You might also like
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Experimental Investigation On The Effects of ProceDocument17 pagesExperimental Investigation On The Effects of ProceHussain AlsaadyNo ratings yet
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- Experimental Investigation On The Effects of Process Parameters of GMAW and Transient Thermal Analysis of AISI321 SteelDocument16 pagesExperimental Investigation On The Effects of Process Parameters of GMAW and Transient Thermal Analysis of AISI321 SteelumisaaadahNo ratings yet
- 30IJMPERDFEB201930Document14 pages30IJMPERDFEB201930TJPRC PublicationsNo ratings yet
- Welding Research PaperDocument7 pagesWelding Research Paperkifmgbikf100% (1)
- Weldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWDocument6 pagesWeldability and Process Parameter Optimization of Dissimilar Pipe Joints Using GTAWmaro151No ratings yet
- A Review Paper On Optimization of Shield PDFDocument8 pagesA Review Paper On Optimization of Shield PDFZen KingNo ratings yet
- Mmech AprilDocument6 pagesMmech AprilVidyut KumarNo ratings yet
- Optimization of TIG Welding Parameters On Strength Basis A ReviewDocument7 pagesOptimization of TIG Welding Parameters On Strength Basis A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Optics and Laser Technology: Nikhil Kumar, Manidipto Mukherjee, Asish BandyopadhyayDocument14 pagesOptics and Laser Technology: Nikhil Kumar, Manidipto Mukherjee, Asish BandyopadhyaykaelcorbettNo ratings yet
- Stainless Steel 304 Sheets Modelling of Bending Properties Welded by Tungsten Inert Gas Welding ProcessDocument12 pagesStainless Steel 304 Sheets Modelling of Bending Properties Welded by Tungsten Inert Gas Welding ProcessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Comparative Analysis of Pulsed ND - YAG Laser Welding of 304L and 904L Stainless Steel (Materials Today - Proceedings) (2020)Document5 pagesComparative Analysis of Pulsed ND - YAG Laser Welding of 304L and 904L Stainless Steel (Materials Today - Proceedings) (2020)MahnooshNo ratings yet
- Optimization of Submerged Arc WeldingDocument4 pagesOptimization of Submerged Arc WeldingricardoNo ratings yet
- MT PPT Govind-1Document11 pagesMT PPT Govind-1NamanNo ratings yet
- Paper 1Document8 pagesPaper 1180320119134.me.rayush.hariNo ratings yet
- Modelling and Optimization of Process Parameters For Tig Welding of Aluminium-65032 Using Response Surface MethodologyDocument7 pagesModelling and Optimization of Process Parameters For Tig Welding of Aluminium-65032 Using Response Surface MethodologyRishabh JainNo ratings yet
- 198 Ijaema December 5024Document13 pages198 Ijaema December 5024dir.office.sgearNo ratings yet
- Review Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodDocument8 pagesReview Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodIJRASETPublicationsNo ratings yet
- Analysis of Gas Metal Arc Welding Using Pulsed Current in Al5052Document17 pagesAnalysis of Gas Metal Arc Welding Using Pulsed Current in Al5052NaveenprakashNo ratings yet
- MIg Welding PRocessDocument7 pagesMIg Welding PRocesspratul acharyaNo ratings yet
- 674038-ANALYSIS-AND-OPTIMIZATION-OF-PARAMETERS-IN-SUBMERGED-ARC-WELDING-PROCESS-USING-TAGUCHI-METHODSDocument5 pages674038-ANALYSIS-AND-OPTIMIZATION-OF-PARAMETERS-IN-SUBMERGED-ARC-WELDING-PROCESS-USING-TAGUCHI-METHODSSudhanshu KumarNo ratings yet
- Effect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFDocument23 pagesEffect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFbiancogallazziNo ratings yet
- 1 PBDocument7 pages1 PBakshankaiteNo ratings yet
- Investigation of Mechanical Properties and Microstructure of GTAW On Dissimilar MetalsDocument3 pagesInvestigation of Mechanical Properties and Microstructure of GTAW On Dissimilar Metalskamal touilebNo ratings yet
- The E Ect of Process Parameters On Penetration in Gas Metal Arc Welding ProcessesDocument8 pagesThe E Ect of Process Parameters On Penetration in Gas Metal Arc Welding ProcessesSreevardhan BGNo ratings yet
- Ijett V50P205 PDFDocument8 pagesIjett V50P205 PDFbeto bNo ratings yet
- Optimization of MIG Welding Parameters Improves Steel Welding StrengthDocument8 pagesOptimization of MIG Welding Parameters Improves Steel Welding StrengthRonald AranhaNo ratings yet
- Saravanan2017 Article StudiesOnMetallurgicalAndMechaDocument8 pagesSaravanan2017 Article StudiesOnMetallurgicalAndMechaPardeepNo ratings yet
- Optimization of MIG Welding Parameters For Improving StrengthDocument5 pagesOptimization of MIG Welding Parameters For Improving StrengthMario Antonio Araya MorosoNo ratings yet
- Effect of Laser Beam Welding Parameters On MicrostDocument10 pagesEffect of Laser Beam Welding Parameters On MicrostSalih HASNo ratings yet
- A Review of GTAW Gas Tungsten Arc Weldin PDFDocument8 pagesA Review of GTAW Gas Tungsten Arc Weldin PDFMarjorie ManukayNo ratings yet
- Research Paper Mig WeldingDocument8 pagesResearch Paper Mig Weldingcan3z5gx100% (1)
- Optimizing Resistance Spot Welding ParametersDocument10 pagesOptimizing Resistance Spot Welding ParametersM. SukarmanNo ratings yet
- Spot Welding Research PaperDocument4 pagesSpot Welding Research Paperuzypvhhkf100% (1)
- Optimization of Pulsed TIG Welding Process Parameters On Mechanical Properties of AA 5456 Aluminum Alloy WeldmentsDocument10 pagesOptimization of Pulsed TIG Welding Process Parameters On Mechanical Properties of AA 5456 Aluminum Alloy Weldmentsnofrian akbarNo ratings yet
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- ICEE097 - Full Length Paper PDFDocument4 pagesICEE097 - Full Length Paper PDFWeld TechNo ratings yet
- Hybrid WeldingDocument4 pagesHybrid WeldingPravinAutadeNo ratings yet
- JJMIE-46!13!01 PSO Based Neurak Network Prediction and Its Utilization in Gmaw ProcessDocument10 pagesJJMIE-46!13!01 PSO Based Neurak Network Prediction and Its Utilization in Gmaw Processmeckup123No ratings yet
- 25451-Article Text-60936-69834-10-20221220Document6 pages25451-Article Text-60936-69834-10-20221220YugoNo ratings yet
- New Parametric Study On Nugget Size in Resistance Spot Welding Using Finite Element MethodDocument10 pagesNew Parametric Study On Nugget Size in Resistance Spot Welding Using Finite Element MethodJoel BrasilBorgesNo ratings yet
- The Effect of Electrical Current Strength and DCEN Polarity On SMAW Welding Results in Butt Joint Position 1G (OK)Document9 pagesThe Effect of Electrical Current Strength and DCEN Polarity On SMAW Welding Results in Butt Joint Position 1G (OK)Rafi ZhaffNo ratings yet
- Prediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDocument16 pagesPrediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDhruv PatelNo ratings yet
- Previous Paper - EditedDocument7 pagesPrevious Paper - EditedNaveen KumarNo ratings yet
- AnggeDocument28 pagesAnggeGizelle DueñasNo ratings yet
- 6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofDocument10 pages6 Effect of Laser Welding Process Parameters On Dissimilar Joints ofrsrjramNo ratings yet
- Saw Parameter Prediction PDFDocument14 pagesSaw Parameter Prediction PDFLuis LugoNo ratings yet
- BF02660998Document12 pagesBF02660998Ahmad Zulfy AlhamdyNo ratings yet
- Infrared Physics and Technology: Xinmin Dong, Guofang Wang, Mohammad GhaderiDocument8 pagesInfrared Physics and Technology: Xinmin Dong, Guofang Wang, Mohammad Ghaderikamal touilebNo ratings yet
- The Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon SteelDocument5 pagesThe Effect of Current On SMAW Welding To Tensile Strength and Micro Structure of Low Carbon Steelmade dwi payanaNo ratings yet
- 10 1016@j Matpr 2020 02 382Document4 pages10 1016@j Matpr 2020 02 382Desalegn DgaNo ratings yet
- Experimental Investigation of Weld Bead ParametersDocument7 pagesExperimental Investigation of Weld Bead Parametersvishnu vardhanNo ratings yet
- Mohammed 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012072Document10 pagesMohammed 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012072PardeepNo ratings yet
- Microstructure Analysis of Arc Welded Mild SteelDocument7 pagesMicrostructure Analysis of Arc Welded Mild SteelAniekanNo ratings yet
- 67 Ijmperdaug201867Document6 pages67 Ijmperdaug201867TJPRC PublicationsNo ratings yet
- Vijayan - 2018 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 390 - 012066Document9 pagesVijayan - 2018 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 390 - 012066tesfaye gurmesaNo ratings yet
- Experimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding ProcessDocument11 pagesExperimental Study On Welding Characteristics of CO2 Laser TIG Hybrid Welding Processsreejith2786No ratings yet
- Compact Guide Cylinder Series MGP - Weight Reduced by Up to 24Document97 pagesCompact Guide Cylinder Series MGP - Weight Reduced by Up to 24Fatih BahşiNo ratings yet
- Technologies: Open Source Multi-Head 3D Printer For Polymer-Metal Composite Component ManufacturingDocument22 pagesTechnologies: Open Source Multi-Head 3D Printer For Polymer-Metal Composite Component ManufacturingFatih BahşiNo ratings yet
- AISI 1045 Medium Carbon SteelDocument9 pagesAISI 1045 Medium Carbon SteelFatih BahşiNo ratings yet
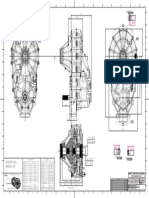
- Assembly drawing of mechanical part with multiple viewsDocument1 pageAssembly drawing of mechanical part with multiple viewsFatih BahşiNo ratings yet
- WJ 2004 09 s244-AISI-1045Document10 pagesWJ 2004 09 s244-AISI-1045Fatih BahşiNo ratings yet
- Experimental Investigation of GMAW For AISI 1045 MaterialDocument5 pagesExperimental Investigation of GMAW For AISI 1045 MaterialFatih BahşiNo ratings yet
- Experimental Investigation of GMAW For AISI 1045 MaterialDocument5 pagesExperimental Investigation of GMAW For AISI 1045 MaterialFatih BahşiNo ratings yet
- Euchner Cem Serisi KilitDocument132 pagesEuchner Cem Serisi KilitFatih Bahşi100% (1)
- SMAW PrinciplesDocument89 pagesSMAW Principlesdonnyars1979No ratings yet
- New 01. Price List VS Online Welding Mechine Professional 290123Document4 pagesNew 01. Price List VS Online Welding Mechine Professional 290123Deta PutraNo ratings yet
- 7100 XXXX HDPEDocument2 pages7100 XXXX HDPEIgor IvanovskiNo ratings yet
- MIG Torch 1-14Document14 pagesMIG Torch 1-14Phi LongNo ratings yet
- Api 650Document4 pagesApi 650arif99pak100% (1)
- Report On Industrial Training AT Dee Piping Systems Prithla (Palwal)Document20 pagesReport On Industrial Training AT Dee Piping Systems Prithla (Palwal)Amit PatelNo ratings yet
- FLUXOFIL 31 Cored Wires for C-Mn and Low-Alloy SteelsDocument1 pageFLUXOFIL 31 Cored Wires for C-Mn and Low-Alloy SteelsSandip JadhavNo ratings yet
- Asme Ix Test 1Document8 pagesAsme Ix Test 1RedzuanNo ratings yet
- TSH5603G - 8 - P - 1 Arc WeldingDocument14 pagesTSH5603G - 8 - P - 1 Arc Weldinggüray bağdatlı100% (1)
- Manual Millermatic 252Document68 pagesManual Millermatic 252carlos restrepoNo ratings yet
- Joining & Assembly Lecture on Welding ProcessesDocument138 pagesJoining & Assembly Lecture on Welding ProcessesAmjad AliNo ratings yet
- Downloaded File 5Document251 pagesDownloaded File 5Jawed Akhter100% (1)
- Sandvik: Welding Wire 23.7.LDocument3 pagesSandvik: Welding Wire 23.7.LAgustin Jose MarcuzziNo ratings yet
- Introduction To WeldingDocument192 pagesIntroduction To WeldingPDL IdeasNo ratings yet
- Power Mig 200: Operator'S ManualDocument32 pagesPower Mig 200: Operator'S ManualForja La CatrinaNo ratings yet
- Question WI..Document42 pagesQuestion WI..Indra MansyahNo ratings yet
- Welding ElectrodeDocument6 pagesWelding ElectrodeKapil PudasainiNo ratings yet
- API 653 Tank Inspection Code - 04 PDFDocument70 pagesAPI 653 Tank Inspection Code - 04 PDFvignesh100% (1)
- DLL SMAW For COTDocument11 pagesDLL SMAW For COTemmabentonioNo ratings yet
- 8 Consumables 309-320Document12 pages8 Consumables 309-320Márcio FerreiraNo ratings yet
- Fabrication and Testing of Offshore Structures: Offshore Standard DNV-OS-C401Document46 pagesFabrication and Testing of Offshore Structures: Offshore Standard DNV-OS-C401The WaronNo ratings yet
- Kayttoohje CMTAdvanced ENG PDFDocument210 pagesKayttoohje CMTAdvanced ENG PDFLuisito Miguelito ErazoNo ratings yet
- Instruction Manual For Mig/Mag (Co2) Welding Machine: Warpp Engineers Pvt. LTDDocument14 pagesInstruction Manual For Mig/Mag (Co2) Welding Machine: Warpp Engineers Pvt. LTDchristopher ng'ang'a kamauNo ratings yet
- 342 Unlocking The Hidden Cost of WeldingDocument2 pages342 Unlocking The Hidden Cost of WeldingVivek JainNo ratings yet
- Sandvik 22.8.3.L Welding Wire DatasheetDocument3 pagesSandvik 22.8.3.L Welding Wire DatasheetbhuvandesignNo ratings yet
- Offshore Installation of Oil & Gas For ClientDocument43 pagesOffshore Installation of Oil & Gas For Clientthongchai_007100% (2)
- Intergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellDocument8 pagesIntergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellGustavo GonzagaNo ratings yet
- 350mig Mma Tig ManualDocument15 pages350mig Mma Tig ManualduongfxNo ratings yet
- WeldingDocument4 pagesWeldingsaravanan_c1No ratings yet
- WEM 600 - Offshore Platform WeldingDocument26 pagesWEM 600 - Offshore Platform Weldingriqto100% (1)