You might also like
- Forensic BallisticDocument18 pagesForensic BallisticFranco Angelo ReyesNo ratings yet
- Worldwide Fastener Standard: WX 100 Finish Specification 1. ScopeDocument19 pagesWorldwide Fastener Standard: WX 100 Finish Specification 1. ScopeCarmen HernandezNo ratings yet
- IMT Technical Technical Specifications Specifications: Articulating Cranes Articulating CranesDocument2 pagesIMT Technical Technical Specifications Specifications: Articulating Cranes Articulating CranesMiguel Angel Vazquez ServinNo ratings yet
- Risk Assessment of Ship Platform ColissionDocument6 pagesRisk Assessment of Ship Platform Colission123habib123fikriNo ratings yet
- Operation ManualDocument42 pagesOperation ManualRadiología e Imagen para EstudiantesNo ratings yet
- AFS Pro 700 OM-engDocument218 pagesAFS Pro 700 OM-engVladNo ratings yet
- Drill Pipe Drill StringDocument11 pagesDrill Pipe Drill StringRodrigoBernardo50% (2)
- HeliCoil CatalogueDocument34 pagesHeliCoil Cataloguejarv7910No ratings yet
- Information sheet Standard fl ushing on MCR motors: Δp to shift the fl ushingDocument2 pagesInformation sheet Standard fl ushing on MCR motors: Δp to shift the fl ushingOrlando AriasNo ratings yet
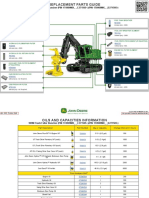
- 909M Tracked Feller Buncher PIN 1T0909MX C271505 PIN 1T0909MX D271505 Replacement Parts GuideDocument3 pages909M Tracked Feller Buncher PIN 1T0909MX C271505 PIN 1T0909MX D271505 Replacement Parts GuideNelson Andrade VelasquezNo ratings yet
- Iso 6489-3Document12 pagesIso 6489-3JonatasNo ratings yet
- PIV Exhaust Generic V11Document18 pagesPIV Exhaust Generic V11Alireza AameriNo ratings yet
- MQ SSL/TLS Channels Including V8 ChangesDocument23 pagesMQ SSL/TLS Channels Including V8 ChangesAnkit GuptaNo ratings yet
- Industrial Diesel Engine: 1996 EPA and CARB Non-Road Emissions CertifiedDocument2 pagesIndustrial Diesel Engine: 1996 EPA and CARB Non-Road Emissions Certifiedporter1980No ratings yet
- Asme B5.8-2001 (2017)Document32 pagesAsme B5.8-2001 (2017)윤규섭No ratings yet
- Lenovo Xiaoxin Air-14iil 2020 - Flms0 La-J551p r02Document67 pagesLenovo Xiaoxin Air-14iil 2020 - Flms0 La-J551p r02TigerNo ratings yet
- STN - GMP Powertrain/Carbody Adaptation Interface Assembled Exhaust LineDocument42 pagesSTN - GMP Powertrain/Carbody Adaptation Interface Assembled Exhaust LineAlireza AameriNo ratings yet
- Zeta RevDocument46 pagesZeta Revsloba68100% (1)
- Conversao Racor Filtro Separador AguaDocument3 pagesConversao Racor Filtro Separador AguaRICHARD RONALD SchneiderNo ratings yet
- Orlander Text BookDocument783 pagesOrlander Text BookKai CaoNo ratings yet
- Gd825a-2 S/N 11001-UpDocument777 pagesGd825a-2 S/N 11001-UpMarcos Roberto Caresia da Cas100% (1)
- Man AcDocument32 pagesMan AcCharles Claudino SilvaNo ratings yet
- GL-T11R: Instruction ManualDocument8 pagesGL-T11R: Instruction ManualDayglis CostaNo ratings yet
- Manaul de Serviço cbr900 RR Fireblade (2000 2001) SistcombDocument62 pagesManaul de Serviço cbr900 RR Fireblade (2000 2001) SistcombCarlos LimaNo ratings yet
- Scom - CS74 76CS56 683 - Rehs4671 00Document52 pagesScom - CS74 76CS56 683 - Rehs4671 00Daniel PricopNo ratings yet
- Mando-Catalogue 2018Document259 pagesMando-Catalogue 2018Ericka BerreondoNo ratings yet
- CatalogoDocument574 pagesCatalogoCrisNo ratings yet
- Young Star - One Pager - Version 1.4 - September 2021Document1 pageYoung Star - One Pager - Version 1.4 - September 2021ShihbNo ratings yet
- FAG Angular Ball BearingDocument43 pagesFAG Angular Ball BearingzeljkoanNo ratings yet
- Helicoil Aftermarket Products CatalogueDocument24 pagesHelicoil Aftermarket Products CatalogueGabriel StefanNo ratings yet
- Minimum Retirement Age of Workers Act - SinhalaDocument19 pagesMinimum Retirement Age of Workers Act - SinhalaDilan HasinthaNo ratings yet
- DTC Ecm 164.122Document31 pagesDTC Ecm 164.122Ionut BordieanuNo ratings yet
- Miltonroy Milroyal B ManualDocument32 pagesMiltonroy Milroyal B ManualjorgeNo ratings yet
- Instruction Manual KTA Web PDFDocument64 pagesInstruction Manual KTA Web PDFSURFnskNo ratings yet
- Chat LogDocument2 pagesChat LogHI it's meNo ratings yet
- Programming For CNC LathesDocument106 pagesProgramming For CNC LathesGustavo Zamudio RodriguezNo ratings yet
- Consistently Consistent GreaseDocument4 pagesConsistently Consistent GreaseBrian Careel100% (1)
- Equivalencia GraxasDocument1 pageEquivalencia Graxasrobson robsonNo ratings yet
- DVI Prime ManualDocument71 pagesDVI Prime Manualvelvet0523No ratings yet
- Catalogo Rolamento ImaDocument90 pagesCatalogo Rolamento ImaJoao Victor FonsecaNo ratings yet
- Catalogo Peças Trator 7225J Out 2014Document728 pagesCatalogo Peças Trator 7225J Out 2014Izael VieiraNo ratings yet
- Agma 920 A01 Materials For Plastic GearsDocument46 pagesAgma 920 A01 Materials For Plastic GearsNursena SEVİNÇNo ratings yet
- 1.2 Uncertainty - Concepts, Modelling and VerificationDocument67 pages1.2 Uncertainty - Concepts, Modelling and VerificationQuang Thang100% (1)
- 6.2 - Eixo TraseiroDocument92 pages6.2 - Eixo Traseirodavi henrique boazNo ratings yet
- Juno Net Con SP1 MNDocument5 pagesJuno Net Con SP1 MNCarlos Eberhard Diaz TorresNo ratings yet
- HL635ALDocument208 pagesHL635ALTelles Cristian Mendes PazNo ratings yet
- GearboxDocument20 pagesGearboxViknesh VikneshNo ratings yet
- Ixar Academy Cellphone Repair SyllabusPDFDocument3 pagesIxar Academy Cellphone Repair SyllabusPDFLawson SangoNo ratings yet
- Catalogo Bombas Centrifugas Grundfos CRDocument25 pagesCatalogo Bombas Centrifugas Grundfos CRhugo mendozaNo ratings yet
- Bosch EV6 3868 - 7626Document5 pagesBosch EV6 3868 - 7626hacvuaNo ratings yet
- 04 Convenient IvecoDocument30 pages04 Convenient Ivecomirel mNo ratings yet
- Ecs MCP61PM-GM Rev 2.4Document34 pagesEcs MCP61PM-GM Rev 2.4onimeno kuroi kenshiNo ratings yet
- Database NormalizationDocument7 pagesDatabase NormalizationmarcNo ratings yet
- Ejemplo de Variables de InstrumentacionDocument16 pagesEjemplo de Variables de InstrumentacionEduardo JiménezNo ratings yet
- Ncdex Lot SizeDocument6 pagesNcdex Lot Sizemahesaraswat100% (1)
- Dot Grwir-06103, Mar 2022Document23 pagesDot Grwir-06103, Mar 2022AbhijeetNo ratings yet
- PoE 25-100172-001Document2 pagesPoE 25-100172-001Jossemar Cristhian Bartolo OnayramNo ratings yet
- Code - (Modded) ALL CREW COLOURS (150+) Se7enSins Gaming CommunityDocument1 pageCode - (Modded) ALL CREW COLOURS (150+) Se7enSins Gaming CommunityEverhett HughesNo ratings yet
- Declaracion de Conformidad (ES) - Recuperador de Calor Kosner KRC 5 ED BP-PH-SV 3650m3 - H Vertical Apto PDocument1 pageDeclaracion de Conformidad (ES) - Recuperador de Calor Kosner KRC 5 ED BP-PH-SV 3650m3 - H Vertical Apto PDani DGNo ratings yet
- Mitsubishi 380Document8 pagesMitsubishi 380robertoNo ratings yet
- ManualDocument46 pagesManualelver galargaNo ratings yet
- Steer 2010Document8 pagesSteer 2010Lidia RaduNo ratings yet
- Drawing Standard: Drawing Sheet Sizes and FormatsDocument29 pagesDrawing Standard: Drawing Sheet Sizes and Formatssumit_saraf_5No ratings yet
- Catálogo Dexco 2020Document108 pagesCatálogo Dexco 2020Adalberto Santana JuniorNo ratings yet
- Daimler - MBN 36012 ENG - 03-09Document11 pagesDaimler - MBN 36012 ENG - 03-09ali haydarNo ratings yet
- Installation Guide VAMP 221-MCSet - V4Document16 pagesInstallation Guide VAMP 221-MCSet - V4cokicisneNo ratings yet
- Aqa Byb1 W QP Jun07Document12 pagesAqa Byb1 W QP Jun07李超然No ratings yet
- PugalenthiDocument7 pagesPugalenthiTHANI ORUVANNo ratings yet
- Inter Freq Handover Parameter Tuning: F2 Cell 2D/2F/2B Threshold OptimizationDocument19 pagesInter Freq Handover Parameter Tuning: F2 Cell 2D/2F/2B Threshold Optimizationedwin samaNo ratings yet
- Digital Image ProcessingDocument71 pagesDigital Image ProcessingPratibha SharmaNo ratings yet
- Hook Height With Drawwork SensorDocument3 pagesHook Height With Drawwork SensorJose PalumboNo ratings yet
- Fund. Acerinox Horno ArcoDocument8 pagesFund. Acerinox Horno ArcoJavier Mauricio Neira CastrillonNo ratings yet
- Air Dan BiomolekulDocument61 pagesAir Dan BiomolekulgabbymonicaputriNo ratings yet
- Switching Theory and Logic DesignDocument89 pagesSwitching Theory and Logic DesignUppalaguptam Hari Satya PriyaNo ratings yet
- How To Implement A Distributed CommonJ Work Manager ESDocument20 pagesHow To Implement A Distributed CommonJ Work Manager ESAbmel Salim LopessierNo ratings yet
- DBMS Practice QueestionsDocument2 pagesDBMS Practice QueestionsAbhibhava Bhatt VIII [E] 4No ratings yet
- Supply Installation Commissioning of Worlld Largest MillDocument12 pagesSupply Installation Commissioning of Worlld Largest MillAbe ArdiNo ratings yet
- Hya3-6 M6 InsDocument3 pagesHya3-6 M6 InssuhuanajNo ratings yet
- Functions Equations Question BankDocument101 pagesFunctions Equations Question BankParth DesaiNo ratings yet
- Microwave Mini ProjectDocument21 pagesMicrowave Mini Projectfaizan4033No ratings yet
- Aviation Service ManualDocument28 pagesAviation Service ManualArmo MoralesNo ratings yet
- DA-100English ManualDocument10 pagesDA-100English ManualGiang TrườngNo ratings yet
- DDDD (Repaired)Document61 pagesDDDD (Repaired)Phung ba Quoc AnhNo ratings yet
- Anchor Lliberty Mpa ManDocument8 pagesAnchor Lliberty Mpa ManIgnacio Barriga NúñezNo ratings yet
- Physics Paper 2 Nov 2004Document16 pagesPhysics Paper 2 Nov 2004tommyliuNo ratings yet
- Math Iv Chapter 3Document60 pagesMath Iv Chapter 3Benjamin AkingeneyeNo ratings yet
- File: OPL3.java Software Implementation of The Yamaha YMF262 Sound Generator. Version 1.0.6Document18 pagesFile: OPL3.java Software Implementation of The Yamaha YMF262 Sound Generator. Version 1.0.6mendofriulNo ratings yet
- LUXEN SERIES 5 182 144cells 530-550w MONOFACIALDocument2 pagesLUXEN SERIES 5 182 144cells 530-550w MONOFACIALOscar DuduNo ratings yet
- Beckman Coulter GenomeLab TroubleshootDocument56 pagesBeckman Coulter GenomeLab TroubleshootChrisNo ratings yet
- Solar and Lunar Eclipses1-1Document17 pagesSolar and Lunar Eclipses1-1THERESA JNo ratings yet