You might also like
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Welding Processes PDFDocument27 pagesWelding Processes PDFSarjitoNo ratings yet
- Fusion Welding Techniques GuideDocument16 pagesFusion Welding Techniques Guidevijju ajjuNo ratings yet
- Takoradi PolytechnicDocument62 pagesTakoradi PolytechnicMichael Castro AbuduNo ratings yet
- Engineering MaterialsDocument10 pagesEngineering MaterialsR-jayVenturilloNo ratings yet
- Welding & Types: Comprehension Report-3Document10 pagesWelding & Types: Comprehension Report-3sathesh waranNo ratings yet
- Lecture 4Document65 pagesLecture 4Ishtiaq AhmedNo ratings yet
- Welding by Roop Lal RanaDocument21 pagesWelding by Roop Lal Ranaanmolmahajan1234No ratings yet
- Types of Welding ProcessesDocument8 pagesTypes of Welding ProcessesMuhammad BilalNo ratings yet
- WeldingDocument28 pagesWeldingShahdan DahlanNo ratings yet
- Factors Governing the Weldability of Structural SteelsDocument23 pagesFactors Governing the Weldability of Structural Steelso2megotNo ratings yet
- Assigment WeldingDocument4 pagesAssigment WeldingAnonymous Co9r0PbNo ratings yet
- Welding and Joining Process: Basic Concept of WeldingDocument7 pagesWelding and Joining Process: Basic Concept of WeldingNaresh kumarNo ratings yet
- Experiment-1: Study of Grinding Machine and It's OperationsDocument15 pagesExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNo ratings yet
- Experiment-1: Study of Grinding Machine and It's OperationsDocument15 pagesExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNo ratings yet
- Experiment-1: Study of Grinding Machine and It's OperationsDocument15 pagesExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNo ratings yet
- WeldingDocument54 pagesWeldingAbdullah changNo ratings yet
- AE2253 Unit 2Document15 pagesAE2253 Unit 2Jones Jones Jr.No ratings yet
- UNIT 3: WELDING PROCESSESDocument20 pagesUNIT 3: WELDING PROCESSESUtkarsh SharmaNo ratings yet
- Arc Welding GuideDocument7 pagesArc Welding GuideJuanNo ratings yet
- Introduction to welding processesDocument5 pagesIntroduction to welding processesPhani Sridhar ChNo ratings yet
- Metal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationsDocument21 pagesMetal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationseldhosekjnitNo ratings yet
- Welding of Ductile Iron: Welding Metallurgy Equipment and Filler MaterialsDocument2 pagesWelding of Ductile Iron: Welding Metallurgy Equipment and Filler Materialshrk100No ratings yet
- Welding: Dr. Sunil JhaDocument21 pagesWelding: Dr. Sunil JharassdriverNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- Introduction To Welding - MetallurgyDocument15 pagesIntroduction To Welding - Metallurgyramkishore_87100% (1)
- Principles of weldingDocument13 pagesPrinciples of weldingMadhurimaMitraNo ratings yet
- Sudare e PDFDocument20 pagesSudare e PDFFornade AndreiNo ratings yet
- Lab Report WeldingDocument15 pagesLab Report WeldingAhmad ZafranNo ratings yet
- Basics of Brazing and Soldering ProcessesDocument4 pagesBasics of Brazing and Soldering ProcessesDhananjay ParasharNo ratings yet
- Experiment No. 1: Introduction To Metal Joining Process 1. WeldingDocument13 pagesExperiment No. 1: Introduction To Metal Joining Process 1. WeldingNaval vermaNo ratings yet
- Manufactura GuíaDocument3 pagesManufactura GuíaIrwin VelozNo ratings yet
- Titipan ZahraDocument7 pagesTitipan ZahraDikaAfriandiNo ratings yet
- Gas WeldingDocument7 pagesGas WeldingVaiju SelvanNo ratings yet
- InTech-Welding of Aluminum Alloys PDFDocument25 pagesInTech-Welding of Aluminum Alloys PDFCortesar ManuNo ratings yet
- Study of Electric Arc Welding Process and Various Types of JointDocument12 pagesStudy of Electric Arc Welding Process and Various Types of JointMohammed RakibNo ratings yet
- Manufacturing Process: Chapter 5 Joining ProcessesDocument53 pagesManufacturing Process: Chapter 5 Joining ProcesseshizanorhudaNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- Types of WeldingDocument10 pagesTypes of WeldingMuhammad Tauseef ZafarNo ratings yet
- Unit II - mt1Document24 pagesUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- Presentation Topic: WeldingDocument36 pagesPresentation Topic: WeldingAdnan JavedNo ratings yet
- Welding ShopDocument10 pagesWelding ShopAsifJavedNo ratings yet
- Manufacturing ProcessesDocument10 pagesManufacturing ProcessesHasnain AshrafNo ratings yet
- PressedDocument30 pagesPressedShantanu SinghNo ratings yet
- Double FilletDocument30 pagesDouble Filletvyas raoNo ratings yet
- Mce516 Lecture Note 3Document70 pagesMce516 Lecture Note 3Edward JNo ratings yet
- Ch-3 - Advanced Welding ProcessesDocument17 pagesCh-3 - Advanced Welding ProcessesNishanta BasisthaNo ratings yet
- Welding WorkshopDocument29 pagesWelding WorkshopAnonymous h5OeGoX3MTNo ratings yet
- WeldingDocument16 pagesWeldingwhoami7174No ratings yet
- Electric WeldingDocument28 pagesElectric WeldingmayankNo ratings yet
- MRT-10-2 Arc Welding Principle and SSWDocument27 pagesMRT-10-2 Arc Welding Principle and SSW1026Aniket TankNo ratings yet
- Practical 5 Welding and Welding SymbolsDocument5 pagesPractical 5 Welding and Welding Symbolsmechman03No ratings yet
- Electro Mechanical PartDocument18 pagesElectro Mechanical Partmahendra161024No ratings yet
- Abstracts About WeldingDocument9 pagesAbstracts About WeldingVinayak BhustalimathNo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERNo ratings yet
- WeldingDocument23 pagesWeldingRashedul AlamNo ratings yet
- Chapter 6 - Joining ProcessesDocument88 pagesChapter 6 - Joining Processesquan quanNo ratings yet
- AbstractDocument9 pagesAbstractC-dek MuzzammilNo ratings yet
- MP Mod2Document167 pagesMP Mod2Abiram VSNo ratings yet
- Powder Metallurgy (P/M) : Study Various Characteristics of Copper Powders andDocument3 pagesPowder Metallurgy (P/M) : Study Various Characteristics of Copper Powders andSubhasis BiswalNo ratings yet
- Sheet Metal Forming: An Introduction to Processes Like Shearing and BendingDocument4 pagesSheet Metal Forming: An Introduction to Processes Like Shearing and BendingSubhasis BiswalNo ratings yet
- Experiment No 7Document4 pagesExperiment No 7Subhasis BiswalNo ratings yet
- Introduction To Casting Processes: BackgroundDocument5 pagesIntroduction To Casting Processes: BackgroundSubhasis BiswalNo ratings yet
- Experiment No 2Document4 pagesExperiment No 2Subhasis BiswalNo ratings yet
- Expt No 3Document5 pagesExpt No 3Subhasis BiswalNo ratings yet
- Experiment 6Document3 pagesExperiment 6Subhasis BiswalNo ratings yet
- Experiment No 8 - SWAGING PDFDocument2 pagesExperiment No 8 - SWAGING PDFSubhasis BiswalNo ratings yet
- Periodic Table PDFDocument1 pagePeriodic Table PDFpreetamNo ratings yet
- General turning guide - chip thickness, speeds & feedsDocument10 pagesGeneral turning guide - chip thickness, speeds & feedsShanmugam BalasubramaniamNo ratings yet
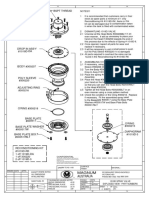
- Spayer Magnum 1019d - Parts - BreakdownDocument1 pageSpayer Magnum 1019d - Parts - Breakdowndoddy septianNo ratings yet
- Visbreaking, Thermal Cracking, and Coking: Mercaptan ExtractionDocument4 pagesVisbreaking, Thermal Cracking, and Coking: Mercaptan ExtractionChetan CherryNo ratings yet
- Saep 321Document25 pagesSaep 321AbdullahNo ratings yet
- METS Mineral Processing Course PresentationDocument17 pagesMETS Mineral Processing Course PresentationAdham ElbrawyNo ratings yet
- US6855191Document11 pagesUS6855191امين الدينNo ratings yet
- OK Topic 2 Biological Treatment of WastewaterDocument168 pagesOK Topic 2 Biological Treatment of WastewaterPriyatno JuniantoNo ratings yet
- Fauji Cement ReportDocument4 pagesFauji Cement ReportSher Ali KhanNo ratings yet
- 4-Player Pedestal Arcade Cabinet For MAME 32 Steps (With Pictures) - InstructablesDocument35 pages4-Player Pedestal Arcade Cabinet For MAME 32 Steps (With Pictures) - InstructablesbryanfroudNo ratings yet
- SOP for packing and returning equipmentDocument5 pagesSOP for packing and returning equipmentJemal YayaNo ratings yet
- 11aDocument44 pages11agegegegNo ratings yet
- Blueshield™ La T-91 C60 Ni1: Low-Alloy SteelDocument1 pageBlueshield™ La T-91 C60 Ni1: Low-Alloy SteelSimNo ratings yet
- PLT5110 B Rev ADocument2 pagesPLT5110 B Rev AArielNo ratings yet
- Easy To Build Bookcase MetricDocument8 pagesEasy To Build Bookcase MetricRammsteinf4nNo ratings yet
- Insert MoldingDocument27 pagesInsert MoldingYuvaraj Yuvaraj100% (1)
- Steel ReferenceDocument2 pagesSteel Referencenkrish21856No ratings yet
- Furniture Design - BOQ PDFDocument1 pageFurniture Design - BOQ PDFMadhumitha kannanNo ratings yet
- Question 8Document31 pagesQuestion 8Ehsan KhanNo ratings yet
- 04 WPS Atp Asme 2012 (A312 304) (A312 310)Document6 pages04 WPS Atp Asme 2012 (A312 304) (A312 310)lailatul kodriNo ratings yet
- Vascomill MMS FA 2 EsiteDocument1 pageVascomill MMS FA 2 EsiteDaniel ReyesNo ratings yet
- Mt-I 2 Marks With Answer PDFDocument15 pagesMt-I 2 Marks With Answer PDFSiva RamanNo ratings yet
- HBF Filtration and Froth Treatment Report December 2016Document5 pagesHBF Filtration and Froth Treatment Report December 2016Michel M.No ratings yet
- Types of Paints and Their UsesDocument14 pagesTypes of Paints and Their UsesRuchin AgarwalNo ratings yet
- ALRO MetalsGuidePDFCatalogJune2013LRDocument544 pagesALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaNo ratings yet
- Fabrication GAD of Equal Barred Tee - 10 Inch PDFDocument1 pageFabrication GAD of Equal Barred Tee - 10 Inch PDFThamaraikani Mani100% (1)
- Building Technology 1: Research WorkDocument54 pagesBuilding Technology 1: Research WorkRhobie Shayne BenogsodanNo ratings yet
- MT2 University Question PaperDocument4 pagesMT2 University Question PaperKrishnan VelavanNo ratings yet
- 2312 DatasheetDocument1 page2312 Datasheetfuransu777No ratings yet
- METAL FORMING PROCESSES: 2 & 11 MARKS QUESTIONSDocument6 pagesMETAL FORMING PROCESSES: 2 & 11 MARKS QUESTIONSCharan KumarNo ratings yet
- AkzoNobel - QN102QF - Interpon ACE 2000Document3 pagesAkzoNobel - QN102QF - Interpon ACE 2000Eslam FaroukNo ratings yet