You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Example of A Proposal - Exam Question3Document4 pagesExample of A Proposal - Exam Question3Hana HamidNo ratings yet
- '02-'04 Service Manual - AllDocument4,655 pages'02-'04 Service Manual - AllChristopher Anderson100% (1)
- 10 Alphabetical List of ExamplesDocument1 page10 Alphabetical List of ExamplesHana HamidNo ratings yet
- 8.3 Fed Batch Reactors 8.3.1 Variable Volume Fermentation (VARVOL and Varvold)Document34 pages8.3 Fed Batch Reactors 8.3.1 Variable Volume Fermentation (VARVOL and Varvold)Hana HamidNo ratings yet
- 8.4.8 Two Stage Culture With Product Inhibition (Staged) : SystemDocument28 pages8.4.8 Two Stage Culture With Product Inhibition (Staged) : SystemHana HamidNo ratings yet
- Part II Dynamic Bioprocess Simulation Examples and The Berkeley Madonna Simulation LanguageDocument33 pagesPart II Dynamic Bioprocess Simulation Examples and The Berkeley Madonna Simulation LanguageHana HamidNo ratings yet
- 8.4 Continuous Reactors: 8.4.1 Steady-State Chemostat (CHEMOSTA)Document33 pages8.4 Continuous Reactors: 8.4.1 Steady-State Chemostat (CHEMOSTA)Hana HamidNo ratings yet
- Selected Topics For Class Presentation: International Islamic University General Studies DepartmentDocument1 pageSelected Topics For Class Presentation: International Islamic University General Studies DepartmentHana HamidNo ratings yet
- References: References Cited in Part IDocument10 pagesReferences: References Cited in Part IHana HamidNo ratings yet
- BTE 4225 Computer Simulation in Biological System: International Islamic University Malaysia Kulliyyah of EngineeringDocument9 pagesBTE 4225 Computer Simulation in Biological System: International Islamic University Malaysia Kulliyyah of EngineeringHana HamidNo ratings yet
- Part I Principles of Bioreactor ModellingDocument6 pagesPart I Principles of Bioreactor ModellingHana HamidNo ratings yet
- Diffusion and Biological Reaction in Immobilized Biocatalyst SystemsDocument16 pagesDiffusion and Biological Reaction in Immobilized Biocatalyst SystemsHana HamidNo ratings yet
- 5.1 Mass Transfer in Biological ReactorsDocument27 pages5.1 Mass Transfer in Biological ReactorsHana HamidNo ratings yet
- Biological Reaction Engineering: I. J. Dunn, E. Heinzle, J. Ingham, J. E. PfenosilDocument16 pagesBiological Reaction Engineering: I. J. Dunn, E. Heinzle, J. Ingham, J. E. PfenosilHana HamidNo ratings yet
- Pages9 53Document45 pagesPages9 53Hana HamidNo ratings yet
- BTE 4225 Computer Simulation in Biological System: International Islamic University Malaysia Kulliyyah of EngineeringDocument12 pagesBTE 4225 Computer Simulation in Biological System: International Islamic University Malaysia Kulliyyah of EngineeringHana HamidNo ratings yet
- Computer Simulation in Biological Systems: Assignment 5Document1 pageComputer Simulation in Biological Systems: Assignment 5Hana HamidNo ratings yet
- Simu Exercises1 DunnDocument1 pageSimu Exercises1 DunnHana HamidNo ratings yet
- Report 1 and Assignment 1 - 0611866Document14 pagesReport 1 and Assignment 1 - 0611866Hana HamidNo ratings yet
- ChemostatDocument11 pagesChemostatHana HamidNo ratings yet
- Computer Simulation in Biological Systems: Assignment 4Document1 pageComputer Simulation in Biological Systems: Assignment 4Hana HamidNo ratings yet
- Optimization of Citric Acid Production Using AnnDocument27 pagesOptimization of Citric Acid Production Using AnnHana HamidNo ratings yet
- PCN 100 2018Document33 pagesPCN 100 2018NITIN GUPTANo ratings yet
- 2021-06-02 Informe Falla Cliente SERIE #4953Document2 pages2021-06-02 Informe Falla Cliente SERIE #4953Aleajndro SaavedraNo ratings yet
- Reporte Practica de Laboratorio para La Obtención de La BaquelitaDocument4 pagesReporte Practica de Laboratorio para La Obtención de La BaquelitaCristobal Alejandro Velaquez CanoNo ratings yet
- Inspección GrapadoraDocument1 pageInspección Grapadorarossy castroNo ratings yet
- Manual de Servicio de La Nevera LG (ServiceManuals-LG-Fridge-GCB197NFS-GC-B197NFS Service Manual)Document72 pagesManual de Servicio de La Nevera LG (ServiceManuals-LG-Fridge-GCB197NFS-GC-B197NFS Service Manual)Francisco ParraNo ratings yet
- ASTM C 1376-21a - Standard Specification for Pyrolytic and Vacuum Deposition Coatings on Flat GlassDocument4 pagesASTM C 1376-21a - Standard Specification for Pyrolytic and Vacuum Deposition Coatings on Flat GlassDJ JMNo ratings yet
- Resistencia SMDDocument3 pagesResistencia SMDRowan Garcia SaucedoNo ratings yet
- Calculos Parcial Final MaquinasDocument28 pagesCalculos Parcial Final MaquinasRoasted ArepasNo ratings yet
- Especificaciones Técnicas SanitariasDocument78 pagesEspecificaciones Técnicas SanitariasInfra HuatasaniNo ratings yet
- SESION 11 Introduccion Al Diseño de Instalaciones Electricas InterioresDocument25 pagesSESION 11 Introduccion Al Diseño de Instalaciones Electricas InterioresDanny Aguilar PerezNo ratings yet
- Dumpflood ESP Application Design: ADMA Sarb IslandDocument16 pagesDumpflood ESP Application Design: ADMA Sarb IslandMaRodNo ratings yet
- Trabajo de Electronica de Potencia 29-02.16-2Document38 pagesTrabajo de Electronica de Potencia 29-02.16-2H V Vera RuizNo ratings yet
- S7-Tarea 2Document14 pagesS7-Tarea 2MelNo ratings yet
- ZE205E零件图册2013年1月版5 23 PDFDocument333 pagesZE205E零件图册2013年1月版5 23 PDFnay hlaing Soe100% (3)
- Lutilisation Du Beton Pour Les Ouvrages MaritimesDocument11 pagesLutilisation Du Beton Pour Les Ouvrages MaritimesaliouecheNo ratings yet
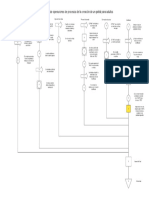
- Diagrama de Operaciones - MejoraDocument1 pageDiagrama de Operaciones - Mejora122043014No ratings yet
- St350 ManualDocument28 pagesSt350 ManualRicardo Cubillos PeñaNo ratings yet
- Informe I UnidadDocument15 pagesInforme I UnidadJose ManuelNo ratings yet
- Bac Transbergeur - CPDFDocument18 pagesBac Transbergeur - CPDFElmostafa AchibaneNo ratings yet
- Sistemas de Automatizacion en Agricultura ProtegidaDocument15 pagesSistemas de Automatizacion en Agricultura ProtegidaConejo JuanNo ratings yet
- Essential 3D Texturing TermsDocument9 pagesEssential 3D Texturing TermsGeorge KeithNo ratings yet
- Sistemas Artificiales de ProduccionDocument3 pagesSistemas Artificiales de ProduccionUzziel De jesus OsorioNo ratings yet
- How To Install A New Platform On Tinyos 2.0Document10 pagesHow To Install A New Platform On Tinyos 2.0Salman HameedNo ratings yet
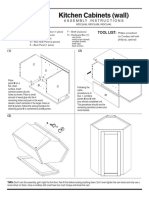
- Bamboo Diagonal Wall Corner Assembly InstructionsDocument1 pageBamboo Diagonal Wall Corner Assembly InstructionsValentina González HenaoNo ratings yet
- All C Questions Output The FollowingDocument41 pagesAll C Questions Output The Followingkranthi633No ratings yet
- CCNA 2 Final Exam Question Ans AnswerDocument100 pagesCCNA 2 Final Exam Question Ans AnswerTú BéoNo ratings yet
- Taller Electrostatica PDFDocument6 pagesTaller Electrostatica PDFSebastian Bedoya AtehortuaNo ratings yet
- Del Multisim Al Prototipo de Un Circuito Simplificado de Control de TemperaturaDocument6 pagesDel Multisim Al Prototipo de Un Circuito Simplificado de Control de TemperaturaOsiel Rendon100% (2)
- Promotores de La CalidadDocument17 pagesPromotores de La CalidadCarlos Reyes OlguinNo ratings yet