You might also like
- CDI Troubleshooting GuideDocument223 pagesCDI Troubleshooting Guidejoe100% (3)
- Advanced Welding Process (Welding)Document58 pagesAdvanced Welding Process (Welding)Sk SamsuddinNo ratings yet
- Welding Engineering - FALL2021-22 - Module 1Document44 pagesWelding Engineering - FALL2021-22 - Module 1dhaya nidhiNo ratings yet
- High Voltage Testing ProceduresDocument18 pagesHigh Voltage Testing ProceduresKT MENONNo ratings yet
- Welding Methods Dr. A. ClaudeDocument11 pagesWelding Methods Dr. A. ClaudeEagle HawkNo ratings yet
- Electric Gas Lighting How to Install Electric Gas Ignition ApparatusFrom EverandElectric Gas Lighting How to Install Electric Gas Ignition ApparatusRating: 3 out of 5 stars3/5 (1)
- Design and Construction of An Electric Arc Welding Machine's TransformerDocument6 pagesDesign and Construction of An Electric Arc Welding Machine's TransformerEditor IJTSRDNo ratings yet
- Induction Heating-0871703084 PDFDocument318 pagesInduction Heating-0871703084 PDFturorama100% (2)
- Arc Welding GuideDocument229 pagesArc Welding GuideTilak MoundekarNo ratings yet
- Induction Coils - How To Make, Use, And Repair Them: Including Ruhmkorff, Tesla, And Medical Coils, Roentgen, Radiography, Wireless Telegraphy, And Practical Information On Primary And Secodary BatteryFrom EverandInduction Coils - How To Make, Use, And Repair Them: Including Ruhmkorff, Tesla, And Medical Coils, Roentgen, Radiography, Wireless Telegraphy, And Practical Information On Primary And Secodary BatteryRating: 5 out of 5 stars5/5 (2)
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- Design and Fabrication 10kva Arc Welding MachineDocument13 pagesDesign and Fabrication 10kva Arc Welding MachineSunday Iweriolor100% (1)
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaNo ratings yet
- Build a Portable Arc Welding MachineDocument45 pagesBuild a Portable Arc Welding MachineDaniel100% (1)
- SEW MC Series Gear UnitsDocument104 pagesSEW MC Series Gear UnitsPaolo100% (1)
- Electric Discharge Machining (EDM)Document34 pagesElectric Discharge Machining (EDM)Paras Malhotra0% (2)
- Electro Discharge MachiningDocument54 pagesElectro Discharge MachiningLihas AirohalNo ratings yet
- Electric Furnace 1971 - 032 PDFDocument9 pagesElectric Furnace 1971 - 032 PDFsirous41533No ratings yet
- Electric Furnace 1971 - 043Document14 pagesElectric Furnace 1971 - 043lamisma09No ratings yet
- Welding DictionaryDocument18 pagesWelding DictionaryEswar Enterprises QcNo ratings yet
- Arc WeldingDocument16 pagesArc WeldingManohara BabuNo ratings yet
- Arc Welding AbstractDocument5 pagesArc Welding AbstractotuozegarbaNo ratings yet
- Electrochemical Machining (Ecm)Document17 pagesElectrochemical Machining (Ecm)Rajeev DangNo ratings yet
- Metal JoiningDocument62 pagesMetal Joiningbhavna agarwalNo ratings yet
- Electric Arc Furnace ThesisDocument6 pagesElectric Arc Furnace Thesish0dugiz0zif3100% (2)
- Welding RecordDocument12 pagesWelding Recordsravskv19No ratings yet
- Power Quality Issues with Electric Arc FurnacesDocument24 pagesPower Quality Issues with Electric Arc FurnacesYounesNo ratings yet
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- Arc and Special Welding TechniquesDocument10 pagesArc and Special Welding TechniquesAvinash ChandraNo ratings yet
- resweld-용접 변천사Document62 pagesresweld-용접 변천사Kyeong Cheol LeeNo ratings yet
- UeetDocument21 pagesUeetIts FickNo ratings yet
- Power Quality and Electrical Arc Furnaces: April 2011Document25 pagesPower Quality and Electrical Arc Furnaces: April 2011IgorNo ratings yet
- 1.6 - Introduction To Gas-Shielded Arc WeldingDocument36 pages1.6 - Introduction To Gas-Shielded Arc WeldingReza DhonyNo ratings yet
- SMAW Welding ProcessDocument2 pagesSMAW Welding ProcessElla MaeNo ratings yet
- CH 48Document32 pagesCH 48islammonirNo ratings yet
- Process Modeling of Steel Refining in Electric Arc Furnace (EAF) For Optimum Performance and Waste ReductionDocument13 pagesProcess Modeling of Steel Refining in Electric Arc Furnace (EAF) For Optimum Performance and Waste Reductionaldo jasricoNo ratings yet
- FSW - I - UnitDocument30 pagesFSW - I - Unitramakrishna nagunuriNo ratings yet
- Dry Type Arc Welding MachineDocument11 pagesDry Type Arc Welding MachineIsaac Honny Jnr100% (1)
- Lecture 4Document65 pagesLecture 4Ishtiaq AhmedNo ratings yet
- Welding Process 4Document38 pagesWelding Process 4Janmayjoy Halder SwagataNo ratings yet
- Design and Construction of an Electric Arc Welding Machine's TransformerDocument7 pagesDesign and Construction of an Electric Arc Welding Machine's Transformermichael gorgeNo ratings yet
- Atomic Hydrogen Arc Welding Process ExplainedDocument4 pagesAtomic Hydrogen Arc Welding Process Explainedervaishali100% (1)
- Welding ArihantDocument12 pagesWelding ArihantArihant SharmaNo ratings yet
- Thermocouples Law of Intermediate MetalsDocument9 pagesThermocouples Law of Intermediate MetalsHabibullahNo ratings yet
- Advances in Materials Science: Experience of Using Graphitized Cored Electrodes in Industrial AC Electric Arc FurnaceDocument13 pagesAdvances in Materials Science: Experience of Using Graphitized Cored Electrodes in Industrial AC Electric Arc FurnaceAbderraouf GhrissiNo ratings yet
- WELDING Is A Fabrication or Sculptural Process That Joins Materials, Usually Metals or Thermoplastics, by CausingDocument8 pagesWELDING Is A Fabrication or Sculptural Process That Joins Materials, Usually Metals or Thermoplastics, by CausingNaeemrindNo ratings yet
- Design and Construction of An Electric Arc Welding Machine's TransformerDocument7 pagesDesign and Construction of An Electric Arc Welding Machine's Transformermichael gorgeNo ratings yet
- 04 Electric Circuits - Effects of An Electric Current 2016Document16 pages04 Electric Circuits - Effects of An Electric Current 2016api-240330821No ratings yet
- 2011 - Electrotechnical Anisotropic Steel. Part 1. History of Development - LOBANOVDocument8 pages2011 - Electrotechnical Anisotropic Steel. Part 1. History of Development - LOBANOVJPNo ratings yet
- IIT Kharagpur: 1.1 Introduction To Electron Beam WeldingDocument16 pagesIIT Kharagpur: 1.1 Introduction To Electron Beam Weldingrajaraji33No ratings yet
- Electron Beam Welding AbstractDocument3 pagesElectron Beam Welding AbstractEmmanuel PeterNo ratings yet
- Methods of Steel Manufacturing - The Electric ArcDocument7 pagesMethods of Steel Manufacturing - The Electric ArcAbdulrahim SegirNo ratings yet
- SMAW Basci Concept DoxDocument30 pagesSMAW Basci Concept DoxAmrut KajveNo ratings yet
- Atomic Hydrogen Welding Process ExplainedDocument1 pageAtomic Hydrogen Welding Process ExplainedShiva YvmNo ratings yet
- 5.4.2 - Induction and Dielectric Heating 1Document27 pages5.4.2 - Induction and Dielectric Heating 1Milan AcharyaNo ratings yet
- Classification of Welding ProcessesDocument23 pagesClassification of Welding ProcessesZakyNo ratings yet
- A Seminar On Electrolytic Production of Metallic Powder: Prepared By: Darshit Fadadu ROLL NO: 938Document13 pagesA Seminar On Electrolytic Production of Metallic Powder: Prepared By: Darshit Fadadu ROLL NO: 938Devashish JoshiNo ratings yet
- Electric Welding Processes GuideDocument32 pagesElectric Welding Processes GuideAMAR CHAND MEENANo ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- Record Plus Catalogue en Export Ed09-14Document252 pagesRecord Plus Catalogue en Export Ed09-14ohoboho79100% (1)
- High-Output Nexus Sounders & Beacons for Industrial ApplicationsDocument3 pagesHigh-Output Nexus Sounders & Beacons for Industrial Applicationsmathan_aeNo ratings yet
- Acceptance Testing: C-Dot Dss MaxDocument78 pagesAcceptance Testing: C-Dot Dss MaxswaranksNo ratings yet
- X3 Series: User ManualDocument24 pagesX3 Series: User ManualSiti BadarNo ratings yet
- EE8002 DEA QB All UnitsDocument7 pagesEE8002 DEA QB All Units5062-SANJAY RNo ratings yet
- Manual Festo PDFDocument98 pagesManual Festo PDFLeonel Camacho VanegasNo ratings yet
- Katalog High Speed Roll-Up DoorDocument16 pagesKatalog High Speed Roll-Up DoorkonstruksiNo ratings yet
- Summer Training Report: Delhi Metro Rail Corporation (DMRC)Document53 pagesSummer Training Report: Delhi Metro Rail Corporation (DMRC)Lulu WallsNo ratings yet
- ND As332 FSX ManualDocument18 pagesND As332 FSX ManualVinicius LinsNo ratings yet
- Catalogue TPR6 24kV PDFDocument48 pagesCatalogue TPR6 24kV PDFMat DenNo ratings yet
- 8th EE6010 TMDocument21 pages8th EE6010 TMGanesh KishoreNo ratings yet
- ProxTransSysOpDocument41 pagesProxTransSysOpNorman MoralesNo ratings yet
- MACHAKOS UNIVERSITY EEE 315 EXAMDocument5 pagesMACHAKOS UNIVERSITY EEE 315 EXAMAbkul KunniNo ratings yet
- TCSCDocument20 pagesTCSCvinay kumarNo ratings yet
- Reliable Computing Power For Critical InfrastructuresDocument15 pagesReliable Computing Power For Critical InfrastructuresHammad8No ratings yet
- Pak200582 - 02d Stx2402 Powe Suply Au2405 17 AutronicaDocument9 pagesPak200582 - 02d Stx2402 Powe Suply Au2405 17 AutronicaCesar CelestinoNo ratings yet
- Transformadores 2001Document150 pagesTransformadores 2001Manuel Alejandro Erices BravoNo ratings yet
- SDT G2 Series: 17-25Kw I 2 Mppts I Three PhaseDocument2 pagesSDT G2 Series: 17-25Kw I 2 Mppts I Three PhaseEureka SolarNo ratings yet
- E6.32 Bulldog 5500Document4 pagesE6.32 Bulldog 5500Noe Plancarte AndradeNo ratings yet
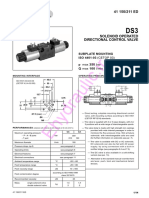
- 41150Document14 pages41150zayerirezaNo ratings yet
- LCP1002 Control Panel LEHF0170 02Document1 pageLCP1002 Control Panel LEHF0170 02Bruno MarianoNo ratings yet
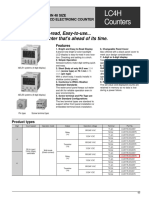
- Compteur Electronique Lc4h-Psvr6-Ac240vsDocument10 pagesCompteur Electronique Lc4h-Psvr6-Ac240vsamalalaouNo ratings yet
- CMMT AS 3A QUICKGUIDE - 2019 05 - 8100291g1Document2 pagesCMMT AS 3A QUICKGUIDE - 2019 05 - 8100291g1NhanNo ratings yet
- Az1837 CD Soundmachine: It Is Only For Serial Number:NsxxxxxxxxxxxDocument38 pagesAz1837 CD Soundmachine: It Is Only For Serial Number:Nsxxxxxxxxxxxsrinitce_meNo ratings yet
- Electrical Power WSDocument5 pagesElectrical Power WSAnonymous QvdxO5XTRNo ratings yet
- Mechanical EngineeringDocument177 pagesMechanical EngineeringAnurag KushwahaNo ratings yet
- AR-15 Voltage Regulator GuideDocument8 pagesAR-15 Voltage Regulator GuidemechanyxNo ratings yet