You might also like
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Recommended Maintenance Intervals For Continuous Duty Reciprocating CompressorsDocument7 pagesRecommended Maintenance Intervals For Continuous Duty Reciprocating Compressorsgustavofx21No ratings yet
- 2000 Nissan Frontier KA24DE LCDocument16 pages2000 Nissan Frontier KA24DE LCDavid CervantesNo ratings yet
- ARIEL Maint intervalSEK PDFDocument7 pagesARIEL Maint intervalSEK PDFMargaret Daugherty100% (1)
- R32.engine - Manual Ca18i, Rb20e, Rb20de, Rb20det, Rb25de & Rb26dettDocument580 pagesR32.engine - Manual Ca18i, Rb20e, Rb20de, Rb20det, Rb25de & Rb26dettNick Viccajee100% (1)
- CAT 3412 Air Inlet and Exhaust SystemDocument8 pagesCAT 3412 Air Inlet and Exhaust SystemCEVegaO100% (2)
- Hyundai Exel 89 1.5l.mantenimientoDocument18 pagesHyundai Exel 89 1.5l.mantenimientoAlexander cesar neyra sotoNo ratings yet
- Brake Accumulator: PART NO. 1529749 1800 SRM 1036Document12 pagesBrake Accumulator: PART NO. 1529749 1800 SRM 1036oleg-spbNo ratings yet
- 78 Dt400e DT250E ManualDocument18 pages78 Dt400e DT250E Manualdisgustipate0% (1)
- Partes y Piezas Compresor Schultz - MSI-2.6MLDocument2 pagesPartes y Piezas Compresor Schultz - MSI-2.6MLWinca MantezNo ratings yet
- Valve Lash 1Document4 pagesValve Lash 1Daniel TekleNo ratings yet
- OJ02 - Maintenance (Engine)Document20 pagesOJ02 - Maintenance (Engine)Thong TranNo ratings yet
- Calibracion Valvulas C15Document4 pagesCalibracion Valvulas C15luismf14No ratings yet
- 8369382-Mercury Mariner 200hp Optimax Jet Drive Service ManualDocument364 pages8369382-Mercury Mariner 200hp Optimax Jet Drive Service ManualIvan Zorn90% (10)
- Rcoa1806 03 03Document36 pagesRcoa1806 03 03Fernando Sabino100% (1)
- Valve LashDocument4 pagesValve Lashrafkaalika627No ratings yet
- C4 4 CalibracionDocument5 pagesC4 4 CalibracionJaya Abadi100% (1)
- Adjusting Valve Cummins QSBDocument4 pagesAdjusting Valve Cummins QSBMoch Imron100% (1)
- A 1753 ADocument44 pagesA 1753 AMauricio03No ratings yet
- C4.4 CalibracionDocument5 pagesC4.4 Calibracionecaph24488% (8)
- 3007a Je0m f9q Special FeaturesDocument101 pages3007a Je0m f9q Special FeaturesAdam JohnsonNo ratings yet
- Lubricating System - Primera P11Document42 pagesLubricating System - Primera P11Ishmael WoolooNo ratings yet
- Maintain Reciprocating CompressorsDocument4 pagesMaintain Reciprocating CompressorsCarlos MantillaNo ratings yet
- Ajuste de ValvulaDocument4 pagesAjuste de ValvulaVictor NoschangNo ratings yet
- ТКDocument4 pagesТКАндрей ДубовецNo ratings yet
- 1995 - 1998 Acura 2.5TL 3.2TL Service Manual - Part3Document200 pages1995 - 1998 Acura 2.5TL 3.2TL Service Manual - Part3CandieApple100% (1)
- Gi PDFDocument34 pagesGi PDFdunesNo ratings yet
- Image Server HandlerDocument12 pagesImage Server Handlerbobcat1810No ratings yet
- 3406C+Industrial+Engines Maintenance+IntervalsDocument32 pages3406C+Industrial+Engines Maintenance+Intervalsfoxtrot12100% (1)
- Model D4BDocument165 pagesModel D4BTorque100% (13)
- KiaOptima Seccion 002Document7 pagesKiaOptima Seccion 002Luis Enrique PeñaNo ratings yet
- ManualDocument8 pagesManualSanchai ProgaeewNo ratings yet
- Procedimiento de Ajuste de Freno de Motor C-15, C-16 and C-18 EnginesDocument10 pagesProcedimiento de Ajuste de Freno de Motor C-15, C-16 and C-18 EnginesJose MontoyaNo ratings yet
- 2003-2006 Kia Opirus - Engine Mechanical System PDFDocument131 pages2003-2006 Kia Opirus - Engine Mechanical System PDFprueba2No ratings yet
- 701Document35 pages701tmtt44100% (1)
- Folga Valvula c9Document4 pagesFolga Valvula c9Victor NoschangNo ratings yet
- Foote-Jones 8000 Series Gear Reducer ManualDocument20 pagesFoote-Jones 8000 Series Gear Reducer ManualbwelzNo ratings yet
- MSB 97e55 001 PDFDocument12 pagesMSB 97e55 001 PDFAutof FerreiraNo ratings yet
- Governor (Types I, II, and Some III) - AdjustDocument8 pagesGovernor (Types I, II, and Some III) - AdjustDaniel TekleNo ratings yet
- 456 FourstrkeDocument260 pages456 FourstrkeAndrew WilliamsNo ratings yet
- Powerroc T50 Start Up and Drilling Setting ProcedureDocument7 pagesPowerroc T50 Start Up and Drilling Setting ProcedurerolandNo ratings yet
- Maintenance ScheduleDocument16 pagesMaintenance ScheduleSiska0806No ratings yet
- Toyota Forklift Service ManualDocument43 pagesToyota Forklift Service ManualKamrul Islam JashimNo ratings yet
- Special Features of The f5r 740 EngineDocument146 pagesSpecial Features of The f5r 740 EngineBen Van Der MerweNo ratings yet
- Outboard Manual 70-75-80-90-100-115Document391 pagesOutboard Manual 70-75-80-90-100-115Possis76% (74)
- ME Manual AppendixDocument641 pagesME Manual AppendixAnonymous uTO1WI0% (1)
- Engine Mechanical PDFDocument115 pagesEngine Mechanical PDFAndrey GladyshevNo ratings yet
- Calibracion Valvulas Motor c12 CaterpillarDocument5 pagesCalibracion Valvulas Motor c12 CaterpillarOmar Diaz Segura100% (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- VW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004From EverandVW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004Rating: 3 out of 5 stars3/5 (1)
- VW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)From EverandVW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Rating: 1 out of 5 stars1/5 (3)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualRating: 2.5 out of 5 stars2.5/5 (2)
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualNo ratings yet
- Diesel Engine Care and Repair: A Captain's Quick GuideFrom EverandDiesel Engine Care and Repair: A Captain's Quick GuideRating: 5 out of 5 stars5/5 (1)
- PipeCalc - Friction LossDocument1 pagePipeCalc - Friction LossManuel LiñeiroNo ratings yet
- Endress-Hauser Proline T-Mass F 300 6F3B enDocument5 pagesEndress-Hauser Proline T-Mass F 300 6F3B enManuel LiñeiroNo ratings yet
- Endress-Hauser Proline T-Mass F 300 6F3B enDocument5 pagesEndress-Hauser Proline T-Mass F 300 6F3B enManuel LiñeiroNo ratings yet
- PipeCalc - Friction LossDocument1 pagePipeCalc - Friction LossManuel LiñeiroNo ratings yet
- Friction loss calculation for single head pump water systemDocument1 pageFriction loss calculation for single head pump water systemManuel LiñeiroNo ratings yet
- Fuel Metering Valve - Test: Localización y Solución de ProblemasDocument21 pagesFuel Metering Valve - Test: Localización y Solución de ProblemasManuel Liñeiro100% (1)
- Ariel J. Lubrication System-03 04 04Document43 pagesAriel J. Lubrication System-03 04 04Manuel LiñeiroNo ratings yet
- Compressor Selection GuidelineDocument46 pagesCompressor Selection Guidelinemohammad basuki0% (1)
- CAT Manual Raptor Woodward 26090BDocument40 pagesCAT Manual Raptor Woodward 26090BManuel Liñeiro90% (10)
- Quote 25260 PDFDocument1 pageQuote 25260 PDFManuel LiñeiroNo ratings yet
- Water Draw PresentationDocument52 pagesWater Draw PresentationManuel Liñeiro100% (1)
- Ariel E. Valves 3.2Document48 pagesAriel E. Valves 3.2Manuel Liñeiro100% (1)
- Vibraciones3 PDFDocument6 pagesVibraciones3 PDFManuel LiñeiroNo ratings yet
- Vibraciones PDFDocument9 pagesVibraciones PDFManuel LiñeiroNo ratings yet
- Vibraciones 3Document6 pagesVibraciones 3Manuel LiñeiroNo ratings yet
- Vibraciones 1Document10 pagesVibraciones 1Manuel LiñeiroNo ratings yet
- Pumps, Valves, Seals and Packing materials - 2010 directoryDocument36 pagesPumps, Valves, Seals and Packing materials - 2010 directoryAvijitSinharoyNo ratings yet
- Package ACDocument52 pagesPackage ACWee WeeNo ratings yet
- Zuidberg Pricelist Update September 2013Document157 pagesZuidberg Pricelist Update September 2013emmanolan100% (1)
- CASE 7 32621 PreviewDocument41 pagesCASE 7 32621 PreviewDiego Alejandro QuinteroNo ratings yet
- Design of Power ScrewsDocument19 pagesDesign of Power ScrewsSOURAV JADHAVNo ratings yet
- Truztaksi0ebhb Y007570 1 en 006Document506 pagesTruztaksi0ebhb Y007570 1 en 006Bùi Xuân ĐứcNo ratings yet
- Suspension Bushing Service Tool: Go The DistanceDocument2 pagesSuspension Bushing Service Tool: Go The DistancePatricio G. ArrienNo ratings yet
- Assignment 1 (LAB)Document7 pagesAssignment 1 (LAB)Zain NajamNo ratings yet
- Catalago Toyota Sas 25 8fg25bDocument316 pagesCatalago Toyota Sas 25 8fg25bMatheus VilsonNo ratings yet
- White Fork Lift Wc30 Thru 60 Fork Lift Trucks Parts CatalogDocument10 pagesWhite Fork Lift Wc30 Thru 60 Fork Lift Trucks Parts Catalogalyssa100% (45)
- JGK-T ArielDocument4 pagesJGK-T Arielrsilayen951No ratings yet
- CanastillasDocument3 pagesCanastillasMiguel Jorge Chavez ChavezNo ratings yet
- TDS LWA High Speed GensetDocument5 pagesTDS LWA High Speed GensetMuhammad SheryNo ratings yet
- Seltec AC Compressor Catalog 2010Document39 pagesSeltec AC Compressor Catalog 2010Erisson100% (1)
- UL 508A ScopeDocument3 pagesUL 508A ScopeKirk WaterworthNo ratings yet
- Assignment 2 PP PDFDocument21 pagesAssignment 2 PP PDFjamesplanetearthNo ratings yet
- CD150M Pump CurveDocument1 pageCD150M Pump CurveUrgent HiringNo ratings yet
- Spare Parts Manual 059459 - LTM - 1070!4!1Document960 pagesSpare Parts Manual 059459 - LTM - 1070!4!1Dmitrij Lukin100% (1)
- Iseki Th4260 4290 4330 Parts ManualDocument20 pagesIseki Th4260 4290 4330 Parts Manualreva100% (45)
- 1520-01 en PDFDocument57 pages1520-01 en PDFjohan ruizNo ratings yet
- Eaton Fuller Heavy-Duty Transmissions TRDR0515: Driver InstructionsDocument22 pagesEaton Fuller Heavy-Duty Transmissions TRDR0515: Driver InstructionsDaniel Marin MoralesNo ratings yet
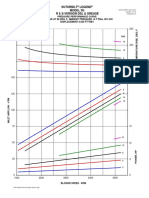
- Sutorbilt Legend Model 3H R & S-Version DSL & GreaseDocument1 pageSutorbilt Legend Model 3H R & S-Version DSL & GreaseJosue UrgilésNo ratings yet
- Engine Controls (Powertrain Management) - ALLDATA RepairDocument8 pagesEngine Controls (Powertrain Management) - ALLDATA RepairXavier AlvarezNo ratings yet
- Great Benefits of Using Bhs Econtors Single Diaphragm CouplingsDocument6 pagesGreat Benefits of Using Bhs Econtors Single Diaphragm CouplingslubricacionNo ratings yet
- Volume 5 Design and Manufacturing of Hydraulic PressesDocument64 pagesVolume 5 Design and Manufacturing of Hydraulic PressesBaihaki St100% (1)
- Weg Motor ManualDocument56 pagesWeg Motor ManualOrbeneSantosNo ratings yet
- Machines Lab II QuestionsDocument4 pagesMachines Lab II QuestionsAbhiram DonNo ratings yet
- PAES 222 - Chipping Machine - Specifications (Circulated)Document7 pagesPAES 222 - Chipping Machine - Specifications (Circulated)Jerard BalalaNo ratings yet
- DC Motor Speed Regulation and CharacteristicsDocument120 pagesDC Motor Speed Regulation and CharacteristicsEvan KanigaraNo ratings yet
- Piping Sensing Line Layout of Fire Pump and Jockey PumpDocument1 pagePiping Sensing Line Layout of Fire Pump and Jockey Pumpاحمد الجزار200750% (2)
















































![VW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004](https://imgv2-1-f.scribdassets.com/img/word_document/282876773/149x198/5fb74bd6e1/1675169638?v=1)