You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Home Assignment On WaeguideDocument2 pagesHome Assignment On WaeguideTsG gHoSt oP100% (1)
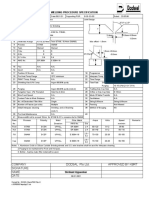
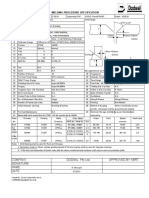
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Ethylene Project GTAW Welding Procedure QatarDocument1 pageEthylene Project GTAW Welding Procedure QatarS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PP41 Rev.3Document1 pagePP41 Rev.3Ashish ChackoNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Conformances: Type: NeutralDocument2 pagesConformances: Type: NeutralsampathkumarNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS PQR CompressedDocument5 pagesWPS PQR CompressedBalaje MantravadiNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Ethylene Project Fillet Weld PQRDocument1 pageEthylene Project Fillet Weld PQRS GoudaNo ratings yet
- NDT SpecsDocument3 pagesNDT SpecsRam Shankar SahuNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Ethylene Project Welding Procedure SpecificationDocument1 pageEthylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Autrod 1264Document2 pagesAutrod 1264Anonymous yL7oldKNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- 01 - 25284124-8230-26-000-0004 - REV.02 - Piping - List - O & U UndergroundDocument2 pages01 - 25284124-8230-26-000-0004 - REV.02 - Piping - List - O & U UndergroundRajeev KumarNo ratings yet
- MAM STD - B3 - 02 - 17 - 04 - Arc WeldingDocument3 pagesMAM STD - B3 - 02 - 17 - 04 - Arc WeldingMohanrajMJNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Wps PQRDocument7 pagesWps PQRsobariNo ratings yet
- Q-Chem Ethylene Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Welding Procedure SpecificationS GoudaNo ratings yet
- Series L145 2-2 NC Pilot Operated Solenoid Valve G3-8 To G1Document2 pagesSeries L145 2-2 NC Pilot Operated Solenoid Valve G3-8 To G1donwload bunkNo ratings yet
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Document14 pagesList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSNo ratings yet
- Reliance Engineering Associates (P) Limited Welding Procedure SpecificationDocument1 pageReliance Engineering Associates (P) Limited Welding Procedure SpecificationdeepakNo ratings yet
- Hoja Calculo TorqueDocument15 pagesHoja Calculo Torquevictor espinozaNo ratings yet
- Egyptian steel plant valve listDocument6 pagesEgyptian steel plant valve listMohamed Elsaid El ShallNo ratings yet
- WPS for Gas Field Development WeldingDocument2 pagesWPS for Gas Field Development WeldingAhmed LepdaNo ratings yet
- Applying SADT technique to model contracting procedures and service portfolios in Finnish municipalitiesDocument12 pagesApplying SADT technique to model contracting procedures and service portfolios in Finnish municipalitiesWael AlmahdiNo ratings yet
- 4 5902037581628967716Document4 pages4 5902037581628967716Wael AlmahdiNo ratings yet
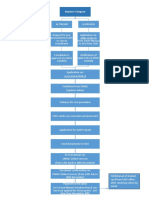
- LEARN ABOUT QUALITY SEARCH AND FLOWCHARTSDocument3 pagesLEARN ABOUT QUALITY SEARCH AND FLOWCHARTSWael AlmahdiNo ratings yet
- Research Plan TemplateDocument1 pageResearch Plan TemplateMensaherang KristyanaNo ratings yet
- The English We Speak Bad Hair DayDocument2 pagesThe English We Speak Bad Hair DayWael AlmahdiNo ratings yet
- W. I. Zidan and I. M. Elseaidy Atomic Energy Authority of Egypt, ETRR-2, Inshas 13759, Cairo, EgyptDocument9 pagesW. I. Zidan and I. M. Elseaidy Atomic Energy Authority of Egypt, ETRR-2, Inshas 13759, Cairo, EgyptWael AlmahdiNo ratings yet
- Food Hygiene: © Food - A Fact of Life 2009Document23 pagesFood Hygiene: © Food - A Fact of Life 2009Wael AlmahdiNo ratings yet
- 3 Auditing HaccpDocument37 pages3 Auditing HaccpKhalid MabrokNo ratings yet
- Transcript: JiayingDocument2 pagesTranscript: JiayingWael AlmahdiNo ratings yet
- Thiết kế không tênDocument1 pageThiết kế không tênlinh maiNo ratings yet
- اوراق ريمDocument4 pagesاوراق ريمWael AlmahdiNo ratings yet
- Braille Patterns: Range: 2800-28FFDocument5 pagesBraille Patterns: Range: 2800-28FForlandoNo ratings yet
- Pre-Selection Applications - Sapienza University of RomeDocument8 pagesPre-Selection Applications - Sapienza University of RomemehanasNo ratings yet
- مراكز ثقل للاشكال هندسيةDocument4 pagesمراكز ثقل للاشكال هندسيةWael AlmahdiNo ratings yet
- List of The Scholarships of The Government of The SR Oda 2022 2023Document7 pagesList of The Scholarships of The Government of The SR Oda 2022 2023Wael AlmahdiNo ratings yet
- Registration Diagram MasterDocument1 pageRegistration Diagram MasterWael AlmahdiNo ratings yet
- Comparing Process Mapping Methods: IDEF0 vs FlowchartDocument16 pagesComparing Process Mapping Methods: IDEF0 vs FlowchartWael AlmahdiNo ratings yet
- Havac ListDocument65 pagesHavac ListWael AlmahdiNo ratings yet
- توصية razzoukDocument1 pageتوصية razzoukWael AlmahdiNo ratings yet
- Null 11Document4 pagesNull 11Wael AlmahdiNo ratings yet
- Academic Offer and Specific Requirements - Master 2022Document15 pagesAcademic Offer and Specific Requirements - Master 2022Wael AlmahdiNo ratings yet
- Braille To English Text Interface System With MicrocontrollerDocument4 pagesBraille To English Text Interface System With MicrocontrollerWael AlmahdiNo ratings yet
- Process Based Agile Supply Chain Model According To BPR and IDEF 3.0 ConceptsDocument22 pagesProcess Based Agile Supply Chain Model According To BPR and IDEF 3.0 ConceptsWael AlmahdiNo ratings yet
- Real-Time Communication Braille Glove For Deaf and Blind: IarjsetDocument6 pagesReal-Time Communication Braille Glove For Deaf and Blind: IarjsetWael AlmahdiNo ratings yet
- Letter of recommendation for Majd Aldeen AlfandiDocument2 pagesLetter of recommendation for Majd Aldeen AlfandiWael AlmahdiNo ratings yet
- Genetic Algorithm and Time Petri Net Are New Approaches For Path Planning and Co-Ordination Among Sub-Modules in A Mobile RobotDocument10 pagesGenetic Algorithm and Time Petri Net Are New Approaches For Path Planning and Co-Ordination Among Sub-Modules in A Mobile RobotWael AlmahdiNo ratings yet
- Mohammed Moayad Alkhateeb: ISO 9001:2015 - Quality Management System (QMS)Document1 pageMohammed Moayad Alkhateeb: ISO 9001:2015 - Quality Management System (QMS)Wael AlmahdiNo ratings yet
- Braille To Text Conversion Using Slot Sensorized Hand GloveDocument5 pagesBraille To Text Conversion Using Slot Sensorized Hand GloveWael AlmahdiNo ratings yet
- Letter of RecommendationDocument1 pageLetter of RecommendationWael AlmahdiNo ratings yet
- Letter of recommendation for Majd Aldeen AlfandiDocument2 pagesLetter of recommendation for Majd Aldeen AlfandiWael AlmahdiNo ratings yet
- Daouadji 2016Document29 pagesDaouadji 2016Zahra ZahraNo ratings yet
- Ecaadesigradi2019 465Document10 pagesEcaadesigradi2019 465Rhino ArdiawanNo ratings yet
- Nippon Steel Technical ReportDocument8 pagesNippon Steel Technical ReportRumman Ul AhsanNo ratings yet
- FX X X: Answer All Questions in This SectionDocument2 pagesFX X X: Answer All Questions in This SectionGeethanjali SivakumarNo ratings yet
- Bovis Units in Everyday Life PDFDocument131 pagesBovis Units in Everyday Life PDFdulce como la miel100% (1)
- Foundation Design For Single PoleDocument3 pagesFoundation Design For Single PoleGururaj KanjikerNo ratings yet
- Saint Ferdinand College Sta. Ana Street, City of Ilagan, Isabela Senior High School DepartmentDocument5 pagesSaint Ferdinand College Sta. Ana Street, City of Ilagan, Isabela Senior High School DepartmentAngela AlejandroNo ratings yet
- Materials Science & Engineering BDocument9 pagesMaterials Science & Engineering BExtrusion TutorialsNo ratings yet
- Theory 1Document35 pagesTheory 1josua jamesNo ratings yet
- Mic10 PDFDocument2 pagesMic10 PDFArnold c ElverNo ratings yet
- Thermal Bridge DisplacementsDocument18 pagesThermal Bridge DisplacementsAhmed KhalafNo ratings yet
- Synchronicity Acausal Connection and The Fractal Dynamics of Clinical PracticeDocument20 pagesSynchronicity Acausal Connection and The Fractal Dynamics of Clinical PracticeDaria DanielNo ratings yet
- The Entropy Change of Pure SubstancesDocument5 pagesThe Entropy Change of Pure SubstancesAbd El-Razek AhmedNo ratings yet
- Light Emitting Diodes: Figure 1: Schematic Diagram of An LEDDocument9 pagesLight Emitting Diodes: Figure 1: Schematic Diagram of An LEDVikash SingleNo ratings yet
- Robotics LabDocument10 pagesRobotics LabAbdul Moiz QarniNo ratings yet
- Fundamentals and Principles of Soil MechanicsDocument13 pagesFundamentals and Principles of Soil Mechanicshuhu heheNo ratings yet
- Important Diagrams For CBSE Class 10Document16 pagesImportant Diagrams For CBSE Class 10UjjawalaNo ratings yet
- 1 s2.0 S036031992205529X MainDocument18 pages1 s2.0 S036031992205529X Maintuangsiong ShuNo ratings yet
- Soil Water MovementDocument7 pagesSoil Water MovementZohaibShoukatBalochNo ratings yet
- TechMaths Gr10 LB EngDocument432 pagesTechMaths Gr10 LB EngSam AlexanderNo ratings yet
- Module 2Document5 pagesModule 2Jairus MahaitNo ratings yet
- Cambridge IGCSE: PHYSICS 0625/42Document16 pagesCambridge IGCSE: PHYSICS 0625/42Kamin Kain SiriwatwetchakulNo ratings yet
- Accurate Diode Ideal: NET Electric FieldDocument5 pagesAccurate Diode Ideal: NET Electric FieldJojo TakatoNo ratings yet
- Experimental Studies On Bearing Capacity of Geosynthetic Reinforced Stone ColumnsDocument16 pagesExperimental Studies On Bearing Capacity of Geosynthetic Reinforced Stone ColumnsAhmed RamadanNo ratings yet
- From Positivism To Post-Positivism: Progress or Digression?: January 2019Document15 pagesFrom Positivism To Post-Positivism: Progress or Digression?: January 2019lengers poworNo ratings yet
- Aeronautical Wind Tunnels in Europe and AsiaDocument364 pagesAeronautical Wind Tunnels in Europe and AsiaVishal KotiaNo ratings yet
- F T ra n sf o rm Y er 2.0 Participant Examination on Basic Radio Propagation TheoryDocument100 pagesF T ra n sf o rm Y er 2.0 Participant Examination on Basic Radio Propagation Theorytrevor t.kNo ratings yet
- The Compozer - A Method To Improve Characteristics of Soft Clays by Inclusion of Large Diameter Sand ColumnsDocument7 pagesThe Compozer - A Method To Improve Characteristics of Soft Clays by Inclusion of Large Diameter Sand ColumnsMohammed KhennoufNo ratings yet
- Servising and Procedure Catalog CF 10031 8-10 R01 en PDFDocument434 pagesServising and Procedure Catalog CF 10031 8-10 R01 en PDFphong100% (1)