You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Workout Plan RevisedxDocument4 pagesWorkout Plan RevisedxTuvshuu Dri100% (1)
- HP Troubleshooting Assessment - 88.89Document4 pagesHP Troubleshooting Assessment - 88.89Viswa100% (2)
- Stevens-Johnson Syndrome (SJS) and Toxic Epidermal Necrolysis Management, Prognosis and Long Term SequelaeDocument28 pagesStevens-Johnson Syndrome (SJS) and Toxic Epidermal Necrolysis Management, Prognosis and Long Term SequelaePutri SRNo ratings yet
- Ansi - Agma - Awea 6006-A03Document102 pagesAnsi - Agma - Awea 6006-A03Gabriel PóvoaNo ratings yet
- ISO Air Quality IntroductionDocument12 pagesISO Air Quality Introductionmiguem18xNo ratings yet
- Optimization and Numerical Simulation of Outlet of Twin Screw ExtruderDocument5 pagesOptimization and Numerical Simulation of Outlet of Twin Screw ExtruderGabriel PóvoaNo ratings yet
- New Analytical Approach To Calculate The Melt Flow Within The Co-Rotating Twin Screw Extruder by Using The Performance Mapping MethodDocument6 pagesNew Analytical Approach To Calculate The Melt Flow Within The Co-Rotating Twin Screw Extruder by Using The Performance Mapping MethodGabriel PóvoaNo ratings yet
- Artigo - Thermal Optimisation of Polymer Extrusion Using In-Process Monitoring TechniquesDocument9 pagesArtigo - Thermal Optimisation of Polymer Extrusion Using In-Process Monitoring TechniquesGabriel PóvoaNo ratings yet
- Agma 911 194 Incompleta Design Guidelines For Aerospace GearingDocument106 pagesAgma 911 194 Incompleta Design Guidelines For Aerospace GearingGabriel PóvoaNo ratings yet
- Chapter 2 Material PropertiesDocument27 pagesChapter 2 Material PropertiesGagan MiskinNo ratings yet
- Analisis Struktur TeksDocument2 pagesAnalisis Struktur TeksYudi ArmansyahhNo ratings yet
- ACTIVITIESDocument7 pagesACTIVITIESAnonymous irpr3uGyz2100% (2)
- Report of MFIA Final Project On Smart ThermostatDocument5 pagesReport of MFIA Final Project On Smart Thermostatalapati saikrishnaNo ratings yet
- Public Summary: Summary For ARTG Entry: ARTG Entry For Sponsor Postal AddressDocument1 pagePublic Summary: Summary For ARTG Entry: ARTG Entry For Sponsor Postal AddressSofiaProtopsaltiNo ratings yet
- ch5 Settlement of BuildingsDocument33 pagesch5 Settlement of BuildingsRafi Mahmoud SulaimanNo ratings yet
- Flowtee Forging MachiningDocument2 pagesFlowtee Forging MachiningPRASHANT INGALENo ratings yet
- BHEL SOP - Work Resumption After Lock Down PDFDocument16 pagesBHEL SOP - Work Resumption After Lock Down PDFRvNo ratings yet
- Sufferfest Comparison Chart NEWDocument3 pagesSufferfest Comparison Chart NEWyusuf ravatNo ratings yet
- UntitledDocument1,400 pagesUntitledSrisaran Srinivas ArasavelliNo ratings yet
- Freemasonry and Islam With A Special Reference To PakistanDocument8 pagesFreemasonry and Islam With A Special Reference To PakistanmanifaniNo ratings yet
- Hi-Tech Projects: (An Industrial Monthly Magazine On New Project Opportunities and Industrial Technologies)Document17 pagesHi-Tech Projects: (An Industrial Monthly Magazine On New Project Opportunities and Industrial Technologies)Shridhar L MallapurNo ratings yet
- The Use of Insects in Forensic Investigations - An Overview On The Scope of Forensic EntomologyDocument4 pagesThe Use of Insects in Forensic Investigations - An Overview On The Scope of Forensic EntomologyLight100% (1)
- Catullus 3Document73 pagesCatullus 3Eloy Medina OrvizNo ratings yet
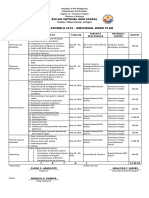
- Brigada Eskwela Individual Plan 2019Document1 pageBrigada Eskwela Individual Plan 2019Arangote GlennNo ratings yet
- International Journal of Noni ResearchDocument83 pagesInternational Journal of Noni ResearchCintia Andrade MoóNo ratings yet
- Study Guide: Demonstrate Knowledge of Wet and Dry Inspection ChambersDocument29 pagesStudy Guide: Demonstrate Knowledge of Wet and Dry Inspection ChambersEric StraussNo ratings yet
- Robinson CrusoeDocument5 pagesRobinson CrusoelovewitharunNo ratings yet
- The Unicorns Sea GhostDocument3 pagesThe Unicorns Sea GhostL PanNo ratings yet
- Mezzo ManualDocument30 pagesMezzo ManualRRinVancouver100% (1)
- Position PaperDocument4 pagesPosition PaperRommel Dave TejanoNo ratings yet
- Math TOPIC 1 PWDocument39 pagesMath TOPIC 1 PWBilly Jay RoqueNo ratings yet
- Bolt ScienceDocument3 pagesBolt SciencevishalnalwarNo ratings yet
- Pharmacognosy: Important Topics in This Section AreDocument3 pagesPharmacognosy: Important Topics in This Section Aredbk0007No ratings yet
- Mega Goal Student Book 1Document112 pagesMega Goal Student Book 1hamadathedoctorNo ratings yet