You might also like
- Team A: Awareness of Swachh Bharat in Rural AreasDocument17 pagesTeam A: Awareness of Swachh Bharat in Rural AreasSam prabhakar0% (1)
- Vishveshwarya Technical University Belagavi: Bachelor of EngineeringDocument10 pagesVishveshwarya Technical University Belagavi: Bachelor of EngineeringSam prabhakarNo ratings yet
- Pulse Tube Refrigerator-An Alternative Cryocooler?: R.N. RichardsonDocument10 pagesPulse Tube Refrigerator-An Alternative Cryocooler?: R.N. RichardsonSam prabhakarNo ratings yet
- 2008-Approximate Design Method For PTRDocument8 pages2008-Approximate Design Method For PTRSam prabhakarNo ratings yet
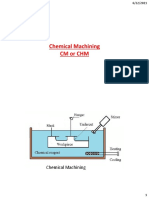
- Chemical Machining CM or CHMDocument18 pagesChemical Machining CM or CHMSam prabhakarNo ratings yet
- Uwh Assignment 1 1at18me038Document13 pagesUwh Assignment 1 1at18me038Sam prabhakarNo ratings yet
- 1 Measurement System and Basic Concepts of Measurement MethodsDocument20 pages1 Measurement System and Basic Concepts of Measurement MethodsSam prabhakarNo ratings yet
- Welcome To The Course On: Metal Cutting and FormingDocument3 pagesWelcome To The Course On: Metal Cutting and FormingSam prabhakarNo ratings yet
- Model Question Paper - With Effect From 2020-21 (CBCS Scheme) Fifth Semester B.E. Degree ExaminationDocument8 pagesModel Question Paper - With Effect From 2020-21 (CBCS Scheme) Fifth Semester B.E. Degree ExaminationSam prabhakarNo ratings yet
- Constitution Final ppr2019-12-23 17.03.46 PDFDocument8 pagesConstitution Final ppr2019-12-23 17.03.46 PDFSam prabhakarNo ratings yet
- 15ME42 - Kinematics-of-Machines - 2 PDFDocument38 pages15ME42 - Kinematics-of-Machines - 2 PDFSam prabhakarNo ratings yet
- MMM Module 1 NotesDocument31 pagesMMM Module 1 NotesSam prabhakar100% (1)
- New Doc 2020-04-23 17.31.26Document1 pageNew Doc 2020-04-23 17.31.26Sam prabhakarNo ratings yet
- 3 PDFDocument46 pages3 PDFSam prabhakarNo ratings yet
- LMS Content IVth Sem Module 3 PDFDocument16 pagesLMS Content IVth Sem Module 3 PDFSam prabhakarNo ratings yet
- Spur and Gear Trains KOM PDFDocument18 pagesSpur and Gear Trains KOM PDFSam prabhakarNo ratings yet
- MM&M Assignment 01 PDFDocument3 pagesMM&M Assignment 01 PDFSam prabhakarNo ratings yet
- Lesson 29 Fourier Sine and Cosine TransformDocument6 pagesLesson 29 Fourier Sine and Cosine TransformSam prabhakarNo ratings yet
- AN END OF A SEARCH Qississ K. Shaliach PDFDocument25 pagesAN END OF A SEARCH Qississ K. Shaliach PDFSam prabhakarNo ratings yet
- Data Structure and Its Applications: 2 Assignment QuestionsDocument2 pagesData Structure and Its Applications: 2 Assignment QuestionsSam prabhakarNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Physical Science - 11 - Q1 - 10 - Limiting Reactants and The Amount of Products Formed 08082020Document22 pagesPhysical Science - 11 - Q1 - 10 - Limiting Reactants and The Amount of Products Formed 08082020ricsha masanayNo ratings yet
- 12 Chem Eng 2013 PDFDocument223 pages12 Chem Eng 2013 PDFsiddharth1102No ratings yet
- Covid Ecri - Disinfectant Concentrations For Epa ListDocument16 pagesCovid Ecri - Disinfectant Concentrations For Epa ListNikesh ShahNo ratings yet
- Prestressed Concrete: BY:-Dr. Mohd Ashraf Iqbal Associate Professor Department of Civil Engineering, IIT, RoorkeeDocument153 pagesPrestressed Concrete: BY:-Dr. Mohd Ashraf Iqbal Associate Professor Department of Civil Engineering, IIT, RoorkeeAllyson DulfoNo ratings yet
- Sample Paper Ftre 2022 Class Viii p2 PCBMDocument27 pagesSample Paper Ftre 2022 Class Viii p2 PCBMNandini Saha50% (2)
- Megafire ManualDocument16 pagesMegafire ManualBehnam NoorizadehNo ratings yet
- All 1314 Chap10-Grand Canonical EnsembleDocument9 pagesAll 1314 Chap10-Grand Canonical Ensemblegiovanny_francisNo ratings yet
- A Guide To Write ISI An PaperDocument76 pagesA Guide To Write ISI An PaperNo ShieelaNo ratings yet
- TMT RebarsDocument15 pagesTMT RebarsMohan Dakshina0% (1)
- Art 2Document15 pagesArt 2Solams CastilloNo ratings yet
- Design of Distillation Column Control SystemsDocument540 pagesDesign of Distillation Column Control SystemsAlessio Scarabelli100% (2)
- Ch. 3 Molecules of Life Review-2008Document3 pagesCh. 3 Molecules of Life Review-2008Nopporn SaSaNo ratings yet
- Unit 12, 2 Eden Park Drive Macquarie Park NSW 2113: 2019 Customer Test & Price List SydneyDocument41 pagesUnit 12, 2 Eden Park Drive Macquarie Park NSW 2113: 2019 Customer Test & Price List SydneyHau SinâuđaNo ratings yet
- Convective Boiling and Condensation Heat Transfer With A Twisted-Tape Insert For R12, R22, R152a, R134a, 8290, R32/R134a, R32/R152a, R290/R134a, R134a/R600aDocument15 pagesConvective Boiling and Condensation Heat Transfer With A Twisted-Tape Insert For R12, R22, R152a, R134a, 8290, R32/R134a, R32/R152a, R290/R134a, R134a/R600aQuirti AmarNo ratings yet
- Advanced Materials, Robotics and NanotechnologyDocument43 pagesAdvanced Materials, Robotics and NanotechnologyIsabella MagallanesNo ratings yet
- Dental Radiography Principles and Techniques 5th Edition Iannucci Solutions ManualDocument25 pagesDental Radiography Principles and Techniques 5th Edition Iannucci Solutions ManualJoshuaAllensoie98% (56)
- MARK NeocareP3R 1303 Customer 2pages PDFDocument2 pagesMARK NeocareP3R 1303 Customer 2pages PDFOrestis TzimasNo ratings yet
- IMPORT01012010Document7 pagesIMPORT01012010Yakshit JainNo ratings yet
- Archroma - Passion For PrintingDocument10 pagesArchroma - Passion For PrintingNguyễn Huy Cường100% (1)
- S Sutradhar Publication Feb 2021Document10 pagesS Sutradhar Publication Feb 2021Subham AdhikariNo ratings yet
- NucleotideDocument56 pagesNucleotideDhara NPNo ratings yet
- BCS WHO Classification QAS04 109rev1 Waive Invivo BioequivDocument45 pagesBCS WHO Classification QAS04 109rev1 Waive Invivo BioequivjjmuruzaNo ratings yet
- 1 Concept of Precipitation 23 enDocument23 pages1 Concept of Precipitation 23 enDodik NugrohoNo ratings yet
- 2 Texts About Petroleum For Reading ComprehensionDocument4 pages2 Texts About Petroleum For Reading ComprehensionEmmanuel Tartagal100% (2)
- Journal of Agricultural and Food Chemistry 2003-51-7292 7295Document4 pagesJournal of Agricultural and Food Chemistry 2003-51-7292 7295Stephany BruigetNo ratings yet
- Industry AbbreviationsDocument39 pagesIndustry Abbreviationsrafik1995No ratings yet
- Class 9 Half Test 2Document2 pagesClass 9 Half Test 2Yuresh KannahNo ratings yet
- 6 Mechanical Behaviour of MaterialsDocument44 pages6 Mechanical Behaviour of MaterialsArjun MahendraNo ratings yet
- 2 Chemistry of Carbohydrates 2023Document80 pages2 Chemistry of Carbohydrates 2023Moses MutsikwiNo ratings yet
- Is.6582.1.1971 BIO ASSAY TESTS PDFDocument16 pagesIs.6582.1.1971 BIO ASSAY TESTS PDFRG SegaranNo ratings yet