You might also like
- Fasteners Zinc CoatedDocument6 pagesFasteners Zinc CoatedAndres Camilo Benitez100% (1)
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- How Does Galvanizing Protect Steel From Corrosion?Document12 pagesHow Does Galvanizing Protect Steel From Corrosion?jnshreyNo ratings yet
- Bahan Konstruski Dan Korosi - Pertemuan 14Document40 pagesBahan Konstruski Dan Korosi - Pertemuan 14AuliaMukadisNo ratings yet
- Paint Vs Galvanizing ChartDocument2 pagesPaint Vs Galvanizing ChartSrinivasan RadhaNo ratings yet
- C GVSP 04Document2 pagesC GVSP 04rab_forceNo ratings yet
- G30, G40, G60 and G90: Understanding Zinc-Based Coating WeightsDocument12 pagesG30, G40, G60 and G90: Understanding Zinc-Based Coating WeightsAhmad KhalifaNo ratings yet
- 1.2.4 HDG - Painting Issues PDFDocument2 pages1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0No ratings yet
- Metal Roofing Fundamentals - Rob HaddockDocument8 pagesMetal Roofing Fundamentals - Rob HaddockNimish PrabhukhanolkarNo ratings yet
- Zinc CoatingsDocument16 pagesZinc CoatingsShojikuriakoseT100% (2)
- Advantages of Coal Tar EpoxiesDocument2 pagesAdvantages of Coal Tar EpoxiesJerry HewNo ratings yet
- Hot Dip Galvanized CoatingDocument28 pagesHot Dip Galvanized CoatingOci Rizal100% (6)
- Galvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyDocument12 pagesGalvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyashishsteelNo ratings yet
- Repairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallDocument4 pagesRepairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallMJK008100% (1)
- GALV - Cut Edge ProtectionDocument5 pagesGALV - Cut Edge ProtectionHarry Aldous100% (1)
- AISI tn-d100-13Document4 pagesAISI tn-d100-13Edison BecerraNo ratings yet
- ASTM A123 and G90 Specifications - American Galvanizers AssociationDocument3 pagesASTM A123 and G90 Specifications - American Galvanizers AssociationwinarnobNo ratings yet
- Paint Over Galvanized Steel Duplex SystemsDocument12 pagesPaint Over Galvanized Steel Duplex Systemselectrosysro8560No ratings yet
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingDocument2 pagesHot-Dip Galvanizing Vs Continuous Sheet GalvanizingMihir JhaNo ratings yet
- 2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFDocument3 pages2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFabcd_iluNo ratings yet
- Thermal Spray Coatings of Zinc and Aluminum Zinc MetallizingDocument37 pagesThermal Spray Coatings of Zinc and Aluminum Zinc MetallizingromwamaNo ratings yet
- Wet Storage Stain On Galvanized SteelDocument8 pagesWet Storage Stain On Galvanized SteelDino PedutoNo ratings yet
- SherardizingDocument2 pagesSherardizingRichard HockleyNo ratings yet
- Stainless Steel Material PropertiesDocument4 pagesStainless Steel Material PropertiesMohammed RiyazNo ratings yet
- ACA Kingfield Site Visit - Hot Dip GalvanizingDocument60 pagesACA Kingfield Site Visit - Hot Dip Galvanizingseii.chenNo ratings yet
- Material Finish GuideDocument3 pagesMaterial Finish GuideAng Tiong WeeNo ratings yet
- Versatile Corrosion Protection with Thermal Sprayed Zinc CoatingsDocument7 pagesVersatile Corrosion Protection with Thermal Sprayed Zinc CoatingsCorrosion FactoryNo ratings yet
- Galvanization PDFDocument5 pagesGalvanization PDFYoke ShuNo ratings yet
- 2013 How Much Does Galvanizing CostDocument2 pages2013 How Much Does Galvanizing CosttassanaiNo ratings yet
- Hot Dip GalvanizingDocument38 pagesHot Dip Galvanizingtmmsekar100% (1)
- How Zinc Protects Steel: GalvinfonoteDocument6 pagesHow Zinc Protects Steel: GalvinfonoteNatali Cancho AriasNo ratings yet
- A123 and G90sDocument3 pagesA123 and G90sAitanaNo ratings yet
- GalvInfoNote 4-2Document8 pagesGalvInfoNote 4-2Sontosh BhattacharjeeNo ratings yet
- Material Finish GuideDocument7 pagesMaterial Finish GuideRomie CubalNo ratings yet
- Galvanizing Surface Appearance As Per ASTM A123 and ASTM A780Document7 pagesGalvanizing Surface Appearance As Per ASTM A123 and ASTM A780Abbas RangoonwalaNo ratings yet
- Hot Dip Galvanising 1Document12 pagesHot Dip Galvanising 1Alex LevinNo ratings yet
- Manufacturing Process DA-1Document11 pagesManufacturing Process DA-1Suhas AthreyaNo ratings yet
- Duplex SystemDocument9 pagesDuplex Systemnightmanmx100% (1)
- 2010 DThierry ZAMDocument9 pages2010 DThierry ZAMIwinsky CelioNo ratings yet
- DENTAL MATERIALS GUIDEDocument8 pagesDENTAL MATERIALS GUIDEAhmad MesaedNo ratings yet
- Anodizing of Aluminum by Charles A. Grubbs: CAG Consulting, Lakeland, FLDocument11 pagesAnodizing of Aluminum by Charles A. Grubbs: CAG Consulting, Lakeland, FLpunkassbobNo ratings yet
- Hot Dip Galvanization - FaboryDocument4 pagesHot Dip Galvanization - FaboryBrandon LimNo ratings yet
- Benefits of Anodizing AluminumDocument31 pagesBenefits of Anodizing AluminumSenthil Kumar100% (2)
- All About CoatingDocument3 pagesAll About CoatingAnonymous avGU1iNo ratings yet
- Corrosion ProtectionDocument2 pagesCorrosion ProtectionhbookNo ratings yet
- Zinc Coatings - American Galvanizers AssociationDocument4 pagesZinc Coatings - American Galvanizers AssociationFábio LessaNo ratings yet
- Additional Information On SWEEP Sandblast Cleaning - For-Galvanized Steel - INDUSTRIALDocument3 pagesAdditional Information On SWEEP Sandblast Cleaning - For-Galvanized Steel - INDUSTRIALro snNo ratings yet
- Hot Dip Galvanizing Design ConsiderationsDocument10 pagesHot Dip Galvanizing Design ConsiderationsAndreasNo ratings yet
- 2240 F1006AntiCorrosionProtection-1Document4 pages2240 F1006AntiCorrosionProtection-1Akhil BhargavaNo ratings yet
- Prepainted Metallic-Coated Steel Sheet For Building Panels - Assuring Good PerformanceDocument8 pagesPrepainted Metallic-Coated Steel Sheet For Building Panels - Assuring Good PerformanceVishal KumarNo ratings yet
- Thesis PaperDocument86 pagesThesis PaperDrop MailNo ratings yet
- Cold GalvanizationDocument9 pagesCold GalvanizationRathinavel SubramanianNo ratings yet
- Surface Corrosion Protection MethodsDocument10 pagesSurface Corrosion Protection MethodsmotiNo ratings yet
- Shield: S Galum - 55% Al-Zn Alloy Coated Steel SheetDocument66 pagesShield: S Galum - 55% Al-Zn Alloy Coated Steel SheetAjay RanganathanNo ratings yet
- Coating Failures on Galvanized Mast ArmsDocument9 pagesCoating Failures on Galvanized Mast ArmsShenhua Kronen SohneNo ratings yet
- Hot-Dip Galvanizing Vs Continuous Sheet GalvanizingDocument2 pagesHot-Dip Galvanizing Vs Continuous Sheet GalvanizingSreedhar Patnaik.M100% (1)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Full Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50Document10 pagesFull Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50scorpionarnoldNo ratings yet
- CK 45 (Germany / DIN) : Material PropertiesDocument5 pagesCK 45 (Germany / DIN) : Material PropertiesmiladrahimianNo ratings yet
- Steel Crankshaft HardeningDocument2 pagesSteel Crankshaft Hardening13311A0341 S SHIVA SAI KIRANNo ratings yet
- DM-1 CO-1 Special Castings MaterialDocument9 pagesDM-1 CO-1 Special Castings MaterialSree vishnu Sai chandan guntupalliNo ratings yet
- Abstract of ASME B1.13M 1995Document26 pagesAbstract of ASME B1.13M 1995Jesse ChenNo ratings yet
- Metal Forming Processes Presentation Research SummaryDocument16 pagesMetal Forming Processes Presentation Research SummaryBahrul HayatNo ratings yet
- Material Data Sheet for Ovako 280T and 281T Premium Steel GradesDocument5 pagesMaterial Data Sheet for Ovako 280T and 281T Premium Steel GradesBoberNo ratings yet
- The A-Z 3D Printing Handbook PDFDocument29 pagesThe A-Z 3D Printing Handbook PDFfranco1600100% (6)
- CK45Document5 pagesCK45kumhluangNo ratings yet
- TECHNICAL DATASHEET HYPERLOY M1003 Rev 5Document1 pageTECHNICAL DATASHEET HYPERLOY M1003 Rev 5felice.tartaglioneNo ratings yet
- Liquid PenetrantDocument2 pagesLiquid PenetrantabdiNo ratings yet
- Belt Drive Assembly - MergedDocument47 pagesBelt Drive Assembly - MergedShano ChanNo ratings yet
- Our Products: About Us What We Do About Us What We Do About Us What We Do About Us What We DoDocument4 pagesOur Products: About Us What We Do About Us What We Do About Us What We Do About Us What We DoThaw Zin HtayNo ratings yet
- Powder Coating VS Painting - Which One Is Better - Performance CoatingDocument10 pagesPowder Coating VS Painting - Which One Is Better - Performance CoatingibrahimNo ratings yet
- Thalachrome Se 500: High Corrosion ResistanceDocument1 pageThalachrome Se 500: High Corrosion ResistancethyskieNo ratings yet
- PME43 Proceedings Volume 3 RR - L-ZDocument480 pagesPME43 Proceedings Volume 3 RR - L-ZEmmanuel LucenaNo ratings yet
- JIS G 3141 Commercial Cold Rolled SPCC SteelsDocument6 pagesJIS G 3141 Commercial Cold Rolled SPCC SteelsAnonymous 8lxxbNcA0sNo ratings yet
- Grade & Size Specified Heavy Hex BoltsDocument148 pagesGrade & Size Specified Heavy Hex BoltsSandip JadhavNo ratings yet
- ISO 8501-1 Pictorial Standards of Cleanliness: Specialist Distributor of Steel and Stainless Steel AbrasivesDocument2 pagesISO 8501-1 Pictorial Standards of Cleanliness: Specialist Distributor of Steel and Stainless Steel AbrasivesPubcrawl100% (2)
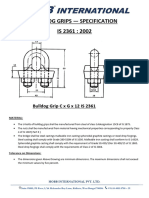
- Bull Dog Clamp - SpecificationDocument2 pagesBull Dog Clamp - SpecificationsanjoyNo ratings yet
- Unusual, Given The Brittle Nature of Most Cast Iron.: Electrode SelectionDocument2 pagesUnusual, Given The Brittle Nature of Most Cast Iron.: Electrode SelectionparmindersinNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- me8361-MT 1 LabmanualDocument37 pagesme8361-MT 1 LabmanualHOD ITNo ratings yet
- Smith Forging Techniques ExplainedDocument24 pagesSmith Forging Techniques ExplainedHeetNo ratings yet
- Cement Industry: Manufacturing Process of Portland Cement Raw MaterialsDocument11 pagesCement Industry: Manufacturing Process of Portland Cement Raw Materialsد.حاتممرقهNo ratings yet
- Jigs and Fixtures Objective Questions - Fitter (Set-1)Document8 pagesJigs and Fixtures Objective Questions - Fitter (Set-1)Prashant SinghNo ratings yet
- WEG Coatings Industrial Maintenance 50021180 Brochure en Print With MarksDocument20 pagesWEG Coatings Industrial Maintenance 50021180 Brochure en Print With MarksJacksonNo ratings yet
- Cement Plant ABC: M.ShyamsundarDocument4 pagesCement Plant ABC: M.ShyamsundarayokiNo ratings yet
- Ausmelt Matte Smelting PDFDocument12 pagesAusmelt Matte Smelting PDFgtdomboNo ratings yet
- Formula To Calculate Cutting ProcessDocument19 pagesFormula To Calculate Cutting ProcessMangesh KetkarNo ratings yet