You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- KF Flanges (Swagelok)Document8 pagesKF Flanges (Swagelok)vinay1999No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Flanges Fittings PDFDocument24 pagesFlanges Fittings PDFSalman KhanNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Iso KF Flanges & FittingsDocument17 pagesIso KF Flanges & Fittingsvinay1999No ratings yet
- How Grooved Works: A Concise Guide to Mechanical Pipe JoiningDocument42 pagesHow Grooved Works: A Concise Guide to Mechanical Pipe Joiningvinay1999No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Flangge THK Calculation-20.10.10Document1 pageFlangge THK Calculation-20.10.10vinay1999No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Day 1Document47 pagesDay 1vinay1999No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A New Dimension in Cokemaking Technology: Competence and Know-How by TraditionDocument28 pagesA New Dimension in Cokemaking Technology: Competence and Know-How by Traditionvinay1999No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Flange Calculation Sheet: ImperialDocument11 pagesFlange Calculation Sheet: Imperialvinay1999No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- BSP - Innovations in Co & CCD - BSP - Op Comm Meeting - Feb 2011 at Jsw.Document21 pagesBSP - Innovations in Co & CCD - BSP - Op Comm Meeting - Feb 2011 at Jsw.vinay1999No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Flangge THK CalculationDocument1 pageFlangge THK Calculationvinay1999No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- BSP - Innovations in Co & CCD - BSP - Op Comm Meeting - Feb 2011 at Jsw.Document21 pagesBSP - Innovations in Co & CCD - BSP - Op Comm Meeting - Feb 2011 at Jsw.vinay1999No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- ? CalendersDocument189 pages? Calendersvinay1999No ratings yet
- Guide Car Platform Repair in No. 8 Battery in Running ConditionDocument19 pagesGuide Car Platform Repair in No. 8 Battery in Running Conditionvinay1999No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- GRINNELL AP Mech Cat 2011Document180 pagesGRINNELL AP Mech Cat 2011vinay1999No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Surface Modification Methods: Dr. M. KamarajDocument68 pagesSurface Modification Methods: Dr. M. KamarajEdukondalu PentapatiNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Dev Energy - GASIFIERDocument33 pagesDev Energy - GASIFIERvinay1999No ratings yet
- Kirloskar Presentation - KCPL Products For Pumps, Pipes, StructuresDocument61 pagesKirloskar Presentation - KCPL Products For Pumps, Pipes, Structuresvinay1999No ratings yet
- Tank design document analysisDocument71 pagesTank design document analysisvinay1999No ratings yet
- Floating Roof Design CalculationsDocument5 pagesFloating Roof Design Calculationsvinay1999No ratings yet
- Volume of Tori Spherical HeadDocument4 pagesVolume of Tori Spherical Headvinay1999No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ? CalendersDocument189 pages? Calendersvinay1999No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Ascendant CalculationDocument14 pagesAscendant CalculationDvs Ramesh100% (1)
- Design ManualDocument27 pagesDesign Manualvinay1999No ratings yet
- Input Conditions - by Test or Specification Fuel - Coal / LigniteDocument2 pagesInput Conditions - by Test or Specification Fuel - Coal / Lignitevinay1999No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Physiotherapy Bill FormatDocument8 pagesPhysiotherapy Bill Formatvinay1999No ratings yet
- Schedule 4: "Storage, Handling and Dispensing at LNG/LCNG Dispensing Stations"Document21 pagesSchedule 4: "Storage, Handling and Dispensing at LNG/LCNG Dispensing Stations"vinay1999No ratings yet
- T4S Regulation For CGDDocument42 pagesT4S Regulation For CGDsumant.c.singh1694No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Guidelines 07032016Document17 pagesGuidelines 07032016Manjunath MadiwalarNo ratings yet
- Wheelchair Exercises PDFDocument154 pagesWheelchair Exercises PDFAlina PasăreNo ratings yet
- AnsaldoEnergia SYNCHRONOUSCONDENSERS 20220622Document6 pagesAnsaldoEnergia SYNCHRONOUSCONDENSERS 20220622rotimi olalekan fataiNo ratings yet
- HT5 ReportDocument17 pagesHT5 ReportTing Kee ChuongNo ratings yet
- Claim Evidence ReasoningDocument22 pagesClaim Evidence ReasoningblackwellbertNo ratings yet
- Mechanical Engineering-Fluid Mechanics Important MCQDocument32 pagesMechanical Engineering-Fluid Mechanics Important MCQHarshal bansodeNo ratings yet
- MP24943Document13 pagesMP24943kshgunawardenaNo ratings yet
- Solar Power Plan MyanmarDocument1 pageSolar Power Plan MyanmarsubudhiprasannaNo ratings yet
- Mechanics Formulas SummaryDocument1 pageMechanics Formulas SummaryJerhiel Rolando P. Alberto Jr. IINo ratings yet
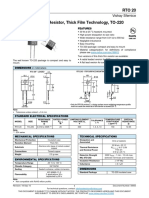
- Vishay Sfernice: FeaturesDocument5 pagesVishay Sfernice: FeaturesteoilcaNo ratings yet
- 32 073 XX B40 EN PDFDocument2 pages32 073 XX B40 EN PDFZuyeffNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- General Specifications:: Packaged Air Cooled ChillerDocument3 pagesGeneral Specifications:: Packaged Air Cooled ChillerLuis Enrique Barreto GarciaNo ratings yet
- Control Gear Price ListDocument15 pagesControl Gear Price ListShubham GuptaNo ratings yet
- Gas properties and flow calculationsDocument12 pagesGas properties and flow calculationsSergio RodriguezNo ratings yet
- A Level Physics Circular Motion Questions Edexcel PDFDocument8 pagesA Level Physics Circular Motion Questions Edexcel PDFAyaz3412No ratings yet
- Ph002 - Project-Fall 2023 - 2024-ModDocument4 pagesPh002 - Project-Fall 2023 - 2024-ModAbdalmalek shamsanNo ratings yet
- Ch-2 Force & Power in Metal CuttingDocument43 pagesCh-2 Force & Power in Metal CuttingNimish JoshiNo ratings yet
- 4 Kinematics of Rectilinear Motion (M)Document8 pages4 Kinematics of Rectilinear Motion (M)Fareed HusseinNo ratings yet
- Site Inspection & Test ProcedureDocument7 pagesSite Inspection & Test ProcedureNguyễn ĐứcNo ratings yet
- FM & HM Lab Lab Manual PDFDocument37 pagesFM & HM Lab Lab Manual PDFSri Gaja Govind BabuNo ratings yet
- 8.module LiquidsDocument46 pages8.module Liquidshydr0gen001No ratings yet
- RT9183-12GL RT9183HGS RT9183-25GG RT9183-12GG RT9183-12GGF RT9183-12GM RT9183-18GLF RT9183-25GM RT9183-33GG RT9183-33GLDocument20 pagesRT9183-12GL RT9183HGS RT9183-25GG RT9183-12GG RT9183-12GGF RT9183-12GM RT9183-18GLF RT9183-25GM RT9183-33GG RT9183-33GLmhasansharifiNo ratings yet
- Water, Density, Specific Enthalpy, ViscosityDocument3 pagesWater, Density, Specific Enthalpy, ViscosityD ARUL KUMARESANNo ratings yet
- Forum Diskusi 5-1 (Magnetic Field and Magnetic Force)Document4 pagesForum Diskusi 5-1 (Magnetic Field and Magnetic Force)Reyhan Julianto PribadiNo ratings yet
- Chapter 5: Principle of ConvectionDocument45 pagesChapter 5: Principle of ConvectionA.N.M. Mominul Islam MukutNo ratings yet
- Lectrure 5.microstrip AntennasDocument57 pagesLectrure 5.microstrip AntennasSśēmǾǿ Ŕämáďañ100% (1)
- Schneider Electric - Altivar-21-Variable-Speed-Drives-Legacy-Product - ATV21HD55N4Document4 pagesSchneider Electric - Altivar-21-Variable-Speed-Drives-Legacy-Product - ATV21HD55N4sofianigniteNo ratings yet
- 2nd PUC PHYSICS IMPORTANT QUESTIONS - 2 PDFDocument6 pages2nd PUC PHYSICS IMPORTANT QUESTIONS - 2 PDFRamya. R0% (1)
- IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS, VOL. 44, NO. 5, OCTOBER 1997 597Document7 pagesIEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS, VOL. 44, NO. 5, OCTOBER 1997 597gaganmeena1994No ratings yet
- A Comprehensive Text Book of Applied PhysicsDocument259 pagesA Comprehensive Text Book of Applied PhysicsSilvio Luiz Rutz Da Silva50% (2)
- Rme Pec Module 3 - Sept 2015Document2 pagesRme Pec Module 3 - Sept 2015Bianca SañezNo ratings yet
- ch5 Phy PDFDocument39 pagesch5 Phy PDFStar Packs Print SolutionNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet