You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Modelling Contracting Procedure and The Concept of The Service Portfolio For Finnish Municipalities Using SADT TechniqueDocument12 pagesModelling Contracting Procedure and The Concept of The Service Portfolio For Finnish Municipalities Using SADT TechniqueWael AlmahdiNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- W. I. Zidan and I. M. Elseaidy Atomic Energy Authority of Egypt, ETRR-2, Inshas 13759, Cairo, EgyptDocument9 pagesW. I. Zidan and I. M. Elseaidy Atomic Energy Authority of Egypt, ETRR-2, Inshas 13759, Cairo, EgyptWael AlmahdiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Learn About Quality: What Is A Flowchart?Document3 pagesLearn About Quality: What Is A Flowchart?Wael AlmahdiNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Food Hygiene: © Food - A Fact of Life 2009Document23 pagesFood Hygiene: © Food - A Fact of Life 2009Wael AlmahdiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Havac ListDocument65 pagesHavac ListWael AlmahdiNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- List of The Scholarships of The Government of The SR Oda 2022 2023Document7 pagesList of The Scholarships of The Government of The SR Oda 2022 2023Wael AlmahdiNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Academic Offer and Specific Requirements - Master 2022Document15 pagesAcademic Offer and Specific Requirements - Master 2022Wael AlmahdiNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Braille To Text Conversion Using Slot Sensorized Hand GloveDocument5 pagesBraille To Text Conversion Using Slot Sensorized Hand GloveWael AlmahdiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Process Based Agile Supply Chain Model According To BPR and IDEF 3.0 ConceptsDocument22 pagesProcess Based Agile Supply Chain Model According To BPR and IDEF 3.0 ConceptsWael AlmahdiNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Genetic Algorithm and Time Petri Net Are New Approaches For Path Planning and Co-Ordination Among Sub-Modules in A Mobile RobotDocument10 pagesGenetic Algorithm and Time Petri Net Are New Approaches For Path Planning and Co-Ordination Among Sub-Modules in A Mobile RobotWael AlmahdiNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Curriculum Vitae Samuel SomotDocument3 pagesCurriculum Vitae Samuel SomotWael AlmahdiNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
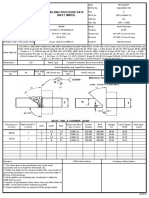
- Welding Procedure Data Sheet (WPDS) Weldproc Demo: Joint Preparation and Layer/Pass SequenceDocument1 pageWelding Procedure Data Sheet (WPDS) Weldproc Demo: Joint Preparation and Layer/Pass SequenceWael AlmahdiNo ratings yet
- BloodDocument7 pagesBloodWael AlmahdiNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Environmental Impact Assessment and Management PlanDocument70 pagesEnvironmental Impact Assessment and Management PlanWael AlmahdiNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Environmental Impact Assessment and Management PlanDocument6 pagesEnvironmental Impact Assessment and Management PlanWael AlmahdiNo ratings yet
- (For Details, Please See The Call For Applications) : Symbols You Must Upload It Until 15 JanuaryDocument5 pages(For Details, Please See The Call For Applications) : Symbols You Must Upload It Until 15 JanuaryWael AlmahdiNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Maximum Voluntary Static Work: Industrial Engineering Department Human Activities Laboratory Experiment 3Document1 pageMaximum Voluntary Static Work: Industrial Engineering Department Human Activities Laboratory Experiment 3Wael AlmahdiNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- DM Paper PPT New-1Document14 pagesDM Paper PPT New-1sridevi rathodNo ratings yet
- Takt Time Vs Cycle TimeDocument6 pagesTakt Time Vs Cycle TimeMarceta BrankicaNo ratings yet
- Best Practices in Software IV&V - Pradeep OakDocument27 pagesBest Practices in Software IV&V - Pradeep OakPradeep OakNo ratings yet
- A Comparative Study of ACO, GA and SA For TSPDocument5 pagesA Comparative Study of ACO, GA and SA For TSPSharad KumbharanaNo ratings yet
- Department of Information Technology: Govt. Murray College SialkotDocument2 pagesDepartment of Information Technology: Govt. Murray College SialkotYasir MasoodNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Maintenance Planning and Scheduling1Document31 pagesMaintenance Planning and Scheduling1Shahid Mehmud100% (3)
- ISD - Course Log - Spring 2021Document3 pagesISD - Course Log - Spring 2021Afshan Bilal-MS 009No ratings yet
- Assignment: 8-Human Resource Information Systems (HRIS) - Case Study "Transforming Human Resources at Novartis: The Human Resources Information System (HRIS) ".Document2 pagesAssignment: 8-Human Resource Information Systems (HRIS) - Case Study "Transforming Human Resources at Novartis: The Human Resources Information System (HRIS) ".Manisha Scrichand100% (3)
- Construction Management MicroprojectDocument11 pagesConstruction Management MicroprojectOmkar JambhaleNo ratings yet
- Introduction To Signal Flow Graph (SFG) : Samuel Jefferson MasonDocument30 pagesIntroduction To Signal Flow Graph (SFG) : Samuel Jefferson MasonSirshenduNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Tugas Uts Termodinamika - Syarif KurrahmanDocument3 pagesTugas Uts Termodinamika - Syarif KurrahmanSyarif KurrahmanNo ratings yet
- ARTIFICIAL INTELLIGENCE Question Paper 21 22Document3 pagesARTIFICIAL INTELLIGENCE Question Paper 21 22cosmos2022weirdoNo ratings yet
- Msms Project ReportDocument51 pagesMsms Project ReportHimanshuNo ratings yet
- SDLC - Software Developement Lifecycle: Life Cycle ModelDocument7 pagesSDLC - Software Developement Lifecycle: Life Cycle ModelPrabha KaranNo ratings yet
- Adc Erp Implementation StrategyDocument5 pagesAdc Erp Implementation StrategyPope EmmanuelNo ratings yet
- Supply Chain Mapping - Reporte2 - Grupo8Document2 pagesSupply Chain Mapping - Reporte2 - Grupo8Josue LoaizaNo ratings yet
- Neural Network Time SeriesDocument42 pagesNeural Network Time SeriesboynaduaNo ratings yet
- A Survey On Load Testing of Large-Scale Software SystemsDocument29 pagesA Survey On Load Testing of Large-Scale Software SystemsTruc LeNo ratings yet
- Robust Reduced Complexity Modeling (R2CM) in Reservoir EngineeringDocument1 pageRobust Reduced Complexity Modeling (R2CM) in Reservoir EngineeringFoundation CMGNo ratings yet
- Enhancing SCADA System SecurityDocument4 pagesEnhancing SCADA System SecurityAdil KhanNo ratings yet
- IEC 62443-4-1 Practices & Requirementes-1Document4 pagesIEC 62443-4-1 Practices & Requirementes-1이창선No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Purdue PGP AI and MLDocument35 pagesPurdue PGP AI and MLalthafNo ratings yet
- 790 1549 1 PB 1Document9 pages790 1549 1 PB 1Ganda PublicNo ratings yet
- All in One QA Jobs 17 AugDocument10 pagesAll in One QA Jobs 17 AuggovardhanreddyNo ratings yet
- Technical Seminar PresentaionDocument13 pagesTechnical Seminar PresentaionNandakumar NandaNo ratings yet
- Week 5-Software Processes Part 2 - OBEDocument30 pagesWeek 5-Software Processes Part 2 - OBEJack TanNo ratings yet
- Loading Dimensions From A Data Vault Model - Data Warehousing With OracleDocument9 pagesLoading Dimensions From A Data Vault Model - Data Warehousing With OracleVasco LimaNo ratings yet
- PPAP 101 - What You Need To KnowDocument9 pagesPPAP 101 - What You Need To KnowQGFNo ratings yet
- GampDocument45 pagesGampsina20795No ratings yet
- Business Analysis - Important PointsDocument10 pagesBusiness Analysis - Important PointsAshutosh GhuleNo ratings yet
- The First Minute: How to start conversations that get resultsFrom EverandThe First Minute: How to start conversations that get resultsRating: 4.5 out of 5 stars4.5/5 (57)