You might also like
- Offshore coating repair durability testing of pre-treatment quality and coating layersDocument17 pagesOffshore coating repair durability testing of pre-treatment quality and coating layersANIBALLOPEZVEGA100% (1)
- Intra Laboratory Assessment of Commercial Test Kits For Quantifying Chloride On Steel SurfacesDocument11 pagesIntra Laboratory Assessment of Commercial Test Kits For Quantifying Chloride On Steel SurfacesAnonymous jw0enWB100% (1)
- Shapeshell - Steel Structure Painting Technical Specification 2020-02-10 PDFDocument4 pagesShapeshell - Steel Structure Painting Technical Specification 2020-02-10 PDFmorisNo ratings yet
- Trouble With Coating Structural Concrete: Part IIDocument13 pagesTrouble With Coating Structural Concrete: Part IIHector Aldair Valle Rivera100% (1)
- Evaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelDocument9 pagesEvaluation of Corrosion Protection Properties of Additives For Waterborne Epoxy Coatings On SteelJhon jairo100% (1)
- Research Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsDocument18 pagesResearch Progress in Organic Zinc Rich Primer Coatings For Cathodic Protection of MetalsJorge Suarez100% (1)
- Commented - FZV Painting Specification-2019Document41 pagesCommented - FZV Painting Specification-2019Raj100% (1)
- The Case of The Strange Blistering: Cases From The F-FilesDocument5 pagesThe Case of The Strange Blistering: Cases From The F-FilesSamsu Sams100% (1)
- PPL Su 2005 PDFDocument11 pagesPPL Su 2005 PDFresp-ect100% (1)
- CPT 1 ConcreteDocument9 pagesCPT 1 ConcreteJossef.ahsan Jossef.ahsan100% (1)
- History Thermal SprayingDocument5 pagesHistory Thermal Sprayingmaverick_cvc100% (1)
- TSS - Overcoating Document - TSS-X CUT+TI-069-01+Overcoating+an+unknown+coatingDocument5 pagesTSS - Overcoating Document - TSS-X CUT+TI-069-01+Overcoating+an+unknown+coatingRifki Fathurrahman100% (1)
- Polymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsDocument20 pagesPolymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsAnimesh Kumar100% (1)
- Barrier-Adhesion Principle For Corrosion PrtotectionDocument10 pagesBarrier-Adhesion Principle For Corrosion PrtotectionINRO Ingeníeria100% (1)
- BrederoShaw TP TropicEnvironment PDFDocument8 pagesBrederoShaw TP TropicEnvironment PDFMakrame BattazNo ratings yet
- MST For Concrete RepairDocument6 pagesMST For Concrete RepairDelta akathehusky100% (1)
- Progress in Organic Coating-PaperDocument22 pagesProgress in Organic Coating-Paperjibin k p100% (1)
- Corrosion ProtectionDocument8 pagesCorrosion ProtectionJohndann100% (1)
- Repairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDDocument6 pagesRepairing & Protective Coating System For Cooling Tower: SP Concare Pvt. LTDAnkita Baban Gavade100% (1)
- Non Skid AreasDocument2 pagesNon Skid AreasHossain AnwarNo ratings yet
- Performance Evaluation of Alkyd Coatings For Corrosion Protection in Urban and Industrial EnvironmentsDocument6 pagesPerformance Evaluation of Alkyd Coatings For Corrosion Protection in Urban and Industrial Environmentsguayoyito100% (1)
- Fusion Bond Epoxy (FBE) Coating RepairsDocument4 pagesFusion Bond Epoxy (FBE) Coating Repairsyasi heeru100% (1)
- Corrosion TheoryDocument10 pagesCorrosion Theory7amada11100% (1)
- Project Quality Control Form QCF315 Painting Inspection ReportDocument1 pageProject Quality Control Form QCF315 Painting Inspection Reportminhnn100% (1)
- Stainless SteelDocument8 pagesStainless SteelEdgarDavidDiazCampos100% (1)
- The Influence of Pigment Volume Concentration (PVC)Document6 pagesThe Influence of Pigment Volume Concentration (PVC)chemsiton100% (1)
- Boat Laning CoatingDocument1 pageBoat Laning Coatingwaleedyehia100% (1)
- Abrasive Blasting COP August 2019Document47 pagesAbrasive Blasting COP August 2019Ian Flynn100% (1)
- GalvInfoNote - 3 - 1 How Zinc Protects SteelDocument6 pagesGalvInfoNote - 3 - 1 How Zinc Protects SteelKYAW SOE100% (1)
- PcsDocument19 pagesPcsArun Prasad100% (1)
- Coating To Seawater Cooling Tower Rev 0 27-04-03Document33 pagesCoating To Seawater Cooling Tower Rev 0 27-04-03gururaj100% (1)
- NclUni Lect1 1103Document49 pagesNclUni Lect1 1103Dino Peduto100% (1)
- MARINE ConcreteDocument12 pagesMARINE ConcreteChristian Bar100% (1)
- 20160215042419-Ki Stahlsortenvergleich Rev0 eDocument4 pages20160215042419-Ki Stahlsortenvergleich Rev0 esanrexiNo ratings yet
- NewbuildingUniversalPrimers WhitePaperDocument4 pagesNewbuildingUniversalPrimers WhitePapermkccm100% (1)
- 001CorrosionArticleAntiCorrosionTechWEIQ PDFDocument3 pages001CorrosionArticleAntiCorrosionTechWEIQ PDFJACK100% (1)
- Standard Type of RT 50 Cooling Tower: Air Flow Water FlowDocument5 pagesStandard Type of RT 50 Cooling Tower: Air Flow Water FlowBapu612345100% (1)
- Influence of Paint On Steel Corrosion For Marine ApplicationsDocument8 pagesInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- Corrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationDocument61 pagesCorrosion Protection Evaluation of Some Organic Coatings Incorrosion Protection EvaluationUsama Awad100% (1)
- Fouling-Resistant Coating for Heat ExchangersDocument3 pagesFouling-Resistant Coating for Heat Exchangersزيد عدنان عبد الحسين100% (1)
- Environment Test Sheet: Waktu Item TanggalDocument3 pagesEnvironment Test Sheet: Waktu Item TanggalImam Situmeang100% (1)
- Jotun Anti SkidDocument2 pagesJotun Anti Skidapde06100% (1)
- PolyurethaneDocument2 pagesPolyurethaneKokchuan WangNo ratings yet
- Repairing HDG ProductsDocument1 pageRepairing HDG ProductsZMC100% (1)
- Fouling Release Coatings Combat Fouling: Power Generation & Water Treatment FacilitiesDocument22 pagesFouling Release Coatings Combat Fouling: Power Generation & Water Treatment Facilitiesthai avvai100% (1)
- Coating IndiaDocument53 pagesCoating Indiaagustinusset100% (1)
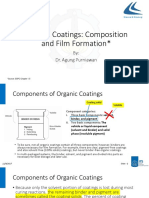
- Material & Metalurgy: Organic Coatings Composition and Film FormationDocument24 pagesMaterial & Metalurgy: Organic Coatings Composition and Film FormationYulia Puspa Dewi100% (1)
- Comparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFDocument6 pagesComparisons of Epoxy Technology For Protective Coatings and Linings in Wastewater Facilities PDFarthurms325100% (1)
- SPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersDocument6 pagesSPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersTangtang Guo100% (1)
- Interline 955 Performance Test Data ForDocument2 pagesInterline 955 Performance Test Data ForMehman Nasibov100% (1)
- The Wagner TipsDocument12 pagesThe Wagner Tipsihrodri100% (1)
- White Rust and Galvanized Cooling TowersDocument2 pagesWhite Rust and Galvanized Cooling Towersnorrisherrington100% (1)
- Flooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncDocument50 pagesFlooring Options For High Traffic Areas: Presented By: Jayson L. Helsel, P.E. KTA-Tator, IncJayesh100% (1)
- Ship Hull MaintenanceDocument20 pagesShip Hull MaintenanceCornelia Theodora100% (1)
- Dr. Bugs Tan ADIPEC Conference PaperDocument23 pagesDr. Bugs Tan ADIPEC Conference PaperDr Bugs Tan100% (1)
- Corrosion MonitoringDocument5 pagesCorrosion MonitoringEduardo EstradaNo ratings yet
- Tp-57-Pap Detection of Concrete Damage Using Ultrasonic Pulse Velocity MethodDocument8 pagesTp-57-Pap Detection of Concrete Damage Using Ultrasonic Pulse Velocity Methodsetyo hardonoNo ratings yet
- Agilent Nano Indenter G300: Data SheetDocument4 pagesAgilent Nano Indenter G300: Data Sheetgursharan singhNo ratings yet
- Application Research On Corrosion Scanning ofDocument7 pagesApplication Research On Corrosion Scanning ofkhalid muhammadNo ratings yet
- National Institute of Technology: M. Tech. DEGREE IN Non - Destructive TestingDocument39 pagesNational Institute of Technology: M. Tech. DEGREE IN Non - Destructive TestingAvijit DebnathNo ratings yet
- West Bengal E-DistrictDocument1 pageWest Bengal E-DistrictAvijit DebnathNo ratings yet
- OJEE 2023 Application ConfirmationDocument2 pagesOJEE 2023 Application ConfirmationAvijit DebnathNo ratings yet
- Scan COI for employment insurance detailsDocument2 pagesScan COI for employment insurance detailsAvijit DebnathNo ratings yet
- Government of West Bengal Office of The Block Development Officer Egra-I, Purba MedinipurDocument1 pageGovernment of West Bengal Office of The Block Development Officer Egra-I, Purba MedinipurAvijit DebnathNo ratings yet
- Cp-105 Inquiry Form: (Not A Part of American National Standard ANSI/ASNT CP-105: 2020)Document1 pageCp-105 Inquiry Form: (Not A Part of American National Standard ANSI/ASNT CP-105: 2020)Avijit DebnathNo ratings yet
- TMP 37Document2 pagesTMP 37Avijit DebnathNo ratings yet
- Niyo Global SBM CC - SOCDocument1 pageNiyo Global SBM CC - SOCAvijit DebnathNo ratings yet
- SARVEPALLI RADHAKRISHAN UNIV BHOPAL - 32 EndDocument9 pagesSARVEPALLI RADHAKRISHAN UNIV BHOPAL - 32 EndAvijit DebnathNo ratings yet
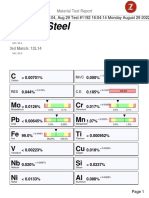
- Carbon steel material test report analysisDocument2 pagesCarbon steel material test report analysisAvijit DebnathNo ratings yet
- ASNT NDT Level III Certification GuideDocument6 pagesASNT NDT Level III Certification GuideAvijit DebnathNo ratings yet
- University Grants CommissionDocument25 pagesUniversity Grants CommissionAvijit DebnathNo ratings yet
- PT 7 Discontinuities, Their Origin and Types.Document16 pagesPT 7 Discontinuities, Their Origin and Types.Avijit DebnathNo ratings yet
- Cswip 3.0 ReportingDocument32 pagesCswip 3.0 ReportingAvijit DebnathNo ratings yet
- Material composition and test resultsDocument2 pagesMaterial composition and test resultsAvijit DebnathNo ratings yet
- TMP 19Document2 pagesTMP 19Avijit DebnathNo ratings yet
- TMP 32Document2 pagesTMP 32Avijit DebnathNo ratings yet
- Ut 2Document21 pagesUt 2Avijit DebnathNo ratings yet
- RADIOGRAPHY TEST Chapter 14 Specialized Radiographic Equipment.Document23 pagesRADIOGRAPHY TEST Chapter 14 Specialized Radiographic Equipment.Avijit DebnathNo ratings yet
- Welding & NDT Services YouTube Channel & WhatsApp Chat LinksDocument12 pagesWelding & NDT Services YouTube Channel & WhatsApp Chat LinksAvijit DebnathNo ratings yet
- TMP 27Document2 pagesTMP 27Avijit DebnathNo ratings yet
- Rockwell and Vickers hardness test block guideDocument2 pagesRockwell and Vickers hardness test block guideAvijit DebnathNo ratings yet
- MT Chapter 9 Discontinuities, Their Origin and Types.Document23 pagesMT Chapter 9 Discontinuities, Their Origin and Types.Avijit DebnathNo ratings yet
- Comparison Between - 6 DB and - 12 DB Amplitude Drop Techniques For Length SizingDocument8 pagesComparison Between - 6 DB and - 12 DB Amplitude Drop Techniques For Length SizingJuliooooNo ratings yet
- Mmthodsfa: Plicatian Uual LnputimDocument6 pagesMmthodsfa: Plicatian Uual LnputimAvijit DebnathNo ratings yet
- Ut Q 5Document4 pagesUt Q 5JithuJohnNo ratings yet
- Good Practices in LIBS Analysis: Review and Advices: Josette El Haddad, Lionel Canioni, Bruno BousquetDocument13 pagesGood Practices in LIBS Analysis: Review and Advices: Josette El Haddad, Lionel Canioni, Bruno BousquetAvijit DebnathNo ratings yet
- Ut Q 4Document3 pagesUt Q 4Avijit DebnathNo ratings yet
- RADIOGRAPHY TEST Chapter 17 Discontinuities, Their Origin and Types.Document17 pagesRADIOGRAPHY TEST Chapter 17 Discontinuities, Their Origin and Types.Avijit DebnathNo ratings yet
- UT Thickness Gauge ProcedureDocument5 pagesUT Thickness Gauge ProcedureSenthil Kumaran100% (2)
- Flyash Bricks: Profile No.: 17 NIC CodeDocument6 pagesFlyash Bricks: Profile No.: 17 NIC Codeesha108No ratings yet
- BSPT Thread Sizes and DimensionsDocument3 pagesBSPT Thread Sizes and DimensionsOrlando Rebelo100% (1)
- Box Culvert Estimate 3/53/0Document69 pagesBox Culvert Estimate 3/53/0veevimalNo ratings yet
- Manufacturing of CompositesDocument21 pagesManufacturing of CompositesLaura RobayoNo ratings yet
- SKYVILLA SANITARY BOQDocument8 pagesSKYVILLA SANITARY BOQMekdesNo ratings yet
- Heavy Duty Concealed Hinge J95-C24/25T: 8.3 7.2 8 Hinge Side O.C. (B) 3 25 Overlay Distance (E) FrameDocument2 pagesHeavy Duty Concealed Hinge J95-C24/25T: 8.3 7.2 8 Hinge Side O.C. (B) 3 25 Overlay Distance (E) Framegarych72No ratings yet
- Key properties and applications of common metals and alloysDocument24 pagesKey properties and applications of common metals and alloysJacob StrifeNo ratings yet
- BYBU - XR731 - Fire-Resistance Ratings - ANSI - UL 1709 - UL Product Iq - GCP-AVICOTE Z-156PC PDFDocument5 pagesBYBU - XR731 - Fire-Resistance Ratings - ANSI - UL 1709 - UL Product Iq - GCP-AVICOTE Z-156PC PDFCIAKNo ratings yet
- PDE-CMG-G00-EC-0001-000-05-DPP-1 PES-Y1 PaintingDocument36 pagesPDE-CMG-G00-EC-0001-000-05-DPP-1 PES-Y1 PaintingNamta GeorgeNo ratings yet
- Ardency House Digital BookletDocument23 pagesArdency House Digital BookletBunnyBun2No ratings yet
- Proforma Invoice 07 GangadharDocument2 pagesProforma Invoice 07 GangadharNaresh KumarNo ratings yet
- Refresher Notes - Plumbing Code: Master Plumber Lisensure ExamDocument15 pagesRefresher Notes - Plumbing Code: Master Plumber Lisensure ExamDanica Jane Sajol100% (3)
- Tiles Proposal From Al BalaghDocument3 pagesTiles Proposal From Al BalaghHariKumar PNo ratings yet
- Hassas Döküm Genel HatlarıDocument56 pagesHassas Döküm Genel HatlarıUgur KayaNo ratings yet
- Bills of Quantities For Majak Maker ProjectDocument19 pagesBills of Quantities For Majak Maker ProjectMalith NakNo ratings yet
- 12/1/2014 Powder MetallurgyDocument29 pages12/1/2014 Powder Metallurgysofyan sam0% (2)
- J Conbuildmat 2017 02 107Document7 pagesJ Conbuildmat 2017 02 107Jerson SotoNo ratings yet
- Detail of Floor Drain Detail of Floor Cleanout Vent Thru Roof DetailDocument1 pageDetail of Floor Drain Detail of Floor Cleanout Vent Thru Roof DetailLhewiz BrionesNo ratings yet
- Compressive Strength of Hydraulic Cement Mortars (Using 2-In. or (50-mm) Cube Specimens)Document10 pagesCompressive Strength of Hydraulic Cement Mortars (Using 2-In. or (50-mm) Cube Specimens)anant11235100% (1)
- Knife Gate Valve - AVKCMSDocument2 pagesKnife Gate Valve - AVKCMSjuantamad02No ratings yet
- Materials and Design Bases Issues in Code Case: Asme N-47Document36 pagesMaterials and Design Bases Issues in Code Case: Asme N-47Bryan ManaloNo ratings yet
- Metallurgists-Quiz No.6 (: Mutiple Choice QuestionsDocument6 pagesMetallurgists-Quiz No.6 (: Mutiple Choice QuestionsRathnakrajaNo ratings yet
- Structural Timber Adhesives - Timber QueenslandDocument19 pagesStructural Timber Adhesives - Timber QueenslandAlronavee MambajeNo ratings yet
- Composite Material Natural Fibre Introduction, Properties, and ApplicationDocument18 pagesComposite Material Natural Fibre Introduction, Properties, and ApplicationNur Ariesman SallehNo ratings yet
- Pavement Design Report (PK 50 - PK 61.3) - Rev.1 05 May 2021Document94 pagesPavement Design Report (PK 50 - PK 61.3) - Rev.1 05 May 2021Adrian FrantescuNo ratings yet
- Exterior Stone Cladding SystemDocument20 pagesExterior Stone Cladding SystemMohab AzizNo ratings yet
- Excel Midterm Activity Part 1 - Jewel Ann BenitezDocument34 pagesExcel Midterm Activity Part 1 - Jewel Ann BenitezMIKASANo ratings yet
- Andalusite's Unique Properties for Refractory ApplicationsDocument6 pagesAndalusite's Unique Properties for Refractory ApplicationsChris Botha100% (1)
- Rate Analysis For ShutteringDocument2 pagesRate Analysis For ShutteringSarin100% (2)
- SAF-FRO - Welding Consumables CatalogueDocument194 pagesSAF-FRO - Welding Consumables CatalogueLLNo ratings yet
- Hero Found: The Greatest POW Escape of the Vietnam WarFrom EverandHero Found: The Greatest POW Escape of the Vietnam WarRating: 4 out of 5 stars4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonFrom EverandSully: The Untold Story Behind the Miracle on the HudsonRating: 4 out of 5 stars4/5 (103)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaFrom EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNo ratings yet
- The Fabric of Civilization: How Textiles Made the WorldFrom EverandThe Fabric of Civilization: How Textiles Made the WorldRating: 4.5 out of 5 stars4.5/5 (57)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestFrom EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestRating: 4 out of 5 stars4/5 (28)
- Packing for Mars: The Curious Science of Life in the VoidFrom EverandPacking for Mars: The Curious Science of Life in the VoidRating: 4 out of 5 stars4/5 (1395)
- The Weather Machine: A Journey Inside the ForecastFrom EverandThe Weather Machine: A Journey Inside the ForecastRating: 3.5 out of 5 stars3.5/5 (31)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- The End of Craving: Recovering the Lost Wisdom of Eating WellFrom EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellRating: 4.5 out of 5 stars4.5/5 (80)
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (241)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationFrom EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationRating: 4.5 out of 5 stars4.5/5 (46)
- Data-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseFrom EverandData-ism: The Revolution Transforming Decision Making, Consumer Behavior, and Almost Everything ElseRating: 3.5 out of 5 stars3.5/5 (12)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980From Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Rating: 4 out of 5 stars4/5 (21)
- Recording Unhinged: Creative and Unconventional Music Recording TechniquesFrom EverandRecording Unhinged: Creative and Unconventional Music Recording TechniquesNo ratings yet
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4.5 out of 5 stars4.5/5 (4)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Pale Blue Dot: A Vision of the Human Future in SpaceFrom EverandPale Blue Dot: A Vision of the Human Future in SpaceRating: 4.5 out of 5 stars4.5/5 (587)