You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ANSI B16 5 Pipe Flanges Fittings 1981Document159 pagesANSI B16 5 Pipe Flanges Fittings 1981Adrian Motoc100% (4)
- Sump Pump Method of StatementDocument10 pagesSump Pump Method of StatementKhaled NaguibNo ratings yet
- Check List For Iso and ValvesDocument13 pagesCheck List For Iso and ValvesNeeraj JanakiramanNo ratings yet
- Anatomy SluicegateDocument13 pagesAnatomy Sluicegatepir8s_xNo ratings yet
- Codes & Standards For Natural GasDocument13 pagesCodes & Standards For Natural Gasharikrishnanpd3327No ratings yet
- Pipe Routing Guideline Details EngineeringDocument22 pagesPipe Routing Guideline Details EngineeringMIlanNo ratings yet
- Sample Piping Design Engineer ResumeDocument3 pagesSample Piping Design Engineer Resumebilla00100% (5)
- SCHROEDAHL Automatic Recirculation ValveDocument12 pagesSCHROEDAHL Automatic Recirculation ValveJaebeom YiNo ratings yet
- Piping Class - AS20Document2 pagesPiping Class - AS20Дмитрий РыбаковNo ratings yet
- Pamphlet 163-Hydrochloric Acid Storage and Piping SystemsDocument57 pagesPamphlet 163-Hydrochloric Acid Storage and Piping SystemsZain Ali100% (1)
- Folder - PDF - Susan M. Young - 000503Document8 pagesFolder - PDF - Susan M. Young - 000503Cristian Gallegos MuñozNo ratings yet
- EMILIANO - Acrobat Distiller 6.0 (Windows) - 000645Document2 pagesEMILIANO - Acrobat Distiller 6.0 (Windows) - 000645Cristian Gallegos MuñozNo ratings yet
- 38-17037.fm - Acrobat Distiller 4.05 For Windows - 000003Document2 pages38-17037.fm - Acrobat Distiller 4.05 For Windows - 000003Cristian Gallegos MuñozNo ratings yet
- Minera Candelaria: Camión de ExtracciónDocument10 pagesMinera Candelaria: Camión de ExtracciónCristian Gallegos MuñozNo ratings yet
- File 000011Document1 pageFile 000011Cristian Gallegos MuñozNo ratings yet
- Calendario 2021 Excel Lunes A DomingoDocument35 pagesCalendario 2021 Excel Lunes A DomingoEdgar SerafinNo ratings yet
- PDF Juan Lagos Control5 DDDocument8 pagesPDF Juan Lagos Control5 DDCristian Gallegos MuñozNo ratings yet
- PDF Juan Lagos Control5 DDDocument8 pagesPDF Juan Lagos Control5 DDCristian Gallegos MuñozNo ratings yet
- Circular Sightglas e Malux Din28121Document2 pagesCircular Sightglas e Malux Din28121ivanoliveira3261No ratings yet
- Genuine Cummins Parts - FT60765 - 04Document2 pagesGenuine Cummins Parts - FT60765 - 04EPESANo ratings yet
- CG-2019022-00 Brahma Single Waterway MonitorDocument1 pageCG-2019022-00 Brahma Single Waterway MonitorErickNo ratings yet
- How To Use This Manual: Vertical Types GV10/20 & GV51/52 Sizes 1010 Thru 1070 (Page 1 of 4)Document4 pagesHow To Use This Manual: Vertical Types GV10/20 & GV51/52 Sizes 1010 Thru 1070 (Page 1 of 4)dparoNo ratings yet
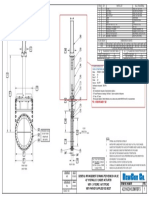
- Valvula de Cuchilla NEWCON de 42 Pulg. Con Accionamiento HidraulicoDocument1 pageValvula de Cuchilla NEWCON de 42 Pulg. Con Accionamiento HidraulicoAlejandro Pupunovich RodriguezNo ratings yet
- Jspl-Refilling StationDocument21 pagesJspl-Refilling StationNaveen Kumar ChauhanNo ratings yet
- Shogun 2001 Fuel ProblemDocument6 pagesShogun 2001 Fuel ProblemJose GilmerNo ratings yet
- Nordstrom FlowserveDocument16 pagesNordstrom FlowserveArun SasiNo ratings yet
- Maximum Torque Settings For Composite FlangesDocument1 pageMaximum Torque Settings For Composite FlangesJulius ContrerasNo ratings yet
- GASKETDocument8 pagesGASKETKun KunNo ratings yet
- Daewoo Doosan Solar 160w V 160wv Wheeled Excavator Parts Catalogue Manual 1586551976Document20 pagesDaewoo Doosan Solar 160w V 160wv Wheeled Excavator Parts Catalogue Manual 1586551976Khalil AfghanNo ratings yet
- API 614 Comments Mac-Su-3563-EDocument17 pagesAPI 614 Comments Mac-Su-3563-EJESUSNo ratings yet
- API Flange Weight Reference Chart 1: Woodco UsaDocument10 pagesAPI Flange Weight Reference Chart 1: Woodco UsaAbde EsselamNo ratings yet
- Marine HVAC and Refrigeration Ventilation Heads Product CatalogueDocument22 pagesMarine HVAC and Refrigeration Ventilation Heads Product CatalogueING JORGE MIGUELNo ratings yet
- Spirax Sarco ValveDocument3 pagesSpirax Sarco ValveDerick MendozaNo ratings yet
- Table 1A List of Material Specifications (Cont'd) : (C) A Manufacturer May Supplement These MandatoryDocument1 pageTable 1A List of Material Specifications (Cont'd) : (C) A Manufacturer May Supplement These MandatoryPanchal ShaileshNo ratings yet
- Sample IsoDocument1 pageSample IsoPankaj SahuNo ratings yet
- Pegler Commercial Valve Solutions Export BrochureDocument84 pagesPegler Commercial Valve Solutions Export BrochureRamadan RashadNo ratings yet
- Catalogo de Partes Passion Pro TR 14Document188 pagesCatalogo de Partes Passion Pro TR 14Yessenia Chavez Bernedo100% (1)
- Pipeline Ancillaries Overview SB GST 41 enDocument9 pagesPipeline Ancillaries Overview SB GST 41 enSiva RamNo ratings yet