You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Melag 23 Autoclave - Maintenance ManualDocument8 pagesMelag 23 Autoclave - Maintenance Manualleopa7850% (2)
- Course I - Lecture 10 - Contact MaterialsDocument16 pagesCourse I - Lecture 10 - Contact MaterialsSemir PerlaNo ratings yet
- Sphere Rod Modeling and Analysis of Electric Field Distribution in AirDocument9 pagesSphere Rod Modeling and Analysis of Electric Field Distribution in AirSemir PerlaNo ratings yet
- Discharges Interpretation of Partial at DC Voltages: FrommDocument10 pagesDischarges Interpretation of Partial at DC Voltages: FrommSemir PerlaNo ratings yet
- Ultra Wide Band Response of Partial Discharge Test Circuit: October 2010Document5 pagesUltra Wide Band Response of Partial Discharge Test Circuit: October 2010Semir PerlaNo ratings yet
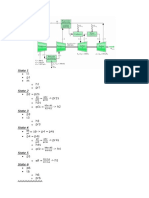
- State 1: p1 pr1 p2s pr2s 2 1 2 1Document2 pagesState 1: p1 pr1 p2s pr2s 2 1 2 1Semir PerlaNo ratings yet
- Socomec AtysDocument2 pagesSocomec AtysmehdivinciNo ratings yet
- RL (Radio Link)Document7 pagesRL (Radio Link)Indria HanandiniNo ratings yet
- Laser Communication: Mini Project ReportDocument15 pagesLaser Communication: Mini Project ReportPrasannaKumarReddyKaturuNo ratings yet
- Modelo Bobinas de HelmholtzDocument12 pagesModelo Bobinas de HelmholtzJuan Luis Palacio BedoyaNo ratings yet
- AT5669HDocument11 pagesAT5669HAlberto JuarezNo ratings yet
- DatasheetDocument3 pagesDatasheetrrr2013No ratings yet
- Construction Working Operation and Maintenance of Electrostatic PrecipitatoDocument91 pagesConstruction Working Operation and Maintenance of Electrostatic PrecipitatoWill KisekiNo ratings yet
- JLHP-JMHP-JHHP: Horizontally Polorized FM Antenna SeriesDocument2 pagesJLHP-JMHP-JHHP: Horizontally Polorized FM Antenna SeriesGmo HdezNo ratings yet
- Testing of MV Motors Sep 2014Document2 pagesTesting of MV Motors Sep 2014Clash with HBNo ratings yet
- 20150227080211Chp 5 InductionDocument17 pages20150227080211Chp 5 Inductionbatraz79No ratings yet
- Radar Systems: TEST - 01Document8 pagesRadar Systems: TEST - 01mounikaNo ratings yet
- Eritech Ericore Downconductor: Stage 1 - Impedance (Z) Typical Lightning Waveform Eritech Ericore CharacteristicDocument1 pageEritech Ericore Downconductor: Stage 1 - Impedance (Z) Typical Lightning Waveform Eritech Ericore CharacteristicNguyễn TấnNo ratings yet
- EE2001 Tutorial 8 QuestionsDocument3 pagesEE2001 Tutorial 8 QuestionsPeiXuan HoNo ratings yet
- ME3281 Term PaperDocument11 pagesME3281 Term PaperEdmund ChongNo ratings yet
- Maximum Reliability and Minimal Maintenance: Pantograph Disconnectors Upto 550kV - GW54Document2 pagesMaximum Reliability and Minimal Maintenance: Pantograph Disconnectors Upto 550kV - GW54Han Huang100% (1)
- The Calculation of The Temperature Rise and Load Capability of Cable SystemsDocument13 pagesThe Calculation of The Temperature Rise and Load Capability of Cable SystemsRogelio Revetti100% (1)
- CB12245A Battery Charger: One Product For The Field: 12 and 24 VDCDocument1 pageCB12245A Battery Charger: One Product For The Field: 12 and 24 VDCHoucin GNo ratings yet
- Dometic Service ManualDocument65 pagesDometic Service ManualSam100% (1)
- PCB Designing Fundamentals: Compiled By: Hiren Patel (ET Dept.)Document42 pagesPCB Designing Fundamentals: Compiled By: Hiren Patel (ET Dept.)Chintaan PatelNo ratings yet
- SUBSTATION OPERATOR - Job Description PDFDocument1 pageSUBSTATION OPERATOR - Job Description PDFhabte gebreial shrashrNo ratings yet
- Gravity Geophysical MethodDocument3 pagesGravity Geophysical MethodFebrianto Jeremy AllakNo ratings yet
- Dafang Single Girder Overheade Crane Operation Manual PDFDocument58 pagesDafang Single Girder Overheade Crane Operation Manual PDFSami SawalhaNo ratings yet
- EE2025 Tut7 SolnDocument8 pagesEE2025 Tut7 SolnBryanLyonBearCtdbNo ratings yet
- UT5Document15 pagesUT5Jignesh ShahNo ratings yet
- MMLB 01 - 02 Manual GB - FR-FR PDFDocument8 pagesMMLB 01 - 02 Manual GB - FR-FR PDFAnonymous xBi2FsBxNo ratings yet
- KitechDocument5 pagesKitechkhushinmakimNo ratings yet
- Rotation Speed Monitor S1SD-1FI-1R: FunctionDocument10 pagesRotation Speed Monitor S1SD-1FI-1R: Functionandy175No ratings yet
- Ats-021 022Document4 pagesAts-021 022Nebojša MaletinNo ratings yet
- Axitec 250-270 MonoDocument2 pagesAxitec 250-270 MonoSamer Al-MimarNo ratings yet