You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Lit 18616 00 43Document131 pagesLit 18616 00 43Ed Scott100% (1)
- D10TDocument2 pagesD10TjoseluisyalicoNo ratings yet
- Scope of Work For Metering SkidDocument5 pagesScope of Work For Metering SkidmusaveerNo ratings yet
- 01.energy Management Handbook-67Document4 pages01.energy Management Handbook-67Aatish ChandrawarNo ratings yet
- Principles of Rotating Equipment: Figure 27.9B Typical Gas Turbine Site Rating Exercise (Continued)Document15 pagesPrinciples of Rotating Equipment: Figure 27.9B Typical Gas Turbine Site Rating Exercise (Continued)Aatish ChandrawarNo ratings yet
- Ontrol Ystems: Figure 22-13. User-Friendly Control System Checklist (Continued)Document4 pagesOntrol Ystems: Figure 22-13. User-Friendly Control System Checklist (Continued)Aatish ChandrawarNo ratings yet
- 01.energy Management Handbook-66Document4 pages01.energy Management Handbook-66Aatish ChandrawarNo ratings yet
- 01.energy Management Handbook-64Document4 pages01.energy Management Handbook-64Aatish ChandrawarNo ratings yet
- REG01 - Principles-24Document15 pagesREG01 - Principles-24Aatish ChandrawarNo ratings yet
- The Factors Involved: The Effect of A Gas Density ChangeDocument15 pagesThe Factors Involved: The Effect of A Gas Density ChangeAatish ChandrawarNo ratings yet
- Thermal Oil QualityDocument6 pagesThermal Oil QualityAatish ChandrawarNo ratings yet
- Principles of Rotating EquipmentDocument15 pagesPrinciples of Rotating EquipmentAatish ChandrawarNo ratings yet
- Principles of Rotating Equipment: Gas InletDocument15 pagesPrinciples of Rotating Equipment: Gas InletAatish ChandrawarNo ratings yet
- Water Hammer in Condensate LinesDocument5 pagesWater Hammer in Condensate LinesAatish ChandrawarNo ratings yet
- Oil-Free Centrifugal CompressorsDocument6 pagesOil-Free Centrifugal CompressorsAatish ChandrawarNo ratings yet
- Reciprocating Air CompressorsDocument4 pagesReciprocating Air CompressorsAatish ChandrawarNo ratings yet
- Compressor PulsationDocument6 pagesCompressor PulsationAatish ChandrawarNo ratings yet
- Plant Revamp - ColumnDocument6 pagesPlant Revamp - ColumnAatish ChandrawarNo ratings yet
- Compressor ControllingDocument7 pagesCompressor ControllingAatish ChandrawarNo ratings yet
- Why Piping Selection Matters?: Material Advantages DisadvantagesDocument2 pagesWhy Piping Selection Matters?: Material Advantages DisadvantagesAatish ChandrawarNo ratings yet
- Five Questions and Answers About Heat ExchangersDocument4 pagesFive Questions and Answers About Heat ExchangersAatish ChandrawarNo ratings yet
- Oil Vs Oil Free CompressorsDocument6 pagesOil Vs Oil Free CompressorsAatish ChandrawarNo ratings yet
- Fisher 1190 Low-Pressure Gas Blanketing RegulatorDocument20 pagesFisher 1190 Low-Pressure Gas Blanketing Regulatorneurolepsia3790No ratings yet
- MPLDocument198 pagesMPLMurugananthamParamasivamNo ratings yet
- Bobinas Freno de Motor Jacobs BrakeDocument2 pagesBobinas Freno de Motor Jacobs BrakePaqko EscamillaOfficialNo ratings yet
- Thermocompact Vu 1421 eDocument162 pagesThermocompact Vu 1421 eLukaNo ratings yet
- FoxPro V723 e - 09.99Document0 pagesFoxPro V723 e - 09.99cico_ctNo ratings yet
- SB 10059671 2273 PDFDocument10 pagesSB 10059671 2273 PDFZool Car زول كار100% (1)
- Ecofel Boiler Service ManualDocument38 pagesEcofel Boiler Service ManualCristian PodaruNo ratings yet
- Systems Notes Final 2Document139 pagesSystems Notes Final 2Shreshth ChaddaNo ratings yet
- Toshiba Machine Co., Ltd. Die Cast Machine Engineering DivDocument46 pagesToshiba Machine Co., Ltd. Die Cast Machine Engineering DivmikeNo ratings yet
- 1 16 c143 - DrawingsDocument56 pages1 16 c143 - DrawingsTorus EngenhariaNo ratings yet
- Oim Ulnc PDFDocument38 pagesOim Ulnc PDFBresmanNo ratings yet
- YORK ARP 1000 Users ManualDocument60 pagesYORK ARP 1000 Users Manualaveselov88No ratings yet
- Dual Fuel - Ms9001Document6 pagesDual Fuel - Ms9001shravani mangalpalliNo ratings yet
- Tillotson Manual HR TypeDocument9 pagesTillotson Manual HR TypelaerciofilhoNo ratings yet
- Replacement Parts For 3M Pneumatic Cut Off Tool 20235 PartsDocument2 pagesReplacement Parts For 3M Pneumatic Cut Off Tool 20235 Partsskyler summersNo ratings yet
- YuanSong Catalog 2021 (NewDocument381 pagesYuanSong Catalog 2021 (Newparahu arief100% (2)
- T12623-Improv Liq Fuel CHK VLVDocument2 pagesT12623-Improv Liq Fuel CHK VLVJEORJENo ratings yet
- Numatics AccesoriesDocument20 pagesNumatics Accesorieshebert perezNo ratings yet
- Service Manual Series F12: Effective: April, 2011 Supersedes: March, 2011Document32 pagesService Manual Series F12: Effective: April, 2011 Supersedes: March, 2011Eduardo Alvarez HuizaNo ratings yet
- CMS Tanque AguaDocument31 pagesCMS Tanque AguaMarcel BaqueNo ratings yet
- Rail Brochure PDFDocument11 pagesRail Brochure PDF1thirdNo ratings yet
- AD00375FLC - CIMV Brochure PDFDocument16 pagesAD00375FLC - CIMV Brochure PDFgpuzoneNo ratings yet
- Approved Make List PlumbingDocument3 pagesApproved Make List PlumbingBithika DattaNo ratings yet
- Limitorque Products Catalogue EDITEDDocument11 pagesLimitorque Products Catalogue EDITEDskinkcrowNo ratings yet
- Clack ValveDocument10 pagesClack ValveengineershoaibqaziNo ratings yet
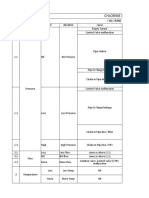
- Chlorine Dosing System: Chlorine Tonner To PRVDocument4 pagesChlorine Dosing System: Chlorine Tonner To PRVN KannanNo ratings yet
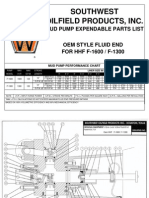
- Oem HHF F-1600 F-1300Document7 pagesOem HHF F-1600 F-1300Juan José RosalesNo ratings yet