You might also like
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- 6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofDocument10 pages6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofrsrjramNo ratings yet
- Pankaj2019 Article InfluenceOfOperatingParametersDocument23 pagesPankaj2019 Article InfluenceOfOperatingParametersPardeepNo ratings yet
- Microstructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434Document17 pagesMicrostructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434kamal touilebNo ratings yet
- Journal Pre-Proofs: Infrared Physics & TechnologyDocument21 pagesJournal Pre-Proofs: Infrared Physics & TechnologyVishwa ChethanNo ratings yet
- Comparative Analysis of Pulsed ND - YAG Laser Welding of 304L and 904L Stainless Steel (Materials Today - Proceedings) (2020)Document5 pagesComparative Analysis of Pulsed ND - YAG Laser Welding of 304L and 904L Stainless Steel (Materials Today - Proceedings) (2020)MahnooshNo ratings yet
- A Literature Review On CO Laser WeldingDocument7 pagesA Literature Review On CO Laser Weldingkamal touilebNo ratings yet
- 12 CO2 Laser Study of SS316 and Ni201 Dissimilar Metal JoiningDocument15 pages12 CO2 Laser Study of SS316 and Ni201 Dissimilar Metal JoiningrsrjramNo ratings yet
- The E Ect of Process Parameters On Penetration in Gas Metal Arc Welding ProcessesDocument8 pagesThe E Ect of Process Parameters On Penetration in Gas Metal Arc Welding ProcessesSreevardhan BGNo ratings yet
- Influence of Heat Inputs On Weld Profiles and Mechanical Properties of Carbon and Stainless SteelDocument9 pagesInfluence of Heat Inputs On Weld Profiles and Mechanical Properties of Carbon and Stainless SteelRamzi BEN AHMEDNo ratings yet
- Optics and Laser Technology: Nikhil Kumar, Manidipto Mukherjee, Asish BandyopadhyayDocument14 pagesOptics and Laser Technology: Nikhil Kumar, Manidipto Mukherjee, Asish BandyopadhyaykaelcorbettNo ratings yet
- Review Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodDocument8 pagesReview Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodIJRASETPublicationsNo ratings yet
- Paper 1Document8 pagesPaper 1180320119134.me.rayush.hariNo ratings yet
- Laser Welding Properties HSLA SteelDocument10 pagesLaser Welding Properties HSLA SteelgocoolonNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelAsif HameedNo ratings yet
- Analysis of Gas Metal Arc Welding Using Pulsed Current in Al5052Document17 pagesAnalysis of Gas Metal Arc Welding Using Pulsed Current in Al5052NaveenprakashNo ratings yet
- Microstructural Characterization of Lean Duplex Stainless Steel UNS S32101 Welded Joints Using Electron Backscatter DiffractionDocument15 pagesMicrostructural Characterization of Lean Duplex Stainless Steel UNS S32101 Welded Joints Using Electron Backscatter Diffractionzbigniew3brytanNo ratings yet
- A11 PDFDocument15 pagesA11 PDFJunaid AkhtarNo ratings yet
- Effect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316Document11 pagesEffect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316kamal touilebNo ratings yet
- 06JPD He ExpDocument11 pages06JPD He Exp曾帅No ratings yet
- Materials Science and Engineering ADocument7 pagesMaterials Science and Engineering AДмитрий ВасилNo ratings yet
- 1 Review 28.08.2019Document28 pages1 Review 28.08.2019Vijay VjNo ratings yet
- Experimental Investigation of GMAW For AISI 1045 MaterialDocument5 pagesExperimental Investigation of GMAW For AISI 1045 MaterialFatih BahşiNo ratings yet
- Stainless Steel 304 Sheets Modelling of Bending Properties Welded by Tungsten Inert Gas Welding ProcessDocument12 pagesStainless Steel 304 Sheets Modelling of Bending Properties Welded by Tungsten Inert Gas Welding ProcessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Experimental and Simulation Study On The Microstructure of TA15 Laser WeldingDocument11 pagesExperimental and Simulation Study On The Microstructure of TA15 Laser Weldingadnan domlogeNo ratings yet
- Correlation Among The Input Thermal Parameters and Thermography Measurements DataDocument7 pagesCorrelation Among The Input Thermal Parameters and Thermography Measurements Dataaryadwi3007No ratings yet
- Effect of Laser Beam Welding Parameters On MicrostDocument10 pagesEffect of Laser Beam Welding Parameters On MicrostSalih HASNo ratings yet
- 액화수소저장탱크용스테인리스소재의레이저용접적용을위한기초연구Document8 pages액화수소저장탱크용스테인리스소재의레이저용접적용을위한기초연구Sungwook KangNo ratings yet
- Laser Welding of Haynes 188 Alloy SheetDocument11 pagesLaser Welding of Haynes 188 Alloy Sheetabraham silva hernandezNo ratings yet
- Vacuum: Ali Hajitabar, Homam Naffakh-MoosavyDocument7 pagesVacuum: Ali Hajitabar, Homam Naffakh-MoosavydimasNo ratings yet
- Microstructure Properties Corrosion Characterization Welded Joint Novel Welding ProcessDocument12 pagesMicrostructure Properties Corrosion Characterization Welded Joint Novel Welding ProcessRami GhorbelNo ratings yet
- Friction and Wear Behaviour of Rapid Prototype Parts by Direct Metal Laser SinteringDocument7 pagesFriction and Wear Behaviour of Rapid Prototype Parts by Direct Metal Laser SinteringBalu BhsNo ratings yet
- HLT Weld Ragavendran2017Document10 pagesHLT Weld Ragavendran2017KoraNo ratings yet
- Study and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyDocument17 pagesStudy and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyIJRASETPublicationsNo ratings yet
- NosaDocument9 pagesNosaosaroboNo ratings yet
- Effect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFDocument23 pagesEffect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFbiancogallazziNo ratings yet
- Mohammed 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012072Document10 pagesMohammed 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012072PardeepNo ratings yet
- Welding Research PaperDocument7 pagesWelding Research Paperkifmgbikf100% (1)
- Laser Welding of Grey Cast Iron With Spheroidal GRDocument14 pagesLaser Welding of Grey Cast Iron With Spheroidal GRYasser SobhyNo ratings yet
- Effect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingDocument10 pagesEffect of Heat Treatments On The Mechanical Properties of Welded Joints of Alloy Steel by Arc WeldingFiras RocktNo ratings yet
- 1 s2.0 S0030399212005762 MainDocument12 pages1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNo ratings yet
- Latest Developments in Friction Welding - A ReviewDocument6 pagesLatest Developments in Friction Welding - A ReviewIJRASETPublicationsNo ratings yet
- BF02660998Document12 pagesBF02660998Ahmad Zulfy AlhamdyNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Mmech AprilDocument6 pagesMmech AprilVidyut KumarNo ratings yet
- 2014 Resistance Spot Welding and The Effects of Welding Time and Current On Residual StressesDocument8 pages2014 Resistance Spot Welding and The Effects of Welding Time and Current On Residual Stressesguravshubham7777No ratings yet
- Weldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWDocument6 pagesWeldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWmaro151No ratings yet
- Beam AngleDocument8 pagesBeam Anglechandan kumarNo ratings yet
- Numerical Modeling of Temperature Distribution in Laser Beam Welding of 304 Stainless SteelDocument12 pagesNumerical Modeling of Temperature Distribution in Laser Beam Welding of 304 Stainless SteelTJPRC PublicationsNo ratings yet
- 10 1016@j Jmapro 2013 06 010Document14 pages10 1016@j Jmapro 2013 06 010SamuelshrlyNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- Effects of GTAW Process Parameters On WeldDocument5 pagesEffects of GTAW Process Parameters On WeldemtedadNo ratings yet
- Optics and Lasers in Engineering: Jun Yan, Ming Gao, Xiaoyan ZengDocument6 pagesOptics and Lasers in Engineering: Jun Yan, Ming Gao, Xiaoyan ZengANDREWNo ratings yet
- Investigation Effect of Welding Polarity in Joint Bead Geometry and Mechanical Properties of Shielded Metal Arc Welding ProcessDocument12 pagesInvestigation Effect of Welding Polarity in Joint Bead Geometry and Mechanical Properties of Shielded Metal Arc Welding Processkhairy2013100% (1)
- Impact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewDocument9 pagesImpact of Process Parameters of Laser Welding On The Mechanical Properties of Ti6Al4V A ReviewbalamuruganNo ratings yet
- J Matpr 2018 02 120Document5 pagesJ Matpr 2018 02 120abdul-jaleel mohammedNo ratings yet
- Experimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding ProcessDocument11 pagesExperimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding Processsreejith2786No ratings yet
- Study of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsDocument12 pagesStudy of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsMuhammad Fatka FirmansyahNo ratings yet
- ETJ - Volume 41 - Issue 7 - Pages 1-9 NewDocument9 pagesETJ - Volume 41 - Issue 7 - Pages 1-9 Newhameed.laftaNo ratings yet
- Weldability of Duplex Stainless Steel: A. Pramanik, G. Littlefair, A.K. BasakDocument30 pagesWeldability of Duplex Stainless Steel: A. Pramanik, G. Littlefair, A.K. Basakkamal touilebNo ratings yet
- RT Finalpresenatation08 161118104713Document56 pagesRT Finalpresenatation08 161118104713sajay2010No ratings yet
- Chapter 4 Centroid - Distr. ForcesDocument33 pagesChapter 4 Centroid - Distr. Forceskamal touilebNo ratings yet
- Analysisof Dissimilar Weldingof Austenitic Stainless Steelto Low Carbon Steelby TIGWelding ProcessDocument13 pagesAnalysisof Dissimilar Weldingof Austenitic Stainless Steelto Low Carbon Steelby TIGWelding Processkamal touilebNo ratings yet
- ULINC Curriculum - Sample Lesson PlanDocument42 pagesULINC Curriculum - Sample Lesson Plankamal touilebNo ratings yet
- Stainless Steel: High Ni & CR Content Low (Controlled) InterstitialsDocument62 pagesStainless Steel: High Ni & CR Content Low (Controlled) Interstitialstbmari50% (2)
- Measuring Ferrite Content in WeldsDocument3 pagesMeasuring Ferrite Content in Weldschowhk100% (3)
- Steel Heat TreatmentDocument850 pagesSteel Heat Treatmentarbeyfabian100% (3)
- Beam AngleDocument8 pagesBeam Anglechandan kumarNo ratings yet
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNo ratings yet
- Metallurgical Modelling of Welding 2nd Edition 1997 PDFDocument272 pagesMetallurgical Modelling of Welding 2nd Edition 1997 PDFClaudio ColuccioNo ratings yet
- A1 Kujanpetal WRI1979Document20 pagesA1 Kujanpetal WRI1979kamal touilebNo ratings yet
- Liquid Penetrant PresentationDocument98 pagesLiquid Penetrant PresentationAkhil Balachandran100% (9)
- Thermite WeldingDocument13 pagesThermite Weldingkamal touilebNo ratings yet
- Review in GMAW 316 Using Filler 308Document8 pagesReview in GMAW 316 Using Filler 308karthick32mechNo ratings yet
- 1 s2.0 S1003632607601204 MainDocument5 pages1 s2.0 S1003632607601204 Mainkamal touilebNo ratings yet
- WELDS IN DUPLEX STAINLESS STEEL MICROSTRUCTUREDocument8 pagesWELDS IN DUPLEX STAINLESS STEEL MICROSTRUCTUREkamal touilebNo ratings yet
- Hot cracking numerical study stainless steelDocument9 pagesHot cracking numerical study stainless steelkamal touilebNo ratings yet
- Tokita2020 Article MicrostructuralEvolutionAndSolDocument8 pagesTokita2020 Article MicrostructuralEvolutionAndSolkamal touilebNo ratings yet
- Acta 2018 2 13Document5 pagesActa 2018 2 13kamal touilebNo ratings yet
- 10 1016@j Phpro 2013 03 070Document10 pages10 1016@j Phpro 2013 03 070kamal touilebNo ratings yet
- Advancedmanufacturingmergedbook OcredDocument35 pagesAdvancedmanufacturingmergedbook Ocredkamal touilebNo ratings yet
- 59 - Isijint 2019 035Document7 pages59 - Isijint 2019 035kamal touilebNo ratings yet
- 10.1515 - Eng 2020 0045Document8 pages10.1515 - Eng 2020 0045kamal touilebNo ratings yet
- A Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3Document16 pagesA Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3kamal touilebNo ratings yet
- 1 en 21 Chapter AuthorDocument16 pages1 en 21 Chapter Authorkamal touilebNo ratings yet
- Ultrasonic Testing: Weld Inspection Using AWS D1.1Document65 pagesUltrasonic Testing: Weld Inspection Using AWS D1.1CLIFFORDPANo ratings yet
- Ultrasonic Testing: Weld Inspection Using AWS D1.1Document65 pagesUltrasonic Testing: Weld Inspection Using AWS D1.1CLIFFORDPANo ratings yet
- Oxygen Effect on Marangoni Flow in Laser Spot WeldingDocument14 pagesOxygen Effect on Marangoni Flow in Laser Spot Weldingkamal touilebNo ratings yet
- Basic Principles of Ultrasonic Testing. Theory and Practice.Document42 pagesBasic Principles of Ultrasonic Testing. Theory and Practice.Teckelino89% (9)
- XII Class Assignment Programs 2023-24Document8 pagesXII Class Assignment Programs 2023-24Sudhir KumarNo ratings yet
- PDA Technical Documents on Sterilization ProcessesDocument3 pagesPDA Technical Documents on Sterilization ProcessesManas MishraNo ratings yet
- Acrogym: by Ahana AnandDocument9 pagesAcrogym: by Ahana AnandAhana AnandNo ratings yet
- Knowledge Paper XDocument28 pagesKnowledge Paper XLaurențiu Cătălin NeagoeNo ratings yet
- Cultures of Learning: Language Classrooms in China: Martin Cortazzi Lixian JinDocument54 pagesCultures of Learning: Language Classrooms in China: Martin Cortazzi Lixian JinyhoulhandhariNo ratings yet
- The Dogon Tribe of The Sirius MysteryDocument5 pagesThe Dogon Tribe of The Sirius MysteryLaron Clark100% (1)
- Supply Chain Management On The Crossraod To Sustainability: Logistics Research June 2009Document13 pagesSupply Chain Management On The Crossraod To Sustainability: Logistics Research June 2009AKSHAT GHATIANo ratings yet
- Semiconductor Optical AmplifierDocument40 pagesSemiconductor Optical AmplifierVikas ThakurNo ratings yet
- Method Overloading in JavaDocument6 pagesMethod Overloading in JavaPrerna GourNo ratings yet
- 02.casebook - BLDG Repairs & Maint - Chapter 1 - 2011 (Water Seepage)Document13 pages02.casebook - BLDG Repairs & Maint - Chapter 1 - 2011 (Water Seepage)Hang kong TseNo ratings yet
- New Ss 8 OutlineDocument3 pagesNew Ss 8 Outlineapi-251874206No ratings yet
- SOP 01 Criteria For Donor SelectionDocument9 pagesSOP 01 Criteria For Donor Selectionهشام الشهيميNo ratings yet
- St. Augustine School of Nursing: Republic of The Philippines Department of Education SASN - Las PiñasDocument2 pagesSt. Augustine School of Nursing: Republic of The Philippines Department of Education SASN - Las PiñasCarl Joseph MasujerNo ratings yet
- White Paper Leadership To Boost Your Organisations Energy and PerformanceDocument12 pagesWhite Paper Leadership To Boost Your Organisations Energy and PerformanceMorie JinyoungNo ratings yet
- Oral Communication Skills Assessment Republic of the PhilippinesDocument3 pagesOral Communication Skills Assessment Republic of the PhilippinesMarissa UrnosNo ratings yet
- Cell Organelles 11Document32 pagesCell Organelles 11Mamalumpong NnekaNo ratings yet
- The Greatest Showman PDFDocument22 pagesThe Greatest Showman PDFMJ RecordNo ratings yet
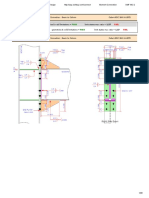
- Result Summary - Overall: Moment Connection - Beam To Column Code AISC 360-16 LRFDDocument29 pagesResult Summary - Overall: Moment Connection - Beam To Column Code AISC 360-16 LRFDYash Suthar100% (2)
- (Culture and History of The Ancient Near East 65) Leslie Anne Warden - Pottery and Economy in Old Kingdom Egypt-Brill Academic Publishers (2014)Document343 pages(Culture and History of The Ancient Near East 65) Leslie Anne Warden - Pottery and Economy in Old Kingdom Egypt-Brill Academic Publishers (2014)HugoBotello100% (1)
- Families of Carbon Compounds: Functional Groups, Intermolecular Forces, & Infrared (IR) SpectrosDocument79 pagesFamilies of Carbon Compounds: Functional Groups, Intermolecular Forces, & Infrared (IR) SpectrosRuryKharismaMuzaqieNo ratings yet
- Swype ReportDocument8 pagesSwype ReportNagarjuna ReddyNo ratings yet
- 1161 Article+Text 5225 1 4 20220712Document9 pages1161 Article+Text 5225 1 4 20220712Warman FatraNo ratings yet
- Group ActDocument3 pagesGroup ActRey Visitacion MolinaNo ratings yet
- Feasibility in Ergonomics AutosavedDocument63 pagesFeasibility in Ergonomics AutosavedMichael AsinguaNo ratings yet
- Signals and Systems Analysis: NET 351 Instructor: Dr. Amer El-Khairy يريخلا &رماع .دDocument44 pagesSignals and Systems Analysis: NET 351 Instructor: Dr. Amer El-Khairy يريخلا &رماع .دمصعب جاسمNo ratings yet
- Labconco-3905503 Rev e Purifier Hepa Filtered and Class I Filtered Enclosures User ManualDocument77 pagesLabconco-3905503 Rev e Purifier Hepa Filtered and Class I Filtered Enclosures User ManualCalixto GrajalesNo ratings yet
- Sony STR Da80esDocument66 pagesSony STR Da80estelstarservicesNo ratings yet
- 1 Catalyst FundamentalsDocument17 pages1 Catalyst FundamentalsSam AnuNo ratings yet
- Research 10 Mod2Document28 pagesResearch 10 Mod2Fernadez RodisonNo ratings yet
- 10 - (Rahman) The Relationship Between Chest Tube Size and Clinical Outcome in Pleural InfectionDocument8 pages10 - (Rahman) The Relationship Between Chest Tube Size and Clinical Outcome in Pleural InfectionfaisaldanyaniNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Introduction to Fly-By-Wire Flight Control SystemsFrom EverandIntroduction to Fly-By-Wire Flight Control SystemsRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)