You might also like
- Cladding of Low-Carbon Steel To Austenitic Stainless Steel by Hot-Roll Bonding: Microstructure and Mechanical Properties..Document13 pagesCladding of Low-Carbon Steel To Austenitic Stainless Steel by Hot-Roll Bonding: Microstructure and Mechanical Properties..Rami GhorbelNo ratings yet
- ExperimentDocument13 pagesExperimentHandcrafting BeautiesNo ratings yet
- J Matdes 2016 09 029Document8 pagesJ Matdes 2016 09 029GUSTAVO LOPEZ MENDOZANo ratings yet
- Diffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersDocument12 pagesDiffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersMarcionilo Neri da Silva JúniorNo ratings yet
- Journal of Manufacturing Processes: Full Length ArticleDocument14 pagesJournal of Manufacturing Processes: Full Length ArticleSudish Jay MishraNo ratings yet
- 1 s2.0 S1526612517302542 MainDocument14 pages1 s2.0 S1526612517302542 Mainsudish mishraNo ratings yet
- Materials and DesignDocument7 pagesMaterials and DesignGabrielAntoniazziNo ratings yet
- Latest Developments in Friction Welding - A ReviewDocument6 pagesLatest Developments in Friction Welding - A ReviewIJRASETPublicationsNo ratings yet
- Metals: Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless SteelDocument13 pagesMetals: Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless SteelYash MittalNo ratings yet
- Metals: Diffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersDocument12 pagesMetals: Diffusion Bonding of Ti6Al4V To Al O Using Ni/Ti Reactive MultilayersMarcionilo Neri da Silva JúniorNo ratings yet
- Interfacial Microstructure and Mechanical Properties of Diffusion BondedDocument8 pagesInterfacial Microstructure and Mechanical Properties of Diffusion BondedfarahNo ratings yet
- Ultrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4VDocument6 pagesUltrasonic Welding of Dissimilar Metals, AA6061 and Ti6Al4Vkaliappan45490No ratings yet
- Influence of Welding Process On Type IV PDFDocument11 pagesInfluence of Welding Process On Type IV PDFDiego AlonsoNo ratings yet
- Materials Today CommunicationsDocument11 pagesMaterials Today CommunicationsC_rovereNo ratings yet
- Experimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsDocument12 pagesExperimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsRafaela MendesNo ratings yet
- Microstructure and Mechanical Properties of Resistance Upset Butt Welded 304Document11 pagesMicrostructure and Mechanical Properties of Resistance Upset Butt Welded 304Ashkaan OzlatiNo ratings yet
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosNo ratings yet
- Effect of Friction Spot Welding (FSPW) On The Surface Corrosion Behavior of Overlapping AA6181-T4/Ti-6Al-4V JointsDocument8 pagesEffect of Friction Spot Welding (FSPW) On The Surface Corrosion Behavior of Overlapping AA6181-T4/Ti-6Al-4V JointsCarlosNo ratings yet
- Zhang 2008Document8 pagesZhang 2008Adarsh SinghNo ratings yet
- Metals 12 01421 v2Document16 pagesMetals 12 01421 v2Juan BonottiNo ratings yet
- 10 1016@j Jmapro 2013 06 010Document14 pages10 1016@j Jmapro 2013 06 010SamuelshrlyNo ratings yet
- Thermal Fields and Residual Stresses Analysis in TIG Weldments of SS 316 and Monel 400 by Numerical Simulation and ExperimentationDocument17 pagesThermal Fields and Residual Stresses Analysis in TIG Weldments of SS 316 and Monel 400 by Numerical Simulation and ExperimentationRami GhorbelNo ratings yet
- J Matpr 2017 07 083Document8 pagesJ Matpr 2017 07 083anandhunehNo ratings yet
- Mao 2013Document8 pagesMao 2013Nelson AlvarezNo ratings yet
- Low Cost Friction Stir Welding A ReviewDocument10 pagesLow Cost Friction Stir Welding A ReviewWeld TechNo ratings yet
- Coatings 13 00322Document15 pagesCoatings 13 00322Haroune Rachid Ben ZineNo ratings yet
- Metals: Joining Ti6Al4V To Alumina by Diffusion Bonding Using Titanium InterlayersDocument17 pagesMetals: Joining Ti6Al4V To Alumina by Diffusion Bonding Using Titanium InterlayersMarcionilo Neri da Silva JúniorNo ratings yet
- Weld Properties of AISI 303 Free-Machining Stainless SteelDocument9 pagesWeld Properties of AISI 303 Free-Machining Stainless SteeltazzorroNo ratings yet
- Safari, 2012Document9 pagesSafari, 2012kamal touilebNo ratings yet
- Friction Stir Welding Literature ReviewDocument4 pagesFriction Stir Welding Literature Reviewhyz0tiwezif3100% (1)
- Friction Stir Welding of Aluminium AlloysDocument46 pagesFriction Stir Welding of Aluminium AlloysBhupender LawaNo ratings yet
- Materials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaDocument4 pagesMaterials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaPratikraj GohilNo ratings yet
- Effect of Faying Surfaces and Characterization ofDocument39 pagesEffect of Faying Surfaces and Characterization ofsenthil muruganNo ratings yet
- Journal of Manufacturing Processes: Masoud Sabzi, Saeid Mersagh DezfuliDocument12 pagesJournal of Manufacturing Processes: Masoud Sabzi, Saeid Mersagh DezfuliDe KanjutNo ratings yet
- Process Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsDocument6 pagesProcess Optimization of Preheated Friction Stir Welded Ferrous and Non Ferrous MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 2016 Elhadi Study Surface Wear Damage InducedDocument12 pages2016 Elhadi Study Surface Wear Damage InducedDjamel DjamNo ratings yet
- 1 s2.0 S0264127519300905 MainDocument12 pages1 s2.0 S0264127519300905 Mainfrancisco reyesNo ratings yet
- 1 s2.0 S2214785320358120 Main PDFDocument7 pages1 s2.0 S2214785320358120 Main PDFJohnny VillarroelNo ratings yet
- 10.1515 - HTMP 2014 0201Document7 pages10.1515 - HTMP 2014 0201Wahyu Eko PrasetyoNo ratings yet
- Effect of Heat Treatment On The Microstructure and Mechanical Properties of A Welded AISI 410 Martensitic Stainless SteelDocument8 pagesEffect of Heat Treatment On The Microstructure and Mechanical Properties of A Welded AISI 410 Martensitic Stainless SteelAlexis Guzmán MéndezNo ratings yet
- LBW SimufactDocument15 pagesLBW Simufactfathi.alfazaniNo ratings yet
- Effect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...Document16 pagesEffect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...azb00178No ratings yet
- Hot Cracking Duplex Stainless Steel2Document18 pagesHot Cracking Duplex Stainless Steel2Sergio Antonio Muñoz PinzónNo ratings yet
- FW 3 PDFDocument16 pagesFW 3 PDFdaniel 119360020No ratings yet
- Analysis of Stainless Steel Welded Joints A Comparison Between Destructive and Non-Destructive TechniquesDocument7 pagesAnalysis of Stainless Steel Welded Joints A Comparison Between Destructive and Non-Destructive TechniquesKhalid M. HafezNo ratings yet
- P Diffusion Welding of Commercial Aluminum To Carbon Steel: Hassan Abdellatif OsmanDocument4 pagesP Diffusion Welding of Commercial Aluminum To Carbon Steel: Hassan Abdellatif OsmanerpublicationNo ratings yet
- An Overview of Friction Stir Welding (FSW) : A New PerspectiveDocument4 pagesAn Overview of Friction Stir Welding (FSW) : A New PerspectiveinventyNo ratings yet
- On The Choice of Tool Material in Friction Stir Welding of Titanium AlloysDocument10 pagesOn The Choice of Tool Material in Friction Stir Welding of Titanium Alloysflasher_for_nokiaNo ratings yet
- 2014Atabaki.MM焊接综述-强度损失Welding of aluminum alloys to steels an overviewDocument20 pages2014Atabaki.MM焊接综述-强度损失Welding of aluminum alloys to steels an overview1643150672No ratings yet
- 1 s2.0 S0924013618300359 MainDocument5 pages1 s2.0 S0924013618300359 Mainsm_carvalhoNo ratings yet
- Research Paper FSWDocument10 pagesResearch Paper FSWsahith palikaNo ratings yet
- Huang 2016Document9 pagesHuang 2016Rami GhorbelNo ratings yet
- Friction Stir Welding ThesisDocument4 pagesFriction Stir Welding Thesisaflowlupyfcyye100% (2)
- 05 AbstractDocument7 pages05 AbstractMahender ThotakuriNo ratings yet
- Friction Stir Welding Thesis 2011Document4 pagesFriction Stir Welding Thesis 2011melissajacksonminneapolis100% (2)
- Ceramics International: Changming Huang, Bin Zou, Yanan Liu, Shuai Zhang, Chuanzhen Huang, Shasha LiDocument12 pagesCeramics International: Changming Huang, Bin Zou, Yanan Liu, Shuai Zhang, Chuanzhen Huang, Shasha LiThanh DinhNo ratings yet
- R. Priya, C. Mallika, U. Kamachi Mudali: ArticleinfoDocument11 pagesR. Priya, C. Mallika, U. Kamachi Mudali: ArticleinfoMarioNo ratings yet
- 1 s2.0 S0030399212005762 MainDocument12 pages1 s2.0 S0030399212005762 MainMochamad Iqbal GhifaryNo ratings yet
- Demarque 2018Document9 pagesDemarque 2018Jose G. Cueva CardeñaNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- H-14a MicroformingDocument6 pagesH-14a MicroformingVishwajeet GuptaNo ratings yet
- Tikader2018 Article AStudyOnToolingAndItsEffectOnHDocument12 pagesTikader2018 Article AStudyOnToolingAndItsEffectOnHVishwajeet GuptaNo ratings yet
- Metals: Thermal Model of Rotary Friction Welding For Similar and Dissimilar MetalsDocument14 pagesMetals: Thermal Model of Rotary Friction Welding For Similar and Dissimilar MetalsVishwajeet GuptaNo ratings yet
- Analytical Model For Estimating The Amount of Heat Generated During Friction Stir Welding Application On Plates Made of Aluminium Alloy 2024 T351Document29 pagesAnalytical Model For Estimating The Amount of Heat Generated During Friction Stir Welding Application On Plates Made of Aluminium Alloy 2024 T351Austin Dinesh D’Souza NMAMIT - MechNo ratings yet
- Comparative Analysis of Heat Generation in Friction Welding of Steel BarsDocument13 pagesComparative Analysis of Heat Generation in Friction Welding of Steel BarsVishwajeet GuptaNo ratings yet
- Manufacturing of Gear BoxesDocument15 pagesManufacturing of Gear BoxesVarad DateNo ratings yet
- The Most Common Types of Custom Name PlatesDocument3 pagesThe Most Common Types of Custom Name PlatesPrintlanddigitalNo ratings yet
- CableDocument24 pagesCableGnanesh GNo ratings yet
- Blueprint Reading For Welders Spiral Bound Version Ebook PDF VersionDocument61 pagesBlueprint Reading For Welders Spiral Bound Version Ebook PDF Versionramona.evans546100% (35)
- Elaskon 30: Technical Data SheetDocument2 pagesElaskon 30: Technical Data SheetKonstantinos Synodinos100% (2)
- Schlesinger Catalogue PDFDocument24 pagesSchlesinger Catalogue PDFcotecobein19No ratings yet
- h8b C Bonded SealsDocument5 pagesh8b C Bonded SealsRomeo Lemus LainezNo ratings yet
- 2014 - 11 - Basic Metallurgy Grey Iron PDFDocument34 pages2014 - 11 - Basic Metallurgy Grey Iron PDFfelipeNo ratings yet
- Exhibitor List - WINDOWS DOORS & FACADES AND SAUDI GLASSDocument13 pagesExhibitor List - WINDOWS DOORS & FACADES AND SAUDI GLASSAhmed RamzyNo ratings yet
- National Aerospace Standard: Fed. Supply ClassDocument3 pagesNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (2)
- Water and ArregationDocument9 pagesWater and ArregationYasser FathiNo ratings yet
- School of Engineering and Technology: Failure Mode and Effect Analysis On Welding Assembly ProcessDocument10 pagesSchool of Engineering and Technology: Failure Mode and Effect Analysis On Welding Assembly ProcessRikhiram BashyalNo ratings yet
- How Does Contact With Aluminum Affect Concrete - Concrete Construction MagazineDocument1 pageHow Does Contact With Aluminum Affect Concrete - Concrete Construction MagazineHerdisNo ratings yet
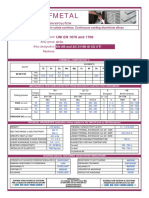
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Amandeep SinghNo ratings yet
- Specification: Title: Cast or Wrought 17.4 PH Stainless SteelDocument3 pagesSpecification: Title: Cast or Wrought 17.4 PH Stainless Steelkrishna chiruNo ratings yet
- The Perfect Thread: - Walter Titex & Walter PrototypDocument53 pagesThe Perfect Thread: - Walter Titex & Walter PrototypTeenTeen GaMingNo ratings yet
- Module 6 PDFDocument180 pagesModule 6 PDFyoustruelyNo ratings yet
- Thanetop P772: (抗磨、抗塵、抗滑溜) 1.0 DescriptionDocument1 pageThanetop P772: (抗磨、抗塵、抗滑溜) 1.0 DescriptionHelen ChoiNo ratings yet
- Bar Cutting MachineDocument1 pageBar Cutting Machinesaurav roy100% (1)
- E505-96 Aluminum & Magnesium Die CastingsDocument3 pagesE505-96 Aluminum & Magnesium Die CastingssanthakumarNo ratings yet
- 001-Plumbing Tools PDFDocument26 pages001-Plumbing Tools PDFcha yokNo ratings yet
- Astm A463a463m 060910Document7 pagesAstm A463a463m 060910D JNo ratings yet
- Centrifugally Cast Iron-Chromium-Nickel High-Alloy Tubing For Pressure Application at High TemperaturesDocument6 pagesCentrifugally Cast Iron-Chromium-Nickel High-Alloy Tubing For Pressure Application at High TemperaturesHoem ITNo ratings yet
- Offer For Kiln Tyre Crack Repair - DroliaDocument5 pagesOffer For Kiln Tyre Crack Repair - DroliaNapoleon Das100% (1)
- Ledeburite: Solidification of Cast IronsDocument14 pagesLedeburite: Solidification of Cast IronsFauzul ImanNo ratings yet
- Operation Sequencing For Sheet Metal Parts: A DissertationDocument135 pagesOperation Sequencing For Sheet Metal Parts: A DissertationShashank BuchasiaNo ratings yet
- Double Bolt Clamps: Minimum Maximum Price Number Size Size Each Minimum Maximum Price Number Size Size EachDocument15 pagesDouble Bolt Clamps: Minimum Maximum Price Number Size Size Each Minimum Maximum Price Number Size Size EachRaymond VoldinoNo ratings yet
- Pellet Dies: Roll Shells and Hammer Mill BeatersDocument4 pagesPellet Dies: Roll Shells and Hammer Mill BeatersELANo ratings yet
- 01-Hansy Company Presentation - 20200901 - Frank Woode - V11.8 - END - OfficialDocument48 pages01-Hansy Company Presentation - 20200901 - Frank Woode - V11.8 - END - OfficialJose Martinez MillaNo ratings yet
- Connectwell Price List 2018 - W.E.F. 20.06.2018 PDFDocument110 pagesConnectwell Price List 2018 - W.E.F. 20.06.2018 PDFArun KumarNo ratings yet