Ratekim cheNo ratings yet
- Hattersley-Pressfit-Brochure-06 - 2013Document12 pagesHattersley-Pressfit-Brochure-06 - 2013Hyeong-Ho KimNo ratings yet
- Market Volatility BulletinDocument22 pagesMarket Volatility BulletinThomasNo ratings yet
- Master Thesis Uzh EconomicsDocument4 pagesMaster Thesis Uzh Economicsfjgjdhzd100% (1)
- Fin 320 - Individual AssignmentDocument14 pagesFin 320 - Individual AssignmentAnis Umaira Mohd LutpiNo ratings yet
- 452 Idbi Statement PDFDocument2 pages452 Idbi Statement PDFKicha KichaNo ratings yet
- Acquired Assets For Lease With Option To Buy - Retail Housing UnitsDocument7 pagesAcquired Assets For Lease With Option To Buy - Retail Housing UnitsJec JekNo ratings yet
- Nasm3036 (MS35489)Document7 pagesNasm3036 (MS35489)Bogdan RusuNo ratings yet
- Nicole Anne Salvado - Written Work #2Document2 pagesNicole Anne Salvado - Written Work #2Nicole Anne SalvadoNo ratings yet
- Module 5 in Abm Applied EconomicsDocument16 pagesModule 5 in Abm Applied EconomicsKimberly JoyceNo ratings yet
- Pe Final Mocktest - Fow9Document12 pagesPe Final Mocktest - Fow9wwwpa2005No ratings yet
- Manufacturing Account Worked Example Question 13Document6 pagesManufacturing Account Worked Example Question 13Roshan Ramkhalawon100% (1)
- Adobe Scan 12 Dec 2023Document15 pagesAdobe Scan 12 Dec 2023tanusodi2457No ratings yet
- Pipe ReinforcementDocument12 pagesPipe ReinforcementZohaibNo ratings yet
- Full Cone Spiraljet NozzlesDocument3 pagesFull Cone Spiraljet NozzlesCláudio DálioNo ratings yet
- Forex Trading PsychologyDocument49 pagesForex Trading PsychologyIsrael Akinyemi100% (2)
- Villarama Christianmichaela As2m1Document4 pagesVillarama Christianmichaela As2m1Jan Mark2No ratings yet
- Invoice Order Pt. Jms Sukses MakmurDocument1 pageInvoice Order Pt. Jms Sukses Makmurcalvinleonardi310701No ratings yet
- ContractorsDocument1,943 pagesContractorsJAGUAR GAMINGNo ratings yet
- PT ABC's 20xx Statement of Cash FlowDocument28 pagesPT ABC's 20xx Statement of Cash FlowVincent kuswandiNo ratings yet