You might also like
- Optimization of Welding Parameters of Submerged Arc Welding Process: A ReviewDocument6 pagesOptimization of Welding Parameters of Submerged Arc Welding Process: A ReviewsettaNo ratings yet
- Shah 2019Document8 pagesShah 2019Suman BabuNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelAsif HameedNo ratings yet
- Journal of Manufacturing Processes: SciencedirectDocument12 pagesJournal of Manufacturing Processes: SciencedirectRizki AmeliaNo ratings yet
- 10 1016@j Phpro 2013 03 070Document10 pages10 1016@j Phpro 2013 03 070kamal touilebNo ratings yet
- Effect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsDocument8 pagesEffect of Process Parameters of Micro-Plasma Arc Welding On Morphology and Quality in Stainless Steel Edge Joint WeldsCharles JacobNo ratings yet
- Comparison of Welding Processes in Welding of Fillet Joints: June 2013Document9 pagesComparison of Welding Processes in Welding of Fillet Joints: June 2013Caline NunesNo ratings yet
- Experimental and Simulation Study On The Microstructure of TA15 Laser WeldingDocument11 pagesExperimental and Simulation Study On The Microstructure of TA15 Laser Weldingadnan domlogeNo ratings yet
- Deformation and Residual Stress of T-Shaped Joints Fabricated by Laser-Arc Hybrid Welding For Steel Bridge MembersDocument15 pagesDeformation and Residual Stress of T-Shaped Joints Fabricated by Laser-Arc Hybrid Welding For Steel Bridge MembersafabNo ratings yet
- High Brightness Hybrid Welding of SteelDocument10 pagesHigh Brightness Hybrid Welding of SteelAnonymous AjEedIk81No ratings yet
- Study On laser-MIG Hybrid Welding Characteristics of A7N01-T6 Aluminum AlloyDocument2 pagesStudy On laser-MIG Hybrid Welding Characteristics of A7N01-T6 Aluminum Alloysreejith2786No ratings yet
- Laser Beam Scanning PatternsDocument11 pagesLaser Beam Scanning PatternsMassab JunaidNo ratings yet
- Effect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316Document11 pagesEffect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316kamal touilebNo ratings yet
- Laser Brazing With Beam Scanning: Experimental and Simulative AnalysisDocument10 pagesLaser Brazing With Beam Scanning: Experimental and Simulative AnalysisMustafaNo ratings yet
- Laser Mig - Hybrid - WeldinggDocument26 pagesLaser Mig - Hybrid - WeldinggFeratNo ratings yet
- Microstructure and Mechanical Properties of Fiber Laser-Metal Active Gas Hybrid Weld of X80 Pipeline SteelDocument7 pagesMicrostructure and Mechanical Properties of Fiber Laser-Metal Active Gas Hybrid Weld of X80 Pipeline SteelAENo ratings yet
- Project 2020 PDFDocument29 pagesProject 2020 PDFDaya ShankarNo ratings yet
- Zhang 2018Document11 pagesZhang 2018gürkan peközNo ratings yet
- Impact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewDocument9 pagesImpact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewbalamuruganNo ratings yet
- A Review On Hybrid Laser Arc WeldingDocument22 pagesA Review On Hybrid Laser Arc WeldingAkshay AcchuNo ratings yet
- Fiber Laser Welding Technique Joins Challenging MetalsDocument7 pagesFiber Laser Welding Technique Joins Challenging MetalsWagner PeresNo ratings yet
- Experimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding ProcessDocument11 pagesExperimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding Processsreejith2786No ratings yet
- Fiber Laser Welding of Dissimilar Titanium T-JointsDocument9 pagesFiber Laser Welding of Dissimilar Titanium T-Jointsadnan domlogeNo ratings yet
- Effect of Laser Beam Welding Parameters On MicrostDocument10 pagesEffect of Laser Beam Welding Parameters On MicrostSalih HASNo ratings yet
- (20834799 - Advances in Materials Science) Influence of Parameters of Laser Beam Welding On Structure of 2205 Duplex Stainless SteelDocument11 pages(20834799 - Advances in Materials Science) Influence of Parameters of Laser Beam Welding On Structure of 2205 Duplex Stainless Steelkamal touilebNo ratings yet
- Laser Beam Welding Under Vacuum of High Grade MaterialsDocument11 pagesLaser Beam Welding Under Vacuum of High Grade MaterialsSudhakar LavuriNo ratings yet
- LBW SimufactDocument15 pagesLBW Simufactfathi.alfazaniNo ratings yet
- A Review On Electron Beam Welding ProcessDocument17 pagesA Review On Electron Beam Welding ProcessRafael SilvaNo ratings yet
- Laser Welding of Ti6Al4V Titanium AlloysDocument9 pagesLaser Welding of Ti6Al4V Titanium Alloysadnan domlogeNo ratings yet
- JETIR1705014Document7 pagesJETIR1705014Animesh Dutt Mishra (B20MT006)No ratings yet
- 1 s2.0 S0030399212005762 MainDocument12 pages1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNo ratings yet
- Analysis of Gas Metal Arc Welding Using Pulsed Current in Al5052Document17 pagesAnalysis of Gas Metal Arc Welding Using Pulsed Current in Al5052NaveenprakashNo ratings yet
- BF02660998Document12 pagesBF02660998Ahmad Zulfy AlhamdyNo ratings yet
- Hybrid Welding Possibilities of Thick Sections For Arctic ApplicationsDocument10 pagesHybrid Welding Possibilities of Thick Sections For Arctic ApplicationsKaushik SenguptaNo ratings yet
- The Influence of Shielding Gas in Hybrid LASER-MIG WeldingDocument4 pagesThe Influence of Shielding Gas in Hybrid LASER-MIG Weldingnestor leonardonNo ratings yet
- Metallurgical and Mechanical Properties of Laser Welded High Strength Low Alloy SteelDocument10 pagesMetallurgical and Mechanical Properties of Laser Welded High Strength Low Alloy SteelgocoolonNo ratings yet
- Murshid Imam-2017Document22 pagesMurshid Imam-2017Shine KunnathNo ratings yet
- 2017 Study of Heat Affected Zone For Smaw Process For Low Carbon Steel Specimen With Controlled ParametersDocument7 pages2017 Study of Heat Affected Zone For Smaw Process For Low Carbon Steel Specimen With Controlled ParametersAnas IslamNo ratings yet
- Review Effect Parameter Saw Parametric Effect On Mechanical Properties in Submerged Arc Welding Process - A ReviewDocument11 pagesReview Effect Parameter Saw Parametric Effect On Mechanical Properties in Submerged Arc Welding Process - A ReviewSiap SiapNo ratings yet
- A Literature Review On CO Laser WeldingDocument7 pagesA Literature Review On CO Laser Weldingkamal touilebNo ratings yet
- 2015 Laser-Beam-Welding-of-Tit-Add Manufd-PartsDocument6 pages2015 Laser-Beam-Welding-of-Tit-Add Manufd-PartsbhaskarNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Research Paper Welding TechnologyDocument8 pagesResearch Paper Welding Technologygz8y0esp100% (1)
- Analysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsDocument5 pagesAnalysis and Optimization of Parameters in Submerged Arc Welding Process Using Taguchi MethodsSudhanshu KumarNo ratings yet
- Multi Objective Optimization Ganesh MSSP 2015 - WEDMDocument14 pagesMulti Objective Optimization Ganesh MSSP 2015 - WEDMDoopukuntla SmithaNo ratings yet
- Optimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodDocument4 pagesOptimization of Submerged Arc Welding Parameters For Joining Dissimilar Materials Using Taguchi MethodrichadNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Optimization of Parameters For Effective Laser Welding of Aerospace ComponentsDocument16 pagesOptimization of Parameters For Effective Laser Welding of Aerospace ComponentsVigneswaranNo ratings yet
- Welding Research Paper TopicsDocument8 pagesWelding Research Paper Topicscaqllprhf100% (1)
- Spot Welding Research PaperDocument4 pagesSpot Welding Research Paperuzypvhhkf100% (1)
- A Review Paper On A-Tig Welding ProcessDocument4 pagesA Review Paper On A-Tig Welding ProcessIJSTENo ratings yet
- ESW - Strip Cladding + LBW Long.Document8 pagesESW - Strip Cladding + LBW Long.Ricardo MouraNo ratings yet
- Optimization of Welding Process Bead Geometry in Gas Metal Arc Welding Process Using Response Surface MethodologyDocument7 pagesOptimization of Welding Process Bead Geometry in Gas Metal Arc Welding Process Using Response Surface MethodologyAdvanced Research PublicationsNo ratings yet
- Conduction Mode-Laser Welding-2010Document6 pagesConduction Mode-Laser Welding-2010Prince ClytonNo ratings yet
- 1 s2.0 S1877705813019097 MainDocument10 pages1 s2.0 S1877705813019097 MainMd MehtabNo ratings yet
- Svetsaren Vol 58 One + One Is More Than TwoDocument4 pagesSvetsaren Vol 58 One + One Is More Than TwolvcuichanghuaNo ratings yet
- Study of High-Speed GMAW Assisted by Compound External Magnetic FieldDocument17 pagesStudy of High-Speed GMAW Assisted by Compound External Magnetic Fieldjyoti singhNo ratings yet
- Assessment of Stainless Steel 316L Joints Welded by Laser: Corresponding Author. Tel: E-Mail AddressesDocument11 pagesAssessment of Stainless Steel 316L Joints Welded by Laser: Corresponding Author. Tel: E-Mail AddressesAyman HussienNo ratings yet
- Infrared Physics and Technology: Xinmin Dong, Guofang Wang, Mohammad GhaderiDocument8 pagesInfrared Physics and Technology: Xinmin Dong, Guofang Wang, Mohammad Ghaderikamal touilebNo ratings yet
- Use of TitaniumDocument5 pagesUse of Titaniumchandan kumarNo ratings yet
- BS EN 1321 - Destructive Tests On Welds in Metallic Materials - Macroscopic and Microscopic Examination of WeldsDocument4 pagesBS EN 1321 - Destructive Tests On Welds in Metallic Materials - Macroscopic and Microscopic Examination of Weldschandan kumarNo ratings yet
- ASTM E3 - Standard Guide For Preparation of Metallographic SpecimensDocument4 pagesASTM E3 - Standard Guide For Preparation of Metallographic Specimenschandan kumar100% (1)
- A. Shaper MachineDocument7 pagesA. Shaper Machinechandan kumarNo ratings yet
- Study On Capstan Lathe and Copying LatheDocument6 pagesStudy On Capstan Lathe and Copying Lathechandan kumarNo ratings yet
- Leong Et Al-2004-BJOG: An International Journal of Obstetrics & GynaecologyDocument2 pagesLeong Et Al-2004-BJOG: An International Journal of Obstetrics & GynaecologyAngie MandeoyaNo ratings yet
- ABB Motor General CatalogueDocument27 pagesABB Motor General CatalogueargaNo ratings yet
- Communal LandDocument17 pagesCommunal Landermias dersehNo ratings yet
- Wind Tunnel Investigation of PropellerDocument59 pagesWind Tunnel Investigation of PropellerMol MolNo ratings yet
- Brown Skin Girl - BeyonceDocument1 pageBrown Skin Girl - BeyonceveritoNo ratings yet
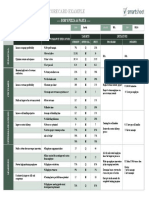
- IC Restaurant Balanced Scorecard ExampleDocument1 pageIC Restaurant Balanced Scorecard Examplemuscdalife100% (1)
- Writers 39 Forum - 07 2018 PDFDocument68 pagesWriters 39 Forum - 07 2018 PDFGala Caesar AnugerahNo ratings yet
- PCC 1.3.6Document3 pagesPCC 1.3.6usama buttNo ratings yet
- Richard P. Hilton-Dinosaurs and Other Mesozoic Reptiles of California (2003)Document347 pagesRichard P. Hilton-Dinosaurs and Other Mesozoic Reptiles of California (2003)Rodrigo TinocoNo ratings yet
- Self-Esteem-Envy CrimStut Draft1Document37 pagesSelf-Esteem-Envy CrimStut Draft1William Mellejor MontezaNo ratings yet
- Arduino Electronics Blueprints - Sample ChapterDocument33 pagesArduino Electronics Blueprints - Sample ChapterPackt Publishing100% (1)
- SLP Cluster Data (Batch 4) PDFDocument24 pagesSLP Cluster Data (Batch 4) PDFTouseef HaiderNo ratings yet
- 29-08-2017 38062 Meka Concrete Mixer Catalogue EngDocument16 pages29-08-2017 38062 Meka Concrete Mixer Catalogue EngSeif EddineNo ratings yet
- SAS Motors PresentationDocument18 pagesSAS Motors PresentationAngad TractorsNo ratings yet
- Mainstreming Agro-Ecology in EthiopiaDocument40 pagesMainstreming Agro-Ecology in EthiopiakiruskyNo ratings yet
- Knowing and Seeing by Ven. Pa-Auk Sayadaw PDFDocument269 pagesKnowing and Seeing by Ven. Pa-Auk Sayadaw PDFtaokhe@yahoo.com.vn100% (1)
- 7 Lessons From The Richest Man in BabylonDocument7 pages7 Lessons From The Richest Man in Babylondchandra15No ratings yet
- De-Stijl ArchitectureDocument25 pagesDe-Stijl Architecturedplpthk1502No ratings yet
- MATS LIT P1 GR11 MEMO NOV2022 - EnglishDocument7 pagesMATS LIT P1 GR11 MEMO NOV2022 - EnglishkoekoeorefileNo ratings yet
- My Action Plan02023Document3 pagesMy Action Plan02023REYNALDO ESPARTERONo ratings yet
- Homework Math SolverDocument6 pagesHomework Math Solvercartsyqp100% (1)
- CBP's Side-by-Side Comparison of FTA'sDocument40 pagesCBP's Side-by-Side Comparison of FTA'sYamilet TorresNo ratings yet
- John LockeDocument2 pagesJohn LockeCarl RollysonNo ratings yet
- Neil Keenan Born To Be WildDocument50 pagesNeil Keenan Born To Be WildGroup K100% (6)
- Aa270118066260f RC09072018Document3 pagesAa270118066260f RC09072018Ashwet JadhavNo ratings yet
- Insurance Analysis ReportDocument12 pagesInsurance Analysis ReportMazharul KarimNo ratings yet
- CONTOH Surat Lamaran Kerja Bhs EngDocument10 pagesCONTOH Surat Lamaran Kerja Bhs Engboy5mil3No ratings yet
- CHAPTER 6-Working CapitalDocument30 pagesCHAPTER 6-Working CapitalLyndaEidaNo ratings yet
- Pulungan 2021Document4 pagesPulungan 2021Khofifah Erga SalsabilaNo ratings yet