You might also like
- ComparisonofCatalyticReformingProcessesforProcessIntegrationOpportunitiesBriefReviewDocument7 pagesComparisonofCatalyticReformingProcessesforProcessIntegrationOpportunitiesBriefReviewhamoudmohamad98No ratings yet
- Comparison of Catalytic Reforming Processes For Process Integration Opportunities: Brief ReviewDocument6 pagesComparison of Catalytic Reforming Processes For Process Integration Opportunities: Brief ReviewArash AbbasiNo ratings yet
- 03BCABRSMOPTIMIZATIONDocument12 pages03BCABRSMOPTIMIZATIONshamirah98No ratings yet
- Nabgan Et Al. - 2016 - Evaluation of Reaction Parameters of The Phenol Steam Reforming Over NiCo On ZrO2 Using The Full Factorial Experi-AnnotatedDocument22 pagesNabgan Et Al. - 2016 - Evaluation of Reaction Parameters of The Phenol Steam Reforming Over NiCo On ZrO2 Using The Full Factorial Experi-AnnotatedWassachol SumarasinghaNo ratings yet
- Design and Fabrication of Bench-Scale Ash Pyrolysis Reactor For Bio-Fuel ProductionDocument7 pagesDesign and Fabrication of Bench-Scale Ash Pyrolysis Reactor For Bio-Fuel ProductionfadyahNo ratings yet
- Transesterification of Used Cooking Oil Over AlkalDocument10 pagesTransesterification of Used Cooking Oil Over AlkalReinhard Tamalawe 136No ratings yet
- Continuous Lumping Model of An Industrial Refinery Isomax ReactorDocument12 pagesContinuous Lumping Model of An Industrial Refinery Isomax ReactorLindsey BondNo ratings yet
- Three-Way Regeneration of Spent V2O5 Catalyst From Sulfuric Acid ProductionDocument5 pagesThree-Way Regeneration of Spent V2O5 Catalyst From Sulfuric Acid ProductionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Naphtha Upgrading for Environmentally-Friendly GasolineDocument9 pagesNaphtha Upgrading for Environmentally-Friendly GasolineMohamed AlhayaniNo ratings yet
- Singh Et Al., 2014Document11 pagesSingh Et Al., 2014Ana Laura Mendoza AriasNo ratings yet
- Acs Iecr 7b01462Document12 pagesAcs Iecr 7b01462ดั๊มพ์ วาสนาทิพย์No ratings yet
- Improving The Quality of Gasoline Production in Catalytic Reforming Processes For Basrah RefinerDocument11 pagesImproving The Quality of Gasoline Production in Catalytic Reforming Processes For Basrah RefinerDiego FernándezNo ratings yet
- Improving The Quality of Gasoline Production in Catalytic Reforming Processes For Basrah RefinerDocument11 pagesImproving The Quality of Gasoline Production in Catalytic Reforming Processes For Basrah RefinerDiego FernándezNo ratings yet
- RSCE2016proceeding Paper10Document9 pagesRSCE2016proceeding Paper10Afsheen PrasojoNo ratings yet
- Energy: 2 3 Aminul Islam, Yun Hin Tau Fiq-Yap, Pogaku Ravindra, Siow Hwa Teo, S. Sivasangar, Eng-Seng ChanDocument9 pagesEnergy: 2 3 Aminul Islam, Yun Hin Tau Fiq-Yap, Pogaku Ravindra, Siow Hwa Teo, S. Sivasangar, Eng-Seng ChanMaria SiahaanNo ratings yet
- Comparative Simulation Study of Gas-Phase Propylene Polymerization in Uidized Bed Reactors Using Aspen Polymers and Two Phase ModelsDocument32 pagesComparative Simulation Study of Gas-Phase Propylene Polymerization in Uidized Bed Reactors Using Aspen Polymers and Two Phase ModelsElbahi DjaalabNo ratings yet
- Determination of Excess Sodium Hydroxide in Geopolymer by Volumetric AnalysisDocument5 pagesDetermination of Excess Sodium Hydroxide in Geopolymer by Volumetric AnalysisFarah Bahira ZhaNo ratings yet
- Transesterification of Mixture of Castor Oil and SDocument8 pagesTransesterification of Mixture of Castor Oil and SMohammed Irshad KhanNo ratings yet
- Al Dosari Finalthesis 2019Document37 pagesAl Dosari Finalthesis 2019Kavi PradhapNo ratings yet
- The Increase in The Yield of Light Fractions During The Catalytic Cracking of C13-C40 HydrocarbonsDocument13 pagesThe Increase in The Yield of Light Fractions During The Catalytic Cracking of C13-C40 HydrocarbonsОскар ЛинаресNo ratings yet
- 1 PBDocument8 pages1 PBlovina herminaNo ratings yet
- Modeling and Simulation of CO2 Absorption Into ProDocument15 pagesModeling and Simulation of CO2 Absorption Into Profarah al-sudaniNo ratings yet
- Fixed Bed Journal 3Document11 pagesFixed Bed Journal 3Daniel EdohNo ratings yet
- The University of Bradford Institutional RepositoryDocument45 pagesThe University of Bradford Institutional RepositoryasyaNo ratings yet
- Effect of Short Term Aging On Organic Montrollionite Nanoclay Modified AsphaltDocument10 pagesEffect of Short Term Aging On Organic Montrollionite Nanoclay Modified AsphaltAsif ZazaiNo ratings yet
- Engineering and Applied Science Research Kinetics Study of Biodiesel Production at Room Temperature Based On Eggshell Derived Cao As Basic Heterogeneous CatalystDocument14 pagesEngineering and Applied Science Research Kinetics Study of Biodiesel Production at Room Temperature Based On Eggshell Derived Cao As Basic Heterogeneous CatalysthmneNo ratings yet
- WO3-Based Catalysts Prepared by Non-Hydrolytic Sol-Gel For The Production of Propene by Cross-Metathesis of Ethene and 2-ButeneDocument8 pagesWO3-Based Catalysts Prepared by Non-Hydrolytic Sol-Gel For The Production of Propene by Cross-Metathesis of Ethene and 2-ButeneaegosmithNo ratings yet
- Optimal Design and Operation of An Industrial FluiDocument19 pagesOptimal Design and Operation of An Industrial Fluilalit meenaNo ratings yet
- RE II Group Project Sept 2022-1Document32 pagesRE II Group Project Sept 2022-1Lachyn SeidovaNo ratings yet
- RE II Group 2 Project Sept 2022-1Document34 pagesRE II Group 2 Project Sept 2022-1Lachyn SeidovaNo ratings yet
- Applied Catalysis A: General: Masoud Zabeti, Wan Mohd Ashri Wan Daud, Mohamed Kheireddine ArouaDocument6 pagesApplied Catalysis A: General: Masoud Zabeti, Wan Mohd Ashri Wan Daud, Mohamed Kheireddine ArouaMaria SiahaanNo ratings yet
- Monitoring and Modelling of Variables Affecting Isomerate Octane Number Produced From An Industrial Isomerization ProcessDocument10 pagesMonitoring and Modelling of Variables Affecting Isomerate Octane Number Produced From An Industrial Isomerization ProcessMohammed SahnouneNo ratings yet
- Development and Analysis of Heterogeneous Catalytic Processes and ReactorsDocument16 pagesDevelopment and Analysis of Heterogeneous Catalytic Processes and Reactorsnouha jhiderNo ratings yet
- Deactivation Feature of Cu/Sio2 Catalyst in Methanol DecompositionDocument9 pagesDeactivation Feature of Cu/Sio2 Catalyst in Methanol DecompositionRia QodriaNo ratings yet
- Upgrading of Waste Tyre Pyrolysis Oil To Be Used in Diesel EngineDocument6 pagesUpgrading of Waste Tyre Pyrolysis Oil To Be Used in Diesel EngineNadir JusićNo ratings yet
- Biodiesel ProductionDocument19 pagesBiodiesel ProductionMuhammad BilalNo ratings yet
- Characterization of Surfactant Stabilized Nanoemulsion and Its Use in Enhanced Oil Recovery (Paper SPE 155406)Document14 pagesCharacterization of Surfactant Stabilized Nanoemulsion and Its Use in Enhanced Oil Recovery (Paper SPE 155406)Giang Thị Thanh HươngNo ratings yet
- Characterization of Surfactant Stabilized Nanoemulsion and Its Use in Enhanced Oil Recovery (Paper SPE 155406)Document14 pagesCharacterization of Surfactant Stabilized Nanoemulsion and Its Use in Enhanced Oil Recovery (Paper SPE 155406)Giang Thị Thanh HươngNo ratings yet
- Catalyst in Refining PetrochemicalsDocument5 pagesCatalyst in Refining PetrochemicalsgshdavidNo ratings yet
- Effect of Coal Properties and Operation Conditions On Flow Behavior of Coal Slag in Entrained Flow Gasifiers: A Brief ReviewDocument33 pagesEffect of Coal Properties and Operation Conditions On Flow Behavior of Coal Slag in Entrained Flow Gasifiers: A Brief ReviewMeteorite KhanNo ratings yet
- Predictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyDocument57 pagesPredictive Modeling and Optimization For An Industrial Penex Isomerization Unit A Case StudyGhazanfer AliNo ratings yet
- Modeling of Steam Methane Reforming (SMR) Over A Ni - AL O CatalystDocument8 pagesModeling of Steam Methane Reforming (SMR) Over A Ni - AL O CatalystRaviyank PatelNo ratings yet
- Production of 20,000 MTBE from Methanol and Butylene via Catalytic ConversionDocument177 pagesProduction of 20,000 MTBE from Methanol and Butylene via Catalytic ConversioniffatNo ratings yet
- membSPSnanomaterials 10 00845Document17 pagesmembSPSnanomaterials 10 00845olubukolaNo ratings yet
- Catalysts 05 00534 PDFDocument27 pagesCatalysts 05 00534 PDFAlameluValliNo ratings yet
- Chenligong 200711 9Document9 pagesChenligong 200711 9Aleksa LukicNo ratings yet
- Lecture Notes Catalysis EngineeringDocument221 pagesLecture Notes Catalysis Engineeringburbuja412100% (1)
- Analysisof Diesel Engine Performance Fueled With Waste Cooking OilDocument6 pagesAnalysisof Diesel Engine Performance Fueled With Waste Cooking Oilroberto luckyNo ratings yet
- A Review On Kiln System ModelingDocument15 pagesA Review On Kiln System ModelingAndreas KarasNo ratings yet
- Catalyst Regeneration Techniques inDocument8 pagesCatalyst Regeneration Techniques inCHE.ENG1734No ratings yet
- Carbon Balack Asme2006 revised12-DrSoltaniehrevised-20augDocument10 pagesCarbon Balack Asme2006 revised12-DrSoltaniehrevised-20augShivangi GargNo ratings yet
- Researcharticle ECMDocument12 pagesResearcharticle ECMFarah TalibNo ratings yet
- Fu 2015Document7 pagesFu 2015limbachiya dakshNo ratings yet
- Optimal Design and Operation of Isomerization ProcessDocument184 pagesOptimal Design and Operation of Isomerization ProcesssafaNo ratings yet
- A Review of Nanofluid Adoption in Polymer Electrolyte Membrane Fuel Cells As An Alternative CoolantDocument17 pagesA Review of Nanofluid Adoption in Polymer Electrolyte Membrane Fuel Cells As An Alternative CoolantRaguman AbdulNo ratings yet
- Review of A Cyclohexane Oxidation Reaction Using Heterogenous CatalystDocument6 pagesReview of A Cyclohexane Oxidation Reaction Using Heterogenous Catalystpatel chintanNo ratings yet
- Effect of Operating Conditions On CSTR Performance: An Experimental StudyDocument6 pagesEffect of Operating Conditions On CSTR Performance: An Experimental StudyYu HuiNo ratings yet
- Chemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenDocument7 pagesChemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenMaria SiahaanNo ratings yet
- HDO-aducto-Catal Today 2016Document8 pagesHDO-aducto-Catal Today 2016cligcodiNo ratings yet
- List of UFM StudentsDocument3 pagesList of UFM StudentsJin PingNo ratings yet
- Book IRCTC ticket onlineDocument2 pagesBook IRCTC ticket onlineHimanshu GuptaNo ratings yet
- Final Year Project Report - GROUP-1Document98 pagesFinal Year Project Report - GROUP-1Jin PingNo ratings yet
- AlgebraDocument22 pagesAlgebraJin Ping100% (1)
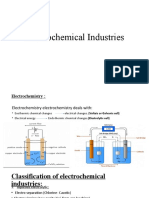
- Electrochemical Industries Classification and PrinciplesDocument10 pagesElectrochemical Industries Classification and PrinciplesJin PingNo ratings yet
- RANKING AND NUMBERING TIPSDocument69 pagesRANKING AND NUMBERING TIPSJin PingNo ratings yet
- Number SeriesDocument70 pagesNumber SeriesJin PingNo ratings yet
- Indian Farmers Fertilizer Cooperative LTD.: Industrial Training Report On Ammonia PlantDocument47 pagesIndian Farmers Fertilizer Cooperative LTD.: Industrial Training Report On Ammonia PlantJin PingNo ratings yet
- Phase EquilDocument3 pagesPhase EquilJin PingNo ratings yet
- Quadratic EquationDocument21 pagesQuadratic EquationJin PingNo ratings yet
- Fins PDFDocument4 pagesFins PDFJin PingNo ratings yet
- L19: Enthalpy As A Function of T and PDocument7 pagesL19: Enthalpy As A Function of T and PJin PingNo ratings yet
- RecystallizationDocument5 pagesRecystallizationcryzelduh100% (1)
- Data Interpretation-Bar Graphs: Prep Smart, Score BetterDocument31 pagesData Interpretation-Bar Graphs: Prep Smart, Score BetterJin PingNo ratings yet
- Reasoning Ability Quiz For IBPS PO Prelims 2020Document5 pagesReasoning Ability Quiz For IBPS PO Prelims 2020Jin PingNo ratings yet
- CH - Chemical Reaction Engineering PDFDocument23 pagesCH - Chemical Reaction Engineering PDFGlexer Dazo CorralesNo ratings yet
- CHDocument2 pagesCHDebottamSarkarNo ratings yet
- 1.2 CTDocument58 pages1.2 CTUditChoudharyNo ratings yet
- L18: Maxwell CorrelationsDocument7 pagesL18: Maxwell CorrelationsJin PingNo ratings yet
- L24: P-H Diagram and Mollier DiagramDocument9 pagesL24: P-H Diagram and Mollier DiagramJin PingNo ratings yet
- Problem 2A.4Document2 pagesProblem 2A.4Jin PingNo ratings yet
- L4:+Second+Law+ (Contd +3)Document8 pagesL4:+Second+Law+ (Contd +3)Jin PingNo ratings yet
- CPCL Project ReportDocument15 pagesCPCL Project ReportSivathangavelu MuruganNo ratings yet
- Xylene From MethylationDocument8 pagesXylene From Methylationalicia1990No ratings yet
- Catalytic Naphtha Reforming: January 2006Document12 pagesCatalytic Naphtha Reforming: January 2006AsifNo ratings yet
- ERC Refinery ProjectDocument16 pagesERC Refinery ProjectTarek Fawzy100% (1)
- 12 - Reforming Catalyst RegenerationDocument17 pages12 - Reforming Catalyst RegenerationCarlos Andres PerezNo ratings yet
- Petroleum Technology Two MarkDocument26 pagesPetroleum Technology Two Markdhanagopal saiNo ratings yet
- Petrochemicals Flowchart (ICIS)Document1 pagePetrochemicals Flowchart (ICIS)Guido BerdinaNo ratings yet
- 12 PDFDocument19 pages12 PDFNhân Trương VănNo ratings yet
- Industrial ReportDocument89 pagesIndustrial ReportArnab DasNo ratings yet
- Catalytic Reforming Reactions in NaphthasDocument16 pagesCatalytic Reforming Reactions in NaphthasjaquelinegondimNo ratings yet
- Vinyl Chloride Monomer (VCM) Production ProcessDocument11 pagesVinyl Chloride Monomer (VCM) Production ProcessKubra ĖdrisNo ratings yet
- Axens Catalysts and Adsorbents: Advanced Solutions and ServicesDocument9 pagesAxens Catalysts and Adsorbents: Advanced Solutions and ServicesMo OsNo ratings yet
- 100.000 BPD Oil Refinery - Mexico - 280818 PDFDocument7 pages100.000 BPD Oil Refinery - Mexico - 280818 PDFFrancisco Gabriel Castillo GallegosNo ratings yet
- Benzene ReportDocument6 pagesBenzene ReportahmedNo ratings yet
- IsomerizationDocument10 pagesIsomerizationRizwan Shehzad100% (2)
- Auxiliary Operations and Facilities Processes GuideDocument7 pagesAuxiliary Operations and Facilities Processes GuideHemenMoNo ratings yet
- Subject Index: Refinery Engineering: Integrated Process Modeling and Optimization, First EditionDocument15 pagesSubject Index: Refinery Engineering: Integrated Process Modeling and Optimization, First EditionzironelNo ratings yet
- Hydro Cracking Tech For Middle DistDocument34 pagesHydro Cracking Tech For Middle Distapi-3709413100% (1)
- Petroleum Refinery Engineering MCQs PDFDocument36 pagesPetroleum Refinery Engineering MCQs PDFRizwan Ali83% (6)
- Refining 06 Hydrotreating Process CompleteDocument31 pagesRefining 06 Hydrotreating Process CompletetalhawasimNo ratings yet
- Chevron Richmond Refinery Site-Safety-PlanDocument121 pagesChevron Richmond Refinery Site-Safety-Plankanakarao1No ratings yet
- ERC Refinery Project OverviewDocument16 pagesERC Refinery Project OverviewRamakrishnan AmbiSubbiahNo ratings yet
- P4. Overview of Refinery Processes CBDDocument17 pagesP4. Overview of Refinery Processes CBDChiến PhùngNo ratings yet
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical IndustriesDocument3 pagesAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical IndustriesMonica CifuentesNo ratings yet
- Chloride Management in Platforming Unit: PARCO-Mid Country RefineryDocument9 pagesChloride Management in Platforming Unit: PARCO-Mid Country RefineryMusa Kaleem100% (1)
- Manhour NSRPDocument10 pagesManhour NSRPvazzoleralex6884No ratings yet
- Catalytic Reforming - Training MaterialDocument195 pagesCatalytic Reforming - Training MaterialJorge Gamarra100% (15)
- Refining 101: Dennis Sutton March 2012Document45 pagesRefining 101: Dennis Sutton March 2012Lopez GardoNo ratings yet
- Petroleum Industry - CPT150SDocument33 pagesPetroleum Industry - CPT150Smonkey manNo ratings yet
- MRPL 33rd-Annual ReportDocument380 pagesMRPL 33rd-Annual ReportSag SagNo ratings yet