You might also like
- LON Gi PV Module Installation Manual V17 152f91f83bDocument25 pagesLON Gi PV Module Installation Manual V17 152f91f83bCarlos FigueiredoNo ratings yet
- Cat Tec Alubar Aluminio 2015Document80 pagesCat Tec Alubar Aluminio 2015MartheusdNo ratings yet
- Power System Ebook SubscriptionDocument22 pagesPower System Ebook SubscriptionmerinfrancisNo ratings yet
- Kmu Substation Workshop: Rick Aguilar, Director of Job Training & SafetyDocument44 pagesKmu Substation Workshop: Rick Aguilar, Director of Job Training & SafetyCarlos FigueiredoNo ratings yet
- Kmu Substation Workshop: Rick Aguilar, Director of Job Training & SafetyDocument44 pagesKmu Substation Workshop: Rick Aguilar, Director of Job Training & SafetyCarlos FigueiredoNo ratings yet
- The Differences Between IEEE and CIGRE Heat BalancDocument5 pagesThe Differences Between IEEE and CIGRE Heat BalancCarlos FigueiredoNo ratings yet
- Turning Points in Solid-State, Materials and Surface Science a Book in Celebration of the Life and Work of Sir John Meurig Thomas by Kenneth D M Harris, Peter P Edwards FRS, Richard D Adams, Miguel a (Z-lib.oDocument946 pagesTurning Points in Solid-State, Materials and Surface Science a Book in Celebration of the Life and Work of Sir John Meurig Thomas by Kenneth D M Harris, Peter P Edwards FRS, Richard D Adams, Miguel a (Z-lib.oCarlos FigueiredoNo ratings yet
- Benchmarking of Power Quality PerformancDocument6 pagesBenchmarking of Power Quality PerformancCarlos FigueiredoNo ratings yet
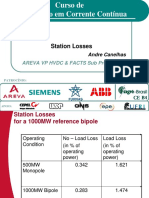
- Curso de Transmissão em Corrente Contínua: Station LossesDocument10 pagesCurso de Transmissão em Corrente Contínua: Station LossesCarlos FigueiredoNo ratings yet
- FDTD Substation TEMC 2009Document7 pagesFDTD Substation TEMC 2009Carlos FigueiredoNo ratings yet
- Typeface CollectionDocument6 pagesTypeface CollectionCarlos FigueiredoNo ratings yet
- Homemade Guns and Homemade Ammo - Brown - Loom PanicsDocument98 pagesHomemade Guns and Homemade Ammo - Brown - Loom Panicskingofsin66667% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Bonitron Regenerative DC Bus Power SupplyDocument2 pagesBonitron Regenerative DC Bus Power SupplyErick Yael Alcantar MaresNo ratings yet
- HSPICE® User Guide: Advanced Analog Simulation and Analysis: Version N-2017.12, December 2017Document360 pagesHSPICE® User Guide: Advanced Analog Simulation and Analysis: Version N-2017.12, December 2017Văn CôngNo ratings yet
- Insulator and Conductor Fittings For Overhead Power Lines - : Part 1: Performance and General RequirementsDocument26 pagesInsulator and Conductor Fittings For Overhead Power Lines - : Part 1: Performance and General RequirementsMohamed Ahmed Afifi100% (1)
- Pages From IGS-NT-SPI-3.1.0 Reference Guide2Document1 pagePages From IGS-NT-SPI-3.1.0 Reference Guide2Mohamed MossadNo ratings yet
- Microchip MCP6006 6R 6U 7 9 Data Sheet 20006411BDocument46 pagesMicrochip MCP6006 6R 6U 7 9 Data Sheet 20006411BMiguel BaixauliNo ratings yet
- Manual Digital 400.4 Evox Ingl Rev10!1!1Document17 pagesManual Digital 400.4 Evox Ingl Rev10!1!1Jean cavionNo ratings yet
- Experiment No 3a MOSFET CharacteristicsDocument5 pagesExperiment No 3a MOSFET CharacteristicsManikandan P Engineering EEE100% (1)
- NCP1216 DDocument18 pagesNCP1216 DDavid Isaias Jaimes Reyes100% (1)
- Brochure UK Cast Resin TransformersDocument80 pagesBrochure UK Cast Resin TransformersAntonio Solís MurilloNo ratings yet
- Experion Series 8 IO C300 Controller SpecsheetDocument41 pagesExperion Series 8 IO C300 Controller SpecsheetTÀi VÕNo ratings yet
- Datasheet PDFDocument2 pagesDatasheet PDFEka Hikmah PratiwiNo ratings yet
- 2010 Conference On Precision Electromagnetic MeasurementsDocument2 pages2010 Conference On Precision Electromagnetic MeasurementsluisNo ratings yet
- 13 - IRIS - NV - Error CodeDocument53 pages13 - IRIS - NV - Error Codesteve niereNo ratings yet
- Form 5 Chapter 4 PhysicsDocument15 pagesForm 5 Chapter 4 PhysicsAngie Kong Su MeiNo ratings yet
- Instrumentation CablesDocument24 pagesInstrumentation CablesTimothy LeonardNo ratings yet
- Record Plus Catalogue 9 RD5 RD6 RCD RelayDocument2 pagesRecord Plus Catalogue 9 RD5 RD6 RCD RelayJosett LPNo ratings yet
- Serial Communication MFM384-C: Operating Instructions Outline Dimensions (In MM) Panel Cutout Dimensions (In MM)Document4 pagesSerial Communication MFM384-C: Operating Instructions Outline Dimensions (In MM) Panel Cutout Dimensions (In MM)Nirmalya PalNo ratings yet
- CD Spectroscopy PPT FinalDocument20 pagesCD Spectroscopy PPT FinalMukesh Yadav0% (1)
- Shaping High-Power IGBT Switching Transitions by Active Voltage Control For Reduced EMI GenerationDocument9 pagesShaping High-Power IGBT Switching Transitions by Active Voltage Control For Reduced EMI GenerationOsman T.No ratings yet
- Tda8359 PDFDocument20 pagesTda8359 PDFsiliboyNo ratings yet
- Radio Mechanic and TVDocument16 pagesRadio Mechanic and TVpankaj jagadaleNo ratings yet
- Proceedings of National Conference On Transformer and Allied Equipment - 2017 PDFDocument306 pagesProceedings of National Conference On Transformer and Allied Equipment - 2017 PDFBalachandra Paramesha100% (1)
- H.V Update (May)Document9 pagesH.V Update (May)Kyaw sithu thantNo ratings yet
- Installation of 6kWp Grid Tie Rooftop Solar SystemDocument3 pagesInstallation of 6kWp Grid Tie Rooftop Solar SystemcunconNo ratings yet
- Ratings GuideDocument36 pagesRatings Guidegigo_dream0% (1)
- Scalable Automotive HEV/EV 6s To 96s Lithium-Ion Cell Supervision Demonstrator Reference DesignDocument49 pagesScalable Automotive HEV/EV 6s To 96s Lithium-Ion Cell Supervision Demonstrator Reference DesignNguyễn Hữu TàiNo ratings yet
- Smart Grid Assignment 12 SolutionDocument3 pagesSmart Grid Assignment 12 SolutionVengatesan VNo ratings yet
- LG PDP Module Pdp50g1 Service ManualDocument61 pagesLG PDP Module Pdp50g1 Service ManualDavid Cheng100% (1)
- Is.10919.1984 ESP StandardDocument6 pagesIs.10919.1984 ESP StandardhbookNo ratings yet