You might also like
- Fiat 500 2007 2014 Workshop ManualDocument8,276 pagesFiat 500 2007 2014 Workshop ManualAmirul Ariff100% (3)
- An Overview of Sensitization Dynamics in Ferritic Stainless Steel WeldsDocument9 pagesAn Overview of Sensitization Dynamics in Ferritic Stainless Steel Weldssayed mahdyNo ratings yet
- Engineering Materials 2: An Introduction to Microstructures, Processing and DesignFrom EverandEngineering Materials 2: An Introduction to Microstructures, Processing and DesignNo ratings yet
- Putzmeister BP 2158 GBDocument35 pagesPutzmeister BP 2158 GBfordesign80% (5)
- A Review On Thermal Stresses in High Temperature Brazing of Carbide To Steel Sandwich Brazing AlloysDocument3 pagesA Review On Thermal Stresses in High Temperature Brazing of Carbide To Steel Sandwich Brazing AlloysEditor IJTSRD100% (1)
- 5417.ductile Special Beam Design As Per ACI 318MDocument4 pages5417.ductile Special Beam Design As Per ACI 318MNapoleon CarinoNo ratings yet
- FEM of Welded JointDocument34 pagesFEM of Welded JointbysktyvktoNo ratings yet
- High Efficiency Air Filters (HEPA and Ulpa) Ð: Part 1: Classification, Performance Testing, MarkingDocument16 pagesHigh Efficiency Air Filters (HEPA and Ulpa) Ð: Part 1: Classification, Performance Testing, MarkingDangLuuHaiNo ratings yet
- Degradation Assessment and Failure Prevention of Pipeline SystemsDocument248 pagesDegradation Assessment and Failure Prevention of Pipeline SystemscarlosNo ratings yet
- London Examinations IGCSE: PhysicsDocument13 pagesLondon Examinations IGCSE: PhysicsjasimNo ratings yet
- Bero SonarDocument42 pagesBero Sonarmarcio_limaNo ratings yet
- 1 s2.0 S0924013618300359 MainDocument5 pages1 s2.0 S0924013618300359 Mainsm_carvalhoNo ratings yet
- Characterisation of Hot Tearing in Al Cast Alloys - Methodology and ProceduresDocument8 pagesCharacterisation of Hot Tearing in Al Cast Alloys - Methodology and ProceduresLilian Jefferson MalavaziNo ratings yet
- Myresearchin IJASTDocument15 pagesMyresearchin IJASTKhezzari MerwenNo ratings yet
- Joining Techniques in Shipbuilding: Assignment I - Weld StructureDocument12 pagesJoining Techniques in Shipbuilding: Assignment I - Weld StructureGouthamVenkateshNo ratings yet
- 10 1016@j Jmapro 2013 06 010Document14 pages10 1016@j Jmapro 2013 06 010SamuelshrlyNo ratings yet
- Freezing Range, Melt Quality, and Hot Tearing in Al-Si AlloysDocument14 pagesFreezing Range, Melt Quality, and Hot Tearing in Al-Si AlloysMd PNo ratings yet
- J Matpr 2017 07 083Document8 pagesJ Matpr 2017 07 083anandhunehNo ratings yet
- Journal of Manufacturing Processes: Masoud Sabzi, Saeid Mersagh DezfuliDocument12 pagesJournal of Manufacturing Processes: Masoud Sabzi, Saeid Mersagh DezfuliDe KanjutNo ratings yet
- Review On Jominy Test and Determination of Effect of Alloying On Hardenability of Steel Using Jominy End Quench Test Copyright Ijaet1Document8 pagesReview On Jominy Test and Determination of Effect of Alloying On Hardenability of Steel Using Jominy End Quench Test Copyright Ijaet1enrico susantoNo ratings yet
- A Pragmatical Physics-Based Model For Predicting Ladle LifetimeDocument17 pagesA Pragmatical Physics-Based Model For Predicting Ladle Lifetimecarlylomax333No ratings yet
- Characterisation of Transverse Cold Cracking in Weld Metal of A H PDFDocument300 pagesCharacterisation of Transverse Cold Cracking in Weld Metal of A H PDFcharanNo ratings yet
- Zhong 2012 Effect of Cooling Rate On Solidification Structure and Linear Contraction of A Duplex Stainless SteelDocument5 pagesZhong 2012 Effect of Cooling Rate On Solidification Structure and Linear Contraction of A Duplex Stainless Steelmeckup123No ratings yet
- Analytical Model For Angular DistortionDocument17 pagesAnalytical Model For Angular Distortionahmad alzoubiNo ratings yet
- Defence Technology: K. Arul Raj, M.P. Arunkumar, P.K.C. Kanigalpula, M. KarthikeyanDocument7 pagesDefence Technology: K. Arul Raj, M.P. Arunkumar, P.K.C. Kanigalpula, M. KarthikeyanTejaswini M MNo ratings yet
- Metals 12 01421 v2Document16 pagesMetals 12 01421 v2Juan BonottiNo ratings yet
- Simulation of Residual Stresses in Castings: B. Venu, Dr. R. RamachandraDocument16 pagesSimulation of Residual Stresses in Castings: B. Venu, Dr. R. RamachandraBahubali KabnureNo ratings yet
- Sciencedirect: Friction Stir Welding Process of Aluminum-Lithium Alloy 2195Document5 pagesSciencedirect: Friction Stir Welding Process of Aluminum-Lithium Alloy 2195jivan tidakeNo ratings yet
- Weld Defect Formation in Rail Thermite Welds PDFDocument12 pagesWeld Defect Formation in Rail Thermite Welds PDFbhuNo ratings yet
- HAZ Egycorr2015Document15 pagesHAZ Egycorr2015sajjadNo ratings yet
- Non-Destructive Testing and Evaluation of Cast Materials: National Metallurgical Laboraton, Jamshedpur - 831007Document17 pagesNon-Destructive Testing and Evaluation of Cast Materials: National Metallurgical Laboraton, Jamshedpur - 831007adleronurNo ratings yet
- Study and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyDocument17 pagesStudy and Analysis of Spot Welding of Dissimilar Material 1008 Low Carbon Steel-5052 Aluminum AlloyIJRASETPublicationsNo ratings yet
- Casting Characteristics of AluminumDocument46 pagesCasting Characteristics of AluminumVikas JagadeeshNo ratings yet
- Study of Microstructures of Zn-27Al Alloy Cast at Different Casting ConditionsDocument3 pagesStudy of Microstructures of Zn-27Al Alloy Cast at Different Casting ConditionserpublicationNo ratings yet
- 2023 Study of Resistant Spot Welding and Its Effect On The Metallurgical and Mechanical Properties - A ReviewDocument9 pages2023 Study of Resistant Spot Welding and Its Effect On The Metallurgical and Mechanical Properties - A Reviewguravshubham7777No ratings yet
- Metallography of Welds: Advanced Materials and Processes June 2011Document6 pagesMetallography of Welds: Advanced Materials and Processes June 2011William DraxterNo ratings yet
- Materials 15 00412Document16 pagesMaterials 15 00412Murat CKNo ratings yet
- Materials and Design: H. Khalid Rafi, G.D. Janaki Ram, G. Phanikumar, K. Prasad RaoDocument6 pagesMaterials and Design: H. Khalid Rafi, G.D. Janaki Ram, G. Phanikumar, K. Prasad RaoVikas Mani TripathiNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Optimal Hot-Dipped Tinning Process Routine For TheDocument15 pagesOptimal Hot-Dipped Tinning Process Routine For TheMina RemonNo ratings yet
- Billet Internal Cracks InvestigationDocument11 pagesBillet Internal Cracks InvestigationafzalNo ratings yet
- Saleem2017 Article TheInfluenceOfPeritecticReactiDocument11 pagesSaleem2017 Article TheInfluenceOfPeritecticReactiAnca ElenaNo ratings yet
- Task Ii Technology & Weld Metallurgy: Welding of Ferritic Stainless SteelDocument8 pagesTask Ii Technology & Weld Metallurgy: Welding of Ferritic Stainless SteelMuhammad Irman Budi PermanaNo ratings yet
- Abstracts About WeldingDocument9 pagesAbstracts About WeldingVinayak BhustalimathNo ratings yet
- Materials and Design: Peng Li, Jinglong Li, Muhammad Salman, Li Liang, Jiangtao Xiong, Fusheng ZhangDocument8 pagesMaterials and Design: Peng Li, Jinglong Li, Muhammad Salman, Li Liang, Jiangtao Xiong, Fusheng ZhangVishwajeet GuptaNo ratings yet
- Cases Study For Corrosion in Heat Affected Zone of Carbon SteelDocument15 pagesCases Study For Corrosion in Heat Affected Zone of Carbon Steelmohamed al-amirNo ratings yet
- Jominy TestDocument5 pagesJominy Testsujith 105No ratings yet
- 7691IV - 4th Semester - Metallurgical and Materials EngineeringDocument18 pages7691IV - 4th Semester - Metallurgical and Materials EngineeringankNo ratings yet
- A Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3Document16 pagesA Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3kamal touilebNo ratings yet
- Constantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFDocument9 pagesConstantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFMeet PatelNo ratings yet
- A Study On The Effect of Process and Material Variables On The Hot Stamping Formability of Automotive Body PartsDocument18 pagesA Study On The Effect of Process and Material Variables On The Hot Stamping Formability of Automotive Body PartsWeston ChenNo ratings yet
- Gmaw Crater AluminioDocument14 pagesGmaw Crater AluminioRodrigo SalinasNo ratings yet
- Effect of Chill On Ni Cast Iron PDFDocument18 pagesEffect of Chill On Ni Cast Iron PDFsachinguptachdNo ratings yet
- Baking Effect On Desorption of Diffusible HydrogenDocument14 pagesBaking Effect On Desorption of Diffusible Hydrogenkhalid muhammadNo ratings yet
- Evaluation of Properties and FEM Model of The Friction Welded Mild Steel-Al6061-AluminaDocument15 pagesEvaluation of Properties and FEM Model of The Friction Welded Mild Steel-Al6061-AluminaKamel FedaouiNo ratings yet
- Microporosity Control and Thermal-Fatigue Resistance of A319 Aluminum Foundry AlloyDocument8 pagesMicroporosity Control and Thermal-Fatigue Resistance of A319 Aluminum Foundry AlloyAdriene SantosNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- 2012 Workpiece Property Effect On Resistance Spot WeldingDocument10 pages2012 Workpiece Property Effect On Resistance Spot Weldingguravshubham7777No ratings yet
- 1 s2.0 S0030399212005762 MainDocument12 pages1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNo ratings yet
- 2014 IJMERR SAW v3 n3 483-491Document12 pages2014 IJMERR SAW v3 n3 483-491Anang MarufNo ratings yet
- Friction Stir Welding of Aluminium AlloysDocument46 pagesFriction Stir Welding of Aluminium AlloysBhupender LawaNo ratings yet
- An Overview of Friction Stir Welding (FSW) : A New PerspectiveDocument4 pagesAn Overview of Friction Stir Welding (FSW) : A New PerspectiveinventyNo ratings yet
- Journal of Manufacturing Processes: Jastej Singh, A.S. ShahiDocument10 pagesJournal of Manufacturing Processes: Jastej Singh, A.S. ShahiSorabh SinghalNo ratings yet
- JTAC2011 FulltextDocument8 pagesJTAC2011 FulltextMelissaNo ratings yet
- Weldability of Recycled Steel Bars in UgandaDocument8 pagesWeldability of Recycled Steel Bars in UgandaSenfuka ChristopherNo ratings yet
- Study of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsDocument12 pagesStudy of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsMuhammad Fatka FirmansyahNo ratings yet
- Chapter 4 Centroid - Distr. ForcesDocument33 pagesChapter 4 Centroid - Distr. Forceskamal touilebNo ratings yet
- Weldability of Duplex Stainless Steel: A. Pramanik, G. Littlefair, A.K. BasakDocument30 pagesWeldability of Duplex Stainless Steel: A. Pramanik, G. Littlefair, A.K. Basakkamal touilebNo ratings yet
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNo ratings yet
- ULINC Curriculum - Sample Lesson PlanDocument42 pagesULINC Curriculum - Sample Lesson Plankamal touilebNo ratings yet
- Advancedmanufacturingmergedbook OcredDocument35 pagesAdvancedmanufacturingmergedbook Ocredkamal touilebNo ratings yet
- Acta 2018 2 13Document5 pagesActa 2018 2 13kamal touilebNo ratings yet
- Tokita2020 Article MicrostructuralEvolutionAndSolDocument8 pagesTokita2020 Article MicrostructuralEvolutionAndSolkamal touilebNo ratings yet
- Analysisof Dissimilar Weldingof Austenitic Stainless Steelto Low Carbon Steelby TIGWelding ProcessDocument13 pagesAnalysisof Dissimilar Weldingof Austenitic Stainless Steelto Low Carbon Steelby TIGWelding Processkamal touilebNo ratings yet
- 1 s2.0 S1003632607601204 MainDocument5 pages1 s2.0 S1003632607601204 Mainkamal touilebNo ratings yet
- Thermite WeldingDocument13 pagesThermite Weldingkamal touilebNo ratings yet
- Welds in The Duplex Stainless Steel: Ciofu Florin, Nioaţă Alin, Dobrotă DanDocument8 pagesWelds in The Duplex Stainless Steel: Ciofu Florin, Nioaţă Alin, Dobrotă Dankamal touilebNo ratings yet
- Acta Materialia Zhao Et Al Vol58 Issue19 2010Document14 pagesActa Materialia Zhao Et Al Vol58 Issue19 2010kamal touilebNo ratings yet
- A Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3Document16 pagesA Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3kamal touilebNo ratings yet
- 1 en 21 Chapter AuthorDocument16 pages1 en 21 Chapter Authorkamal touilebNo ratings yet
- Laser Welding of Stainless Steel: ArticleDocument10 pagesLaser Welding of Stainless Steel: Articlekamal touilebNo ratings yet
- 10 1016@j Phpro 2013 03 070Document10 pages10 1016@j Phpro 2013 03 070kamal touilebNo ratings yet
- Ultrasonic NDTDocument48 pagesUltrasonic NDTkamal touilebNo ratings yet
- Firouzifarrashbandi 2020Document4 pagesFirouzifarrashbandi 2020kamal touilebNo ratings yet
- Use of Fundamental Laser Material Interaction Parameters in Laser WeldingDocument11 pagesUse of Fundamental Laser Material Interaction Parameters in Laser Weldingkamal touilebNo ratings yet
- In Uence of Marangoni Convection On Weld Pool Shape and Temperature Distribution in Laser Beam WeldingDocument7 pagesIn Uence of Marangoni Convection On Weld Pool Shape and Temperature Distribution in Laser Beam Weldingkamal touilebNo ratings yet
- Effect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316Document11 pagesEffect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316kamal touilebNo ratings yet
- Laser-Vapour Interaction in High-Power CW Nd:YAG Laser WeldingDocument11 pagesLaser-Vapour Interaction in High-Power CW Nd:YAG Laser Weldingkamal touilebNo ratings yet
- Optics and Lasers in Engineering: I. Eriksson, J. Powell, A.F.H. KaplanDocument6 pagesOptics and Lasers in Engineering: I. Eriksson, J. Powell, A.F.H. Kaplankamal touilebNo ratings yet
- Infrared Physics and Technology: Xinmin Dong, Guofang Wang, Mohammad GhaderiDocument8 pagesInfrared Physics and Technology: Xinmin Dong, Guofang Wang, Mohammad Ghaderikamal touilebNo ratings yet
- Intro XPS MethodandtechniqueDocument62 pagesIntro XPS MethodandtechniqueanonymousNo ratings yet
- de La Salle College Form 4 NopricingDocument3 pagesde La Salle College Form 4 NopricingNigel Muscat EdwardsNo ratings yet
- Power Estimation in Extrusion and Wire-Rod DrawingDocument45 pagesPower Estimation in Extrusion and Wire-Rod DrawingMohamed BrayekNo ratings yet
- 29LFG1LDocument62 pages29LFG1LJuan Morgan Carvajal100% (1)
- Al - Metal MatrixDocument38 pagesAl - Metal Matrixpramo_dassNo ratings yet
- Industrial Control - Bulletin 509 Full VoltageDocument7 pagesIndustrial Control - Bulletin 509 Full VoltageAlex RamirezNo ratings yet
- Class14 Annotated Module04 Problems PDFDocument14 pagesClass14 Annotated Module04 Problems PDFArya dbdbNo ratings yet
- Solenoid Valve Type EVR 25: Installation GuideDocument2 pagesSolenoid Valve Type EVR 25: Installation GuidebenjaminfarfarNo ratings yet
- ASTM D1425 - D1425M-2009e1 - 7500Document3 pagesASTM D1425 - D1425M-2009e1 - 7500zaki001No ratings yet
- Matecconf Ses2018 06006Document6 pagesMatecconf Ses2018 06006Rendell Honey LeybaNo ratings yet
- Mapped GRADE 7Document63 pagesMapped GRADE 7glenn paul catotoNo ratings yet
- Electro-Hydraulic Actuators For Valves SKB32.. SKB82.. SKB62.. SKB60Document16 pagesElectro-Hydraulic Actuators For Valves SKB32.. SKB82.. SKB62.. SKB60Avotech DubaiNo ratings yet
- Module - 3 Partial Differential EquationsDocument23 pagesModule - 3 Partial Differential Equationsprajwal basavaiahNo ratings yet
- 3D Printing of Geopolymer-Based Concrete For Building ApplicationsDocument6 pages3D Printing of Geopolymer-Based Concrete For Building Applicationshamed sadaghianNo ratings yet
- Worksheet - Projectile Motion 2 Solution-2Document5 pagesWorksheet - Projectile Motion 2 Solution-2mjdaihmohammedNo ratings yet
- Emerson LC320EM2F Service Manual PDFDocument110 pagesEmerson LC320EM2F Service Manual PDFJoe ValdezNo ratings yet
- The State of Art of Autonomous Underwater Vehicles in Current and Future DecadesDocument6 pagesThe State of Art of Autonomous Underwater Vehicles in Current and Future DecadesGabrielZamanNo ratings yet
- Cable Drum IR ValueDocument2 pagesCable Drum IR ValueMuralimohan PandianNo ratings yet
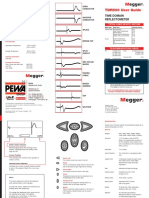
- TDR500 User Guide: Time Domain ReflectometerDocument2 pagesTDR500 User Guide: Time Domain Reflectometersyedfahadraza627No ratings yet
- VHLPX2-38-2WH/C: Product ClassificationDocument5 pagesVHLPX2-38-2WH/C: Product ClassificationKobe MartinezNo ratings yet
- Article1 KHATIB NabilDocument9 pagesArticle1 KHATIB NabilNabilNo ratings yet
- ASME 830.4c 4994Document8 pagesASME 830.4c 4994Alaeddine AbidNo ratings yet
- 11 ChemistryDocument3 pages11 ChemistryDushyant Singh JadonNo ratings yet