You might also like
- 094 100 Metall Jacketed GasketsDocument7 pages094 100 Metall Jacketed GasketsGuess VaughnNo ratings yet
- Chloride Attack On Stainless SteelDocument1 pageChloride Attack On Stainless SteelAriel NemcoNo ratings yet
- Specification.: Steel ScrapDocument24 pagesSpecification.: Steel ScrapKalpeshNo ratings yet
- Volkel Forming-Machine-TapsDocument1 pageVolkel Forming-Machine-Tapsmuhammad hadiNo ratings yet
- Arc Welding of Copper Alloys: Technical UpdateDocument35 pagesArc Welding of Copper Alloys: Technical UpdateKamal ThummarNo ratings yet
- Metal Jacketed Gaskets: Picture 1Document7 pagesMetal Jacketed Gaskets: Picture 1surendharNo ratings yet
- Technical Metal Products GuideDocument32 pagesTechnical Metal Products GuideaahtagoNo ratings yet
- 3M Abrasives GuideDocument4 pages3M Abrasives GuideСтефан ВоденичаровNo ratings yet
- Experiment No. 2 - Group No. 2Document3 pagesExperiment No. 2 - Group No. 2Daniel AsongNo ratings yet
- Welding of Cast IronDocument35 pagesWelding of Cast IronincaurcoNo ratings yet
- Weldability of Aluminium Alloys GuideDocument3 pagesWeldability of Aluminium Alloys Guidebrijesh kinkhabNo ratings yet
- Soldering, Brazing, Braze Welding, Wearfacing: TopicsDocument42 pagesSoldering, Brazing, Braze Welding, Wearfacing: Topicsyared BeleteNo ratings yet
- Welding BrassDocument5 pagesWelding BrassMohammed NazeerNo ratings yet
- X CR Direct Fastening Technology Manual DFTM 2018 Product Page Technical Information ASSET DOC 2597830 PDFDocument6 pagesX CR Direct Fastening Technology Manual DFTM 2018 Product Page Technical Information ASSET DOC 2597830 PDFBogdanNo ratings yet
- Metals and How To Weld Nickel Alloys Like Inconel 718Document39 pagesMetals and How To Weld Nickel Alloys Like Inconel 718Erick Hogan100% (1)
- Base Metal AlloysDocument95 pagesBase Metal AlloysLekshmy ARNo ratings yet
- Non Ferrous MetalsDocument9 pagesNon Ferrous Metalskshitij kediaNo ratings yet
- RESISTANCE WELDING ELECTRODES AND PROPERTIES GUIDEDocument48 pagesRESISTANCE WELDING ELECTRODES AND PROPERTIES GUIDESebastian MolinaNo ratings yet
- Processing: Hot Forming Heat Treatments MachiningDocument32 pagesProcessing: Hot Forming Heat Treatments MachiningThân KhaNo ratings yet
- Multilayer Ceramic Wiring Substrates for High Power LEDsDocument1 pageMultilayer Ceramic Wiring Substrates for High Power LEDsbismuthsunilNo ratings yet
- Selection Chart For Welding and Brazing Rods - Weldclass - 2021.08Document2 pagesSelection Chart For Welding and Brazing Rods - Weldclass - 2021.08velan73No ratings yet
- Non Ferrous MaterialsDocument51 pagesNon Ferrous MaterialsDhana LakshmiNo ratings yet
- Connector Selection GuideDocument21 pagesConnector Selection GuideMircoNo ratings yet
- Stainless Chromium-Nickel-SteelsDocument26 pagesStainless Chromium-Nickel-SteelscesargamboaNo ratings yet
- S1600 BearingsDocument4 pagesS1600 BearingsChristopherNo ratings yet
- Babbitt Metal: A Key Bearing MaterialDocument11 pagesBabbitt Metal: A Key Bearing MaterialMeghali BorleNo ratings yet
- Eur MT Gamma Isoparete Rev.03 170831 EngDocument68 pagesEur MT Gamma Isoparete Rev.03 170831 Engscibduser001No ratings yet
- Alcoa Innovation Welding Workshop: Kyle Williams - Alcoa Technical CenterDocument53 pagesAlcoa Innovation Welding Workshop: Kyle Williams - Alcoa Technical CenterspiritveluNo ratings yet
- Introduction To Copper and Copper AlloysDocument51 pagesIntroduction To Copper and Copper AlloysVidya VasudevanNo ratings yet
- Welding DefectsDocument50 pagesWelding Defectsabhi06No ratings yet
- Light Metals and Their AlloysDocument55 pagesLight Metals and Their Alloysmurari100% (1)
- Insert Bonded Metal CombinationsDocument1 pageInsert Bonded Metal CombinationsnorthstarleoNo ratings yet
- Manganese Steel: Hard, Abrasive and Unique Are Some of The Qualities Our Manganese Steel Can Be, What Do You Need?Document3 pagesManganese Steel: Hard, Abrasive and Unique Are Some of The Qualities Our Manganese Steel Can Be, What Do You Need?hhNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 40 to EN 363No ratings yet
- Open Die Forging: Forgings RelationshipsDocument2 pagesOpen Die Forging: Forgings RelationshipsGauthamSarangNo ratings yet
- 5.0 Clad Plate: 5.1 CuttingDocument1 page5.0 Clad Plate: 5.1 CuttingsatnamNo ratings yet
- Blind Rivets VVG Fasteners 2016 2017Document58 pagesBlind Rivets VVG Fasteners 2016 2017fethiaktuncNo ratings yet
- EBSDPrepDocument147 pagesEBSDPrepcam nhung NguyenNo ratings yet
- Week 4 AE 2024 - FormingDocument38 pagesWeek 4 AE 2024 - FormingJulian PostmaNo ratings yet
- Monel 400 Corrosion Rates in SeawaterDocument4 pagesMonel 400 Corrosion Rates in SeawaterNarvis RinconNo ratings yet
- Lesson 05Document12 pagesLesson 05Lia CambangayNo ratings yet
- 50 Casting DefectsDocument49 pages50 Casting DefectsmohammadNo ratings yet
- Download Steel Surfaces A Guide To Alloys Finishes Fabrication And Maintenance In Architecture And Art 1St Edition L William Zahner all chapterDocument68 pagesDownload Steel Surfaces A Guide To Alloys Finishes Fabrication And Maintenance In Architecture And Art 1St Edition L William Zahner all chaptercharlotte.nichols292100% (3)
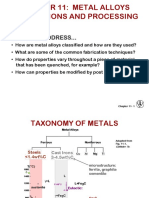
- Issues To Address... : Chapter 11-1Document12 pagesIssues To Address... : Chapter 11-1Nurdan GNo ratings yet
- Market Forms of Steel - Materials - EngineeringDocument13 pagesMarket Forms of Steel - Materials - EngineeringShad FarasNo ratings yet
- Nickel Chromium PlatingDocument10 pagesNickel Chromium Platingselvamuthukumar100% (1)
- Development of Stainless Steel Welding Wire For Galvanized Steel SheetsDocument7 pagesDevelopment of Stainless Steel Welding Wire For Galvanized Steel SheetsIshan ShuklaNo ratings yet
- GB235 MetalsDocument12 pagesGB235 MetalsAhmet HamamcıoğluNo ratings yet
- Gating System Design For Casting Thin Aluminium Alloy (Al-Si) PlatesDocument10 pagesGating System Design For Casting Thin Aluminium Alloy (Al-Si) PlatesKhin Aung ShweNo ratings yet
- Base Metal Alloys Used in Fixed and RemoveableDocument72 pagesBase Metal Alloys Used in Fixed and RemoveableKhushi DesaiNo ratings yet
- Fermi World Fermi Material 2022Document42 pagesFermi World Fermi Material 2022MishaNo ratings yet
- Nautic Steels Catalogue 2014b PDFDocument79 pagesNautic Steels Catalogue 2014b PDFmeet_sachin-1No ratings yet
- Steel Construction Presentation Sem 9THDocument22 pagesSteel Construction Presentation Sem 9THAr Shivali SinghNo ratings yet
- Unit-2 Part-5Document9 pagesUnit-2 Part-5Tisha MishraNo ratings yet
- Catalog Aluminiu PDFDocument68 pagesCatalog Aluminiu PDFConstantinNo ratings yet
- Materials Telli: EngineDocument1 pageMaterials Telli: EngineAditya JoglekarNo ratings yet
- Electroplating AnodesDocument2 pagesElectroplating AnodesAreIf Cron BmxStreetNo ratings yet
- Nickel Tree PDFDocument7 pagesNickel Tree PDF4sentieri100% (1)
- Data de TuercasDocument4 pagesData de TuercasharangoeNo ratings yet
- Tolerancing in ISO: International Tolerance (IT) GradesDocument157 pagesTolerancing in ISO: International Tolerance (IT) GradesMohammad Y. AbdelshafyNo ratings yet
- KSI Company Profile PDFDocument6 pagesKSI Company Profile PDFasokbankNo ratings yet
- KSI Company Profile PDFDocument6 pagesKSI Company Profile PDFasokbankNo ratings yet
- Cybenetics VUm EuDocument10 pagesCybenetics VUm EuasokbankNo ratings yet
- Cybenetics VUm EuDocument10 pagesCybenetics VUm EuasokbankNo ratings yet