You might also like
- PC800SE-7-M1 S/N 40001-UP: Compressor Ass'Y (For Air Conditioner)Document1 pagePC800SE-7-M1 S/N 40001-UP: Compressor Ass'Y (For Air Conditioner)Milad RahimiNo ratings yet
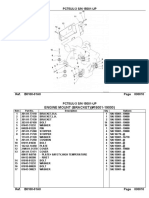
- 02 Engine Mount Bracket 15001 1 PDFDocument1 page02 Engine Mount Bracket 15001 1 PDFManual book Cd pdfNo ratings yet
- E7a JCB 3D DS Full Scan OcrDocument187 pagesE7a JCB 3D DS Full Scan OcrChirag BansalNo ratings yet
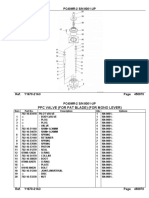
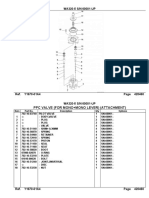
- PC40MR-2 S/N 8001-UP: PPC Valve (For Pat Blade) (For Mono Lever)Document1 pagePC40MR-2 S/N 8001-UP: PPC Valve (For Pat Blade) (For Mono Lever)Anonymous cS9UMvhBqNo ratings yet
- 03 Engine Mount Bracket 19001Document1 page03 Engine Mount Bracket 19001Manual book Cd pdfNo ratings yet
- Pc800se-7-M1 S/N 40001-Up: Main Pump (4/9) (N0.2 Pump)Document2 pagesPc800se-7-M1 S/N 40001-Up: Main Pump (4/9) (N0.2 Pump)midalllllNo ratings yet
- t135hc Jupiter-Mx Cylinder HeadDocument2 pagest135hc Jupiter-Mx Cylinder Headrinha_r_aNo ratings yet
- PC800SE-7-M1 S/N 40001-UP: Blower Ass'Y (For Air Conditioner)Document1 pagePC800SE-7-M1 S/N 40001-UP: Blower Ass'Y (For Air Conditioner)Milad RahimiNo ratings yet
- 01 Cylinder HeadDocument2 pages01 Cylinder HeadRohaizad SallehNo ratings yet
- PC14R-3 S/N F40003 and UpDocument573 pagesPC14R-3 S/N F40003 and UpRAMON TEIXIDORNo ratings yet
- PPC VALVE FOR MONO MONO LEVER - pdf1Document1 pagePPC VALVE FOR MONO MONO LEVER - pdf1eshopmanual limaNo ratings yet
- Pc800se-7-M1 S/N 40001-Up: Main Pump (13/14) (N0.1 Pump)Document1 pagePc800se-7-M1 S/N 40001-Up: Main Pump (13/14) (N0.1 Pump)midalllllNo ratings yet
- PC800SE-7-M1 S/N 40001-UP: Final Drive Assy (Shaft and Hub) (Supply Parts)Document1 pagePC800SE-7-M1 S/N 40001-UP: Final Drive Assy (Shaft and Hub) (Supply Parts)Milad RahimiNo ratings yet
- Gambar 01 Cylinder: Nomor Refere Nomor Part Nama Part KeteranganDocument2 pagesGambar 01 Cylinder: Nomor Refere Nomor Part Nama Part KeteranganIkbal Parlaungan PaneNo ratings yet
- Pc800se-7-M1 S/N 40001-Up: Main Pump (4/14) (N0.1 Pump)Document2 pagesPc800se-7-M1 S/N 40001-Up: Main Pump (4/14) (N0.1 Pump)midalllllNo ratings yet
- Pc800se-7-M1 S/N 40001-Up: Main Pump (6/9) (N0.2 Pump)Document1 pagePc800se-7-M1 S/N 40001-Up: Main Pump (6/9) (N0.2 Pump)midalllllNo ratings yet
- ARM HYDRAULIC PIPING (2.40M, #0005-) - CRAWLER EXCAVATOR Hyundai R450LC-7 - R450LC-7 HYDRAULIC SYSTEM ARM HYDRAULIC PIPING (2.40M, #0005-) - 777partsDocument2 pagesARM HYDRAULIC PIPING (2.40M, #0005-) - CRAWLER EXCAVATOR Hyundai R450LC-7 - R450LC-7 HYDRAULIC SYSTEM ARM HYDRAULIC PIPING (2.40M, #0005-) - 777partsdavidNo ratings yet
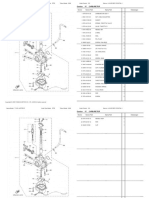
- T110C Jupiter Z CarburetorDocument2 pagesT110C Jupiter Z CarburetorDidik safdaliNo ratings yet
- Pc800se-7-M1 S/N 40001-Up: Main Pump (3/9) (N0.2 Pump)Document2 pagesPc800se-7-M1 S/N 40001-Up: Main Pump (3/9) (N0.2 Pump)midalllllNo ratings yet
- 2 40HE-NewVersionDocument42 pages2 40HE-NewVersionsergeateliermarineNo ratings yet
- PC16R-3 S/N F60003-: Section DescriptionDocument472 pagesPC16R-3 S/N F60003-: Section DescriptionTomasNo ratings yet
- Pc800se-7-M1 S/N 40001-Up: Main Pump (2/9) (N0.2 Pump)Document2 pagesPc800se-7-M1 S/N 40001-Up: Main Pump (2/9) (N0.2 Pump)midalllllNo ratings yet
- WA500 3 Common Rail Part PDFDocument1 pageWA500 3 Common Rail Part PDFRakaNo ratings yet
- WA500-3 Common Rail PartDocument1 pageWA500-3 Common Rail PartOecox Cah DjadoelNo ratings yet
- Gambar 13 Clutch: Nomor Refere Nomor Part Nama Part KeteranganDocument2 pagesGambar 13 Clutch: Nomor Refere Nomor Part Nama Part Keterangandonwload bunkNo ratings yet
- Automatic Shift Change ValveDocument2 pagesAutomatic Shift Change Valvefabilfat groupNo ratings yet
- Al115c Mio Soul CylinderDocument2 pagesAl115c Mio Soul CylinderMada Kaka Sr.No ratings yet
- T110C Jupiter Z Shift ShaftDocument1 pageT110C Jupiter Z Shift ShaftDidik safdaliNo ratings yet
- 06 T105 Crypton Intake PDFDocument1 page06 T105 Crypton Intake PDFRoni SuhendarNo ratings yet
- Al115c Mio Cylinder PDFDocument2 pagesAl115c Mio Cylinder PDFIwen Tiga BitNo ratings yet
- T110sec Jupiter Z CarburetorDocument2 pagesT110sec Jupiter Z Carburetorandi.tasikNo ratings yet
- Project Name: Tay Nguyen WF Stage 1: Fo Wiring DiagramDocument8 pagesProject Name: Tay Nguyen WF Stage 1: Fo Wiring DiagramLy Nguyễn HươngNo ratings yet
- 4.06in Tech Illustration (DRAWINGS)Document39 pages4.06in Tech Illustration (DRAWINGS)usamakhattakNo ratings yet
- Pc800se-7-M1 S/N 40001-Up: Main Pump (1/9) (N0.2 Pump)Document1 pagePc800se-7-M1 S/N 40001-Up: Main Pump (1/9) (N0.2 Pump)midalllllNo ratings yet
- Pc800se-7-M1 S/N 40001-Up: Main Pump (12/14) (N0.1 Pump)Document1 pagePc800se-7-M1 S/N 40001-Up: Main Pump (12/14) (N0.1 Pump)midalllllNo ratings yet
- H6200 05a0 Loader Control ValveDocument2 pagesH6200 05a0 Loader Control Valvealberto oscar hermidaNo ratings yet
- H6200 03a0 Loader Control ValveDocument2 pagesH6200 03a0 Loader Control Valvealberto oscar hermidaNo ratings yet
- V110e F1-ZR TransmissionDocument2 pagesV110e F1-ZR TransmissionRian DeonNo ratings yet
- PC75UU-3 Parts BookDocument195 pagesPC75UU-3 Parts BookOecox Cah Djadoel100% (10)
- 4.110HE StandardDocument55 pages4.110HE StandardJonathan Joaquin FernandezNo ratings yet
- Diagram - System, Sleeper HVAC P94-1478 A 01Document8 pagesDiagram - System, Sleeper HVAC P94-1478 A 01Gonzalo GalvezNo ratings yet
- PC800SE-7-M1 S/N 40001-UP: Final Drive Assy (1St and 2Nd Carrier) (Supply Parts)Document1 pagePC800SE-7-M1 S/N 40001-UP: Final Drive Assy (1St and 2Nd Carrier) (Supply Parts)Milad RahimiNo ratings yet
- h6200 08a0 Loader Control ValveDocument2 pagesh6200 08a0 Loader Control Valvealberto oscar hermidaNo ratings yet
- Proprietary & Confidential: This Is A Static Sensitive Device. Handle & Store Appropriately To Prevent Esd DamageDocument2 pagesProprietary & Confidential: This Is A Static Sensitive Device. Handle & Store Appropriately To Prevent Esd DamagePawan PalNo ratings yet
- PC40MR-2 S/N 8001-UP: PPC Valve (For Travel)Document2 pagesPC40MR-2 S/N 8001-UP: PPC Valve (For Travel)Anonymous Cci8a4jsTNo ratings yet
- T115le Vega-Zr CarburetorDocument2 pagesT115le Vega-Zr CarburetorPuji RiatnoNo ratings yet
- T105e Vega-R Cylinder HeadDocument1 pageT105e Vega-R Cylinder HeadAlésaNo ratings yet
- T115fsec Jupiter Z1 Steering Handle & CableDocument1 pageT115fsec Jupiter Z1 Steering Handle & Cableakai menyadikNo ratings yet
- WH713 1 WH714 1 WH714H 1 WH716 SN 395F70001-Up PDFDocument655 pagesWH713 1 WH714 1 WH714H 1 WH716 SN 395F70001-Up PDFdrmasster100% (1)
- PC40MR-2 S/N 8001-UP: Air Conditioner Unit (Inner Parts) (2/4)Document1 pagePC40MR-2 S/N 8001-UP: Air Conditioner Unit (Inner Parts) (2/4)eshopmanual TigaNo ratings yet
- Valve 2 4Document1 pageValve 2 4angga setyawanNo ratings yet
- Air Duct Inner PartsDocument1 pageAir Duct Inner Partseshopmanual limaNo ratings yet
- Heater Unit Inner Parts1Document1 pageHeater Unit Inner Parts1angga setyawanNo ratings yet
- Req ME 13 04 2023Document2 pagesReq ME 13 04 2023Rascille MagonNo ratings yet
- Entrepiso 2Document15 pagesEntrepiso 2yonatandiazNo ratings yet
- 07 T105 Crypton Carburetor PDFDocument1 page07 T105 Crypton Carburetor PDFRoni SuhendarNo ratings yet
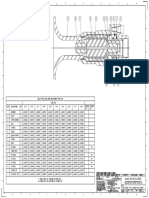
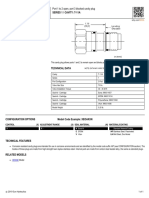
- 871ED-AL40 4" Gravity Coupler, Buna-N: Leading The Way in Tank Truck Equipment Innovation WorldwideDocument1 page871ED-AL40 4" Gravity Coupler, Buna-N: Leading The Way in Tank Truck Equipment Innovation WorldwideVic MoNo ratings yet
- T135HC Jupiter MX IntakeDocument2 pagesT135HC Jupiter MX Intakeken Aroxs100% (1)
- 01 T105 Crypton Cylinder Head PDFDocument1 page01 T105 Crypton Cylinder Head PDFRoni SuhendarNo ratings yet
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- DatasheetDocument4 pagesDatasheetzavabossNo ratings yet
- Crimping Die Assemblies 58492-1 and 58493 - 1Document3 pagesCrimping Die Assemblies 58492-1 and 58493 - 1zavabossNo ratings yet
- SynchDocument1 pageSynchzavabossNo ratings yet
- SDE PEW-12 Hand Tool Assembly 2063957 - 1 With Die Assembly 2063957 - 2Document5 pagesSDE PEW-12 Hand Tool Assembly 2063957 - 1 With Die Assembly 2063957 - 2zavabossNo ratings yet
- BCM43xx SoftAPDocument14 pagesBCM43xx SoftAPzavabossNo ratings yet
- MBSE Primer - 2nd EditionDocument122 pagesMBSE Primer - 2nd EditionzavabossNo ratings yet
- Bluetooth Brand Guide - DEC16Document18 pagesBluetooth Brand Guide - DEC16zavabossNo ratings yet
- Canopy Area Boq.Document6 pagesCanopy Area Boq.SAIDI NYAHEGONo ratings yet
- FoundryDocument120 pagesFoundrycelinaNo ratings yet
- Iso 05000-2011Document20 pagesIso 05000-2011NataliNo ratings yet
- Standard Test Method For Bone ScrewDocument21 pagesStandard Test Method For Bone ScrewEDUARDO TOLEDO PONCE100% (1)
- 145 Pro-Grip Aluminium Systems: Installation GuideDocument10 pages145 Pro-Grip Aluminium Systems: Installation GuideGonzalo Agulló FernándezNo ratings yet
- Iso 17804 2020Document13 pagesIso 17804 2020Kerem ErtemNo ratings yet
- Structural Materials: 1. Metals 2. Polymers 3. Ceramics 4. CompositesDocument43 pagesStructural Materials: 1. Metals 2. Polymers 3. Ceramics 4. Compositesdjsiraj834No ratings yet
- Product Guide: Accessories - Brass Trim - Sealants & Lubricants - Standpipe EquipmentDocument60 pagesProduct Guide: Accessories - Brass Trim - Sealants & Lubricants - Standpipe EquipmentChristian DoriaNo ratings yet
- Important Question ICSE 2010 Class 10th ElectrolysisDocument6 pagesImportant Question ICSE 2010 Class 10th Electrolysisspurohit1991No ratings yet
- Cavity Plug XEOA - Full - en - Us - LetterDocument1 pageCavity Plug XEOA - Full - en - Us - LetterHassan KhattabNo ratings yet
- 4STY 20CL PozorrubioCS On Micropile FoundationDocument65 pages4STY 20CL PozorrubioCS On Micropile FoundationKaren Balisacan Segundo RuizNo ratings yet
- Introduction To Joining Processes: ObjectiveDocument5 pagesIntroduction To Joining Processes: ObjectiveSubhasis BiswalNo ratings yet
- Indian Standard: Code For Designation of SteelsDocument13 pagesIndian Standard: Code For Designation of SteelsAkash ParadkarNo ratings yet
- Composites With Experimental Titles Abstract 2021-22Document30 pagesComposites With Experimental Titles Abstract 2021-22Karthik DmNo ratings yet
- Glycol Base Engine Coolant For Automobile and Light-Duty ServiceDocument5 pagesGlycol Base Engine Coolant For Automobile and Light-Duty ServicejeganNo ratings yet
- The 8th Haicheng Magnesium Expo KnowledgeDocument40 pagesThe 8th Haicheng Magnesium Expo KnowledgeEmílio LobatoNo ratings yet
- Product Data: Titanpro Sm198Document1 pageProduct Data: Titanpro Sm198李万福No ratings yet
- Brazing, Soldering and Intro WeldingDocument53 pagesBrazing, Soldering and Intro WeldingBüşra YıldırımNo ratings yet
- NCDE RYD NBS XX SP A K40 Demountable Ceiling Construction C1Document10 pagesNCDE RYD NBS XX SP A K40 Demountable Ceiling Construction C1johnNo ratings yet
- Loctite 270™: Technical Data SheetDocument4 pagesLoctite 270™: Technical Data SheetM Jobayer AzadNo ratings yet
- DNV AuditDocument2 pagesDNV AuditDimitris NikouNo ratings yet
- Product Catalog RST Linear Bearings and ShaftingDocument148 pagesProduct Catalog RST Linear Bearings and ShaftingMa SNo ratings yet
- Aramco Standard NotesDocument9 pagesAramco Standard NotesAmir Khan100% (1)
- Astm A659-18Document3 pagesAstm A659-18Ryan ZhangNo ratings yet
- Unit-4 Chapter-1 Herf and Chapter-2 PMDocument15 pagesUnit-4 Chapter-1 Herf and Chapter-2 PMRavichandran GNo ratings yet
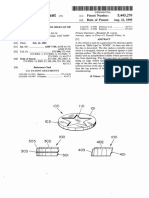
- United States Patent (19) 11 Patent Number: 5,443,270Document5 pagesUnited States Patent (19) 11 Patent Number: 5,443,270Tyler Jordan DavisonNo ratings yet
- PDC Bits CourseDocument76 pagesPDC Bits CourseRobert Koch100% (1)
- Flat Bar BottomDocument1 pageFlat Bar BottomjhkdhcvghNo ratings yet
- Metals and Non-MetalsDocument11 pagesMetals and Non-MetalsdhandanikitaNo ratings yet
- Asme-Bpvc Sec II-A Int Vol 45Document7 pagesAsme-Bpvc Sec II-A Int Vol 45mostafa aliNo ratings yet