You might also like
- Test For Properties of Cement: Physical & ChemicalDocument4 pagesTest For Properties of Cement: Physical & ChemicalmuqeetNo ratings yet
- CFsiloloreslowres PDFDocument8 pagesCFsiloloreslowres PDFtaghdirimNo ratings yet
- Microscopy Data Sheet For Process Aspects: /DAVG/K3/02012022Document10 pagesMicroscopy Data Sheet For Process Aspects: /DAVG/K3/02012022Nihar Ranjan TripathyNo ratings yet
- White Cement - ReportDocument15 pagesWhite Cement - ReportSai PujithNo ratings yet
- Grinding Systems and Cement Composition Optimisation-Cement Additives Added Value - Laurent GuillotDocument15 pagesGrinding Systems and Cement Composition Optimisation-Cement Additives Added Value - Laurent Guillotnathaniel villanuevaNo ratings yet
- Industrial Waste As Alternative Fuel in Cement Industry: Its Impact On EnvironmentDocument7 pagesIndustrial Waste As Alternative Fuel in Cement Industry: Its Impact On EnvironmentBilal El YoussoufiNo ratings yet
- Lean Six Sigma Forlean Six Sigma For Cement Processes - CemLean6S Cement Processes - CemLean6SDocument14 pagesLean Six Sigma Forlean Six Sigma For Cement Processes - CemLean6S Cement Processes - CemLean6SIbrahim YucedagNo ratings yet
- National Cement Company Limited, Clinkerization Unit: Mis ReportDocument52 pagesNational Cement Company Limited, Clinkerization Unit: Mis ReportVaibhav KhodakeNo ratings yet
- Replacement of Clinker With Dune SandDocument18 pagesReplacement of Clinker With Dune SandRehan RaviNo ratings yet
- Raw Meal Grinding Aids: Improving BurnabilityDocument3 pagesRaw Meal Grinding Aids: Improving BurnabilityfaheemqcNo ratings yet
- Pradeepkumar - Rawmix Characteristics FinalDocument96 pagesPradeepkumar - Rawmix Characteristics FinalJackson VuNo ratings yet
- Stoppage Analysis Report Cement Mill 2022-23Document32 pagesStoppage Analysis Report Cement Mill 2022-23Valipireddy NagarjunNo ratings yet
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- Technical Specification of VSK PDFDocument28 pagesTechnical Specification of VSK PDFmaran.suguNo ratings yet
- Daily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Document6 pagesDaily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Vinod Kumar VermaNo ratings yet
- Ball Mill OperatingDocument14 pagesBall Mill OperatingCao Ngoc AnhNo ratings yet
- Line III Heat BalanceDocument65 pagesLine III Heat Balancehmaza shakeelNo ratings yet
- Coal HGI Is.4433.1979Document14 pagesCoal HGI Is.4433.1979ak_thimiriNo ratings yet
- The Use of Scrap Tires in Rotary Cement KilnsDocument9 pagesThe Use of Scrap Tires in Rotary Cement KilnsrpazbNo ratings yet
- SOx Emmissions Absortion FLSDocument14 pagesSOx Emmissions Absortion FLSMartha Carolina Gomez MartinezNo ratings yet
- Amrit Cement Industrial ReportDocument38 pagesAmrit Cement Industrial Reportmanish mohan upadhyayNo ratings yet
- Refra Properties1Document2 pagesRefra Properties1jagrut100% (1)
- Sulfates Topic: Synthesis of The Setting Kinetics ProjectDocument10 pagesSulfates Topic: Synthesis of The Setting Kinetics ProjectcemsavantNo ratings yet
- 1.microscopy - Glass Content in Slag SOPDocument1 page1.microscopy - Glass Content in Slag SOPsaji kumarNo ratings yet
- Questionnaire For Pyroprocessing ModificationDocument8 pagesQuestionnaire For Pyroprocessing ModificationVijay BhanNo ratings yet
- AlternativeFuel - Ashx Foir Cement PlantDocument4 pagesAlternativeFuel - Ashx Foir Cement PlantRavindra BhatnagarNo ratings yet
- Tube Mill OptimisationDocument7 pagesTube Mill OptimisationJoko DewotoNo ratings yet
- Factor Affecting Cement StrengthDocument13 pagesFactor Affecting Cement StrengthGirma TesemaNo ratings yet
- Kiln Area Maintenance Checklist - Infinity For Cement EquipmentDocument25 pagesKiln Area Maintenance Checklist - Infinity For Cement EquipmentAhmed El-ShafeiNo ratings yet
- 1-Cement Manufacturing Process and SystemDocument75 pages1-Cement Manufacturing Process and Systemmlwbd2069No ratings yet
- Heat & Mass Equation For CementDocument99 pagesHeat & Mass Equation For Cementamit100% (1)
- Clinker Temperature Measurement BoxDocument3 pagesClinker Temperature Measurement BoxVijay BhanNo ratings yet
- Technological Advancement in Cement Manufacturing Industry: System Length DiameterDocument16 pagesTechnological Advancement in Cement Manufacturing Industry: System Length Diameterfaran100% (3)
- 042 Drying PDFDocument9 pages042 Drying PDFbkchoudhury1993No ratings yet
- KFUI CUI+project+for+presentationV5Document13 pagesKFUI CUI+project+for+presentationV5mustafNo ratings yet
- Cpb-Sem2011-P11-Axial Sampling and Tromp CurveDocument54 pagesCpb-Sem2011-P11-Axial Sampling and Tromp Curvechibssa alemayehu100% (1)
- Slide 1 - 25.01.2007: HR Activities & Outlook 2007 - Sid TuliDocument33 pagesSlide 1 - 25.01.2007: HR Activities & Outlook 2007 - Sid Tulishivam aggarwalNo ratings yet
- NCV CalculationDocument4 pagesNCV CalculationNaveed Ul Qamar Mughal100% (1)
- SOK Clinker OPCDocument2 pagesSOK Clinker OPCAmr A. NaderNo ratings yet
- Kiln TrippingDocument13 pagesKiln Tripping7atemmohNo ratings yet
- Chemical AnalysisDocument8 pagesChemical Analysisصفاء رجبNo ratings yet
- CementDocument53 pagesCementAbuzar AliNo ratings yet
- Hardness of Clinker Due To Usage of Pet CokeDocument1 pageHardness of Clinker Due To Usage of Pet CokeVijay BhanNo ratings yet
- Cement Plant Operations Handbook - 7thDocument40 pagesCement Plant Operations Handbook - 7thJackson VuNo ratings yet
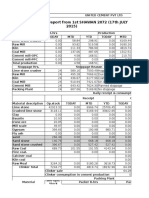
- Ratna Cement Production Report & CostDocument8 pagesRatna Cement Production Report & CostJCSNo ratings yet
- False Air CalcDocument2 pagesFalse Air CalcVijay Bhan100% (1)
- Ultra Tech Cement TadipatriDocument18 pagesUltra Tech Cement TadipatriAshutosh SinghNo ratings yet
- Typical Anchors Used in Cement PlantsDocument1 pageTypical Anchors Used in Cement PlantsEhab Attia SelimNo ratings yet
- Operation of Tube MillDocument23 pagesOperation of Tube MillJoko DewotoNo ratings yet
- M/S. K J S Cement Limited For-6000 TPD Cement PlantDocument22 pagesM/S. K J S Cement Limited For-6000 TPD Cement Plantvinod_eicsNo ratings yet
- Coal Mills PDFDocument16 pagesCoal Mills PDFvtbkNo ratings yet
- Ball-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceDocument7 pagesBall-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceMin MCLNo ratings yet
- AFR Fact Sheet: Fly Ash AFR Co-Processed Volume ('000 T)Document1 pageAFR Fact Sheet: Fly Ash AFR Co-Processed Volume ('000 T)Safrin SangiaNo ratings yet
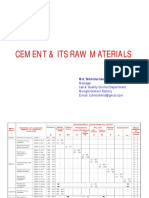
- Cement Raw MaterialsDocument9 pagesCement Raw MaterialsTuhin TahmidNo ratings yet
- WE 12742 Grasim Rawan Table: Mixing Calculation Mixture With Coal B As FuelDocument1 pageWE 12742 Grasim Rawan Table: Mixing Calculation Mixture With Coal B As FuelKenny RuizNo ratings yet
- Inducement of Rapid Analysis For Determination of Reactive Silica and Available Alumina in BauxiteDocument11 pagesInducement of Rapid Analysis For Determination of Reactive Silica and Available Alumina in BauxiteJAFAR MUHAMMADNo ratings yet
- Role of Waste Glass Powder in Fly Ash/slag-Based Alkali-Activated BindersDocument4 pagesRole of Waste Glass Powder in Fly Ash/slag-Based Alkali-Activated BindersAbd El-nour RamdNo ratings yet
- Abdullahi PresentationDocument32 pagesAbdullahi PresentationAbdullahi BabatundeNo ratings yet
- 36 - Geopolymer - Nano Silica - Mech and MicroDocument14 pages36 - Geopolymer - Nano Silica - Mech and Microfs friedaNo ratings yet
- Sugar AsphaltDocument12 pagesSugar AsphaltJoaquínCollanteNo ratings yet
- Home Science UGC NETDocument6 pagesHome Science UGC NETjnsenguptaNo ratings yet
- 11.00 Paul Roger Exane BNP ParibasDocument41 pages11.00 Paul Roger Exane BNP ParibasParamananda SinghNo ratings yet
- 09.30 Bruno Fux INSEE EcocycleDocument19 pages09.30 Bruno Fux INSEE EcocycleParamananda SinghNo ratings yet
- 12.00 Kare Helge Karstensen SINTEFDocument137 pages12.00 Kare Helge Karstensen SINTEFParamananda SinghNo ratings yet
- 11.30 Imran Akram IA CementDocument12 pages11.30 Imran Akram IA CementParamananda SinghNo ratings yet
- 09.00 Hiroyuki Egawa Taiheiyo Cement CorporationDocument24 pages09.00 Hiroyuki Egawa Taiheiyo Cement CorporationParamananda SinghNo ratings yet
- Indonesia Cement Industry Updates 2020-2021: June 21 2021, Asosiasi Semen Indonesia Widodo SantosoDocument20 pagesIndonesia Cement Industry Updates 2020-2021: June 21 2021, Asosiasi Semen Indonesia Widodo SantosoParamananda SinghNo ratings yet
- S. Testing of Raw Materials: Method-1 (Using 0.5N Hci and 0.25N Naoh Solutions)Document5 pagesS. Testing of Raw Materials: Method-1 (Using 0.5N Hci and 0.25N Naoh Solutions)Paramananda SinghNo ratings yet
- 08.00 Raju Goyal CTO UltraTech CementDocument11 pages08.00 Raju Goyal CTO UltraTech CementParamananda SinghNo ratings yet
- Charles Zastrow, Karen K. Kirst-Ashman-Understanding Human Behavior and The Social Environment-Thomson Brooks - Cole (2007)Document441 pagesCharles Zastrow, Karen K. Kirst-Ashman-Understanding Human Behavior and The Social Environment-Thomson Brooks - Cole (2007)joan82% (17)
- Lab 1Document51 pagesLab 1aliNo ratings yet
- Anykycaccount Com Product Payoneer Bank Account PDFDocument2 pagesAnykycaccount Com Product Payoneer Bank Account PDFAnykycaccountNo ratings yet
- Handout Waste Catch BasinDocument2 pagesHandout Waste Catch BasinJonniel De GuzmanNo ratings yet
- Group Members: - Muhamad Sahli B Muda - Nurul Hana Balqis Baharom - Napsiah Abdul RahmanDocument18 pagesGroup Members: - Muhamad Sahli B Muda - Nurul Hana Balqis Baharom - Napsiah Abdul RahmanNurul Hana BalqisNo ratings yet
- The Perception of Luxury Cars MA Thesis 25 03Document60 pagesThe Perception of Luxury Cars MA Thesis 25 03Quaxi1954No ratings yet
- 2023 2024 Syllabus PDFDocument23 pages2023 2024 Syllabus PDFRika DianaNo ratings yet
- Bearing 1Document27 pagesBearing 1desalegn hailemichaelNo ratings yet
- New Microsoft Word DocumentDocument3 pagesNew Microsoft Word DocumentAditya ShanbhagNo ratings yet
- 1.classification of Reciprocating PumpsDocument8 pages1.classification of Reciprocating Pumpsgonri lynnNo ratings yet
- ASTR 323 Homework 4Document2 pagesASTR 323 Homework 4Andrew IvanovNo ratings yet
- Ec 0301Document25 pagesEc 0301Silvio RomanNo ratings yet
- Lecture BouffonDocument1 pageLecture BouffonCarlos Enrique GuerraNo ratings yet
- Very Hungry Caterpillar Clip CardsDocument5 pagesVery Hungry Caterpillar Clip CardsARTGRAVETO ARTNo ratings yet
- BLG311 Cell Biology: Course Outline (Fall 2020)Document11 pagesBLG311 Cell Biology: Course Outline (Fall 2020)Emilija BjelajacNo ratings yet
- Gracella Irwana - G - Pert 04 - Sia - 1Document35 pagesGracella Irwana - G - Pert 04 - Sia - 1Gracella IrwanaNo ratings yet
- Effective TeachingDocument94 pagesEffective Teaching小曼No ratings yet
- Monster Hunter: World - Canteen IngredientsDocument5 pagesMonster Hunter: World - Canteen IngredientsSong HoeNo ratings yet
- Royal British College Dancesport TeamDocument10 pagesRoyal British College Dancesport TeamAnna rose CabatinganNo ratings yet
- All Nobel Prizes in LiteratureDocument16 pagesAll Nobel Prizes in LiteratureMohsin IftikharNo ratings yet
- Class InsectaDocument4 pagesClass InsectaLittle Miss CeeNo ratings yet
- Masking Conventional Metallic Cast Post For Enhancing EstheticsDocument5 pagesMasking Conventional Metallic Cast Post For Enhancing EstheticsleilyanisariNo ratings yet
- Unit 20: TroubleshootingDocument12 pagesUnit 20: TroubleshootingDongjin LeeNo ratings yet
- KM170, KM171, KM172, F3A21, F3A22: 3 SPEED FWD (Lock Up & Non Lock Up)Document4 pagesKM170, KM171, KM172, F3A21, F3A22: 3 SPEED FWD (Lock Up & Non Lock Up)krzysiek1975No ratings yet
- A Vocabulary of Latin Nouns and AdnounsDocument129 pagesA Vocabulary of Latin Nouns and Adnounsthersitesslaughter-1No ratings yet
- Catalogue - Central Battery SystemDocument12 pagesCatalogue - Central Battery SystemarifzakirNo ratings yet
- CESCOM 10 - Aircraft Status Report: Maintenance InspectionsDocument78 pagesCESCOM 10 - Aircraft Status Report: Maintenance InspectionsAlejandro BarradasNo ratings yet
- Task of ProjectDocument14 pagesTask of ProjectAbdul Wafiy NaqiuddinNo ratings yet
- Design of Purlins: Try 75mm X 100mm: Case 1Document12 pagesDesign of Purlins: Try 75mm X 100mm: Case 1Pamela Joanne Falo AndradeNo ratings yet
- Shoshana Bulka PragmaticaDocument17 pagesShoshana Bulka PragmaticaJessica JonesNo ratings yet