You might also like
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- Neopor - Brochure and Mix DesignDocument5 pagesNeopor - Brochure and Mix DesignYahya SalemNo ratings yet
- Engineer's Report: Seismic Performance Evaluation and Tire Construction AnalysisFrom EverandEngineer's Report: Seismic Performance Evaluation and Tire Construction AnalysisNo ratings yet
- New Options For Insulation SystemsDocument5 pagesNew Options For Insulation SystemsSushil ChaudhariNo ratings yet
- XPS and Foam BoardDocument6 pagesXPS and Foam BoarddantranzNo ratings yet
- Sika-Trocal Single Ply RoofingDocument12 pagesSika-Trocal Single Ply Roofingp2pnow2005No ratings yet
- Light Weight SystDocument4 pagesLight Weight SystRanjan AnchanNo ratings yet
- NANODocument20 pagesNANOSurendhar SvNo ratings yet
- ECOCON Plants For Production Non-Aerated Lightweight Cellular Concrete ProductsDocument7 pagesECOCON Plants For Production Non-Aerated Lightweight Cellular Concrete ProductsOleg Zaretskiy100% (1)
- Advanced Materials - 2012 - Fortunato - Oxide Semiconductor Thin Film Transistors A Review of Recent AdvancesDocument42 pagesAdvanced Materials - 2012 - Fortunato - Oxide Semiconductor Thin Film Transistors A Review of Recent Advances涂泓邑No ratings yet
- Historical Development of Rotor and Stator Winding Insulation Materials and SystemsDocument15 pagesHistorical Development of Rotor and Stator Winding Insulation Materials and SystemsShanon RustoffNo ratings yet
- Thesis FinalDocument63 pagesThesis FinalImrAn KhAnNo ratings yet
- Cellular Lightweight Concrete SeminarreportDocument48 pagesCellular Lightweight Concrete SeminarreportAshutosh KumarNo ratings yet
- Light Transmitting ConcreteDocument13 pagesLight Transmitting ConcreteShivam SumanNo ratings yet
- CLC Bricks 01Document31 pagesCLC Bricks 01Kamalakar Reddy90% (10)
- Total Quantity Management TOPIC: Light Emitting ConcreteDocument23 pagesTotal Quantity Management TOPIC: Light Emitting ConcreteTEMSUSUNEPNo ratings yet
- Roctool Combines Gloss and Matt On The Same Surface: The Process Has Created New Design Rules in The Electronics IndustryDocument2 pagesRoctool Combines Gloss and Matt On The Same Surface: The Process Has Created New Design Rules in The Electronics IndustryJoão Paulo SantosNo ratings yet
- Autoclaved Aerated Concrete - WikipediaDocument4 pagesAutoclaved Aerated Concrete - WikipediaNagarjun ReddyNo ratings yet
- Energy Efficient Architecture - NanotechnologyDocument19 pagesEnergy Efficient Architecture - NanotechnologyNamratha KalisettiNo ratings yet
- Modern Nanotechnology Science PaperDocument3 pagesModern Nanotechnology Science PaperDogeTheDogNo ratings yet
- Energy Saving With Thermal Insulation Mortar PDFDocument29 pagesEnergy Saving With Thermal Insulation Mortar PDFnznikosNo ratings yet
- Self-Compacting Concrete: Technology Development and Measurement of WorkabilityDocument17 pagesSelf-Compacting Concrete: Technology Development and Measurement of WorkabilitymusaNo ratings yet
- Nelco N8000Q Cyanate Ester - Understanding The Epoxy Laminate and PrepregDocument5 pagesNelco N8000Q Cyanate Ester - Understanding The Epoxy Laminate and PrepregjackNo ratings yet
- Task I LCA ReportDocument15 pagesTask I LCA ReportsaraNo ratings yet
- Tecomagazine n1 enDocument12 pagesTecomagazine n1 enTecnopol GroupNo ratings yet
- REVIEW MDPI - A Detailed Review On Foam Concrete Composites - Ingredients, Properties, and MicrostructureDocument30 pagesREVIEW MDPI - A Detailed Review On Foam Concrete Composites - Ingredients, Properties, and MicrostructureDm EerzaNo ratings yet
- Betopan Betopanplus Eng KKDocument48 pagesBetopan Betopanplus Eng KKkashmir_sefNo ratings yet
- 1967 - Experimental Pavement Structures Insulated With A Polyurethane and Extruded Polystyrene Foam by PennerDocument13 pages1967 - Experimental Pavement Structures Insulated With A Polyurethane and Extruded Polystyrene Foam by PennercustomerxNo ratings yet
- Airlight Energy Vue D'ensemble Projet CSPDocument11 pagesAirlight Energy Vue D'ensemble Projet CSPusinemaroc100% (2)
- Pyrolysis of Spent Ion Exchange Resins: Kernkraftwerke in Deutschland: Betriebsergebnisse - July 2011Document20 pagesPyrolysis of Spent Ion Exchange Resins: Kernkraftwerke in Deutschland: Betriebsergebnisse - July 2011mihaela_filip_8No ratings yet
- Sales Presentation 2016Document25 pagesSales Presentation 2016Matumbi NaitoNo ratings yet
- Keywords: Design Aspects Durability Raw Materials Ultra High-Performance ConcreteDocument28 pagesKeywords: Design Aspects Durability Raw Materials Ultra High-Performance ConcreteMashfiqul IslamNo ratings yet
- A Brief Overview of Fly Ash Brick Production: January 2012Document13 pagesA Brief Overview of Fly Ash Brick Production: January 2012Hadi Iz'aanNo ratings yet
- Composite InsulatorsDocument8 pagesComposite InsulatorsJosue Espinoza YachachinNo ratings yet
- NanotechnologyDocument14 pagesNanotechnologyThon JanNo ratings yet
- Defining EPDM For The Past and The Next 50 Years - Kgk-Rubberpoint - deDocument14 pagesDefining EPDM For The Past and The Next 50 Years - Kgk-Rubberpoint - derenagoncNo ratings yet
- Glass in Building Principles, Aplications, Examples by Weller, BernhardDocument114 pagesGlass in Building Principles, Aplications, Examples by Weller, BernhardDenisa AlexiuNo ratings yet
- Neopor Documentation October 2011 English Version 12102011Document7 pagesNeopor Documentation October 2011 English Version 12102011Santosh PayghanNo ratings yet
- Lightweight and Thermally Insulating Aerogel Glass MaterialsDocument10 pagesLightweight and Thermally Insulating Aerogel Glass MaterialsAntonValyNo ratings yet
- AnutoneDocument24 pagesAnutoneShivansh Singh GautamNo ratings yet
- B005 - Translucent ConcreteDocument18 pagesB005 - Translucent ConcreteNyla VaidyaNo ratings yet
- Aquapanel R-D-Cephe Plakas-Aquapanel R-Cement Board Outdoor ENG 2021Document3 pagesAquapanel R-D-Cephe Plakas-Aquapanel R-Cement Board Outdoor ENG 2021BHINEKA ENGINEERINGNo ratings yet
- Lectura 2Document13 pagesLectura 2Sebastian VerdezotoNo ratings yet
- Breaking New Ground With Intrafor Stays: The Strand by Strand MethodDocument32 pagesBreaking New Ground With Intrafor Stays: The Strand by Strand MethodDrPadipat ChaemmangkangNo ratings yet
- Green Roof SystemDocument28 pagesGreen Roof Systemkinkan8633% (3)
- Nora Esd ProfileDocument4 pagesNora Esd ProfileProjectinsightNo ratings yet
- Seminar Report - VishnukumarDocument10 pagesSeminar Report - VishnukumarGôpínathNo ratings yet
- Building Material Technologies: AppropriateDocument3 pagesBuilding Material Technologies: AppropriateSyed Ahmed KabeerNo ratings yet
- Sans Souci Nano Coating PresentationDocument16 pagesSans Souci Nano Coating PresentationTrần Bảo BìnhNo ratings yet
- Block ProductionDocument2 pagesBlock ProductionAbhay NarvekarNo ratings yet
- Amp LintecDocument24 pagesAmp Lintecdk_moehammed100% (2)
- Background: Differential Energy TechnologyDocument7 pagesBackground: Differential Energy TechnologyDeddy DarmawanNo ratings yet
- ITP-Interpipe - Cryogenic SolutionsDocument47 pagesITP-Interpipe - Cryogenic SolutionsLiauw Cooperation0% (1)
- NGK InsulatorsDocument24 pagesNGK InsulatorsDayan Yasaranga50% (2)
- Pavlova 2019 IOP Conf. Ser. Mater. Sci. Eng. 687 022022Document6 pagesPavlova 2019 IOP Conf. Ser. Mater. Sci. Eng. 687 022022Erwin Jake CalivosoNo ratings yet
- Housing Module 4Document11 pagesHousing Module 4Kyla TiangcoNo ratings yet
- Nitrous Oxide - Not A Laughing Matter in Electronics Manufacturing - N2O PDFDocument1 pageNitrous Oxide - Not A Laughing Matter in Electronics Manufacturing - N2O PDFdanNo ratings yet
- Fabrication of Highly Conducting and Transparent Graphene FilmsDocument9 pagesFabrication of Highly Conducting and Transparent Graphene FilmsBEN DUNCAN MALAGA ESPICHANNo ratings yet
- Transparent Conductive Films Based On Carbon Nanotubes For Touch-Screens, E-Papers, or Em-ShieldingDocument2 pagesTransparent Conductive Films Based On Carbon Nanotubes For Touch-Screens, E-Papers, or Em-Shieldingapi-53169088No ratings yet
- Roofing TechnologyDocument96 pagesRoofing TechnologyRatzky LamboNo ratings yet
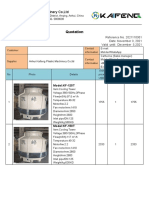
- KAIFENG Quotation For 150T Cooling TowerDocument13 pagesKAIFENG Quotation For 150T Cooling TowerEslam A. FahmyNo ratings yet
- General Purpose Polystyrene, GPPS, LabDocument1 pageGeneral Purpose Polystyrene, GPPS, LabEslam A. FahmyNo ratings yet
- 2020 Catalog EnglishDocument27 pages2020 Catalog EnglishEslam A. FahmyNo ratings yet
- CO2 Supply Agreement - A-ZDocument13 pagesCO2 Supply Agreement - A-ZEslam A. FahmyNo ratings yet
- Supplied ChainDocument81 pagesSupplied ChainEslam A. FahmyNo ratings yet
- Byron and The Bulgarian Revival Period - Vitana KostadinovaDocument7 pagesByron and The Bulgarian Revival Period - Vitana KostadinovavitanaNo ratings yet
- X-Roc Latex: Product DescriptionDocument2 pagesX-Roc Latex: Product DescriptionAmr RagabNo ratings yet
- WIKADocument10 pagesWIKAPatnubay B TiamsonNo ratings yet
- Chap6 Part1Document15 pagesChap6 Part1Francis Renjade Oafallas VinuyaNo ratings yet
- Ham (Son of Noah) - WikipediaDocument3 pagesHam (Son of Noah) - Wikipediamike bNo ratings yet
- FACT SHEET KidZaniaDocument4 pagesFACT SHEET KidZaniaKiara MpNo ratings yet
- Sussex Free Radius Case StudyDocument43 pagesSussex Free Radius Case StudyJosef RadingerNo ratings yet
- Latvian Adjectives+Document6 pagesLatvian Adjectives+sherin PeckalNo ratings yet
- RulesDocument508 pagesRulesGiovanni MonteiroNo ratings yet
- DLL Week 7 MathDocument7 pagesDLL Week 7 MathMitchz TrinosNo ratings yet
- Cui Et Al. 2017Document10 pagesCui Et Al. 2017Manaswini VadlamaniNo ratings yet
- Cotton Pouches SpecificationsDocument2 pagesCotton Pouches SpecificationspunnareddytNo ratings yet
- IKEA AyeshaDocument41 pagesIKEA AyeshaAYESHAREHMAN100No ratings yet
- Powerpoints 4 4up8Document9 pagesPowerpoints 4 4up8Ali KalyarNo ratings yet
- Three Categories of AutismDocument14 pagesThree Categories of Autismapi-327260204No ratings yet
- Project Report Devki Nandan Sharma AmulDocument79 pagesProject Report Devki Nandan Sharma AmulAvaneesh KaushikNo ratings yet
- Robot 190 & 1110 Op - ManualsDocument112 pagesRobot 190 & 1110 Op - ManualsSergeyNo ratings yet
- Grade 10 Science - 2Document5 pagesGrade 10 Science - 2Nenia Claire Mondarte CruzNo ratings yet
- Alankit Assignments LTD.: Project Report ONDocument84 pagesAlankit Assignments LTD.: Project Report ONmannuNo ratings yet
- JurisprudenceDocument11 pagesJurisprudenceTamojit DasNo ratings yet
- Mbtruck Accessories BrochureDocument69 pagesMbtruck Accessories BrochureJoel AgbekponouNo ratings yet
- Chapter 14ADocument52 pagesChapter 14Arajan35No ratings yet
- Soal Pas Myob Kelas Xii GanjilDocument4 pagesSoal Pas Myob Kelas Xii GanjilLank BpNo ratings yet
- A Comparison of Practitioner and Student WritingDocument28 pagesA Comparison of Practitioner and Student WritingMichael Sniper WuNo ratings yet
- 2nd Quarter Exam All Source g12Document314 pages2nd Quarter Exam All Source g12Bobo Ka100% (1)
- Coerver Sample Session Age 10 Age 12Document5 pagesCoerver Sample Session Age 10 Age 12Moreno LuponiNo ratings yet
- The Bipolar Affective Disorder Dimension Scale (BADDS) - A Dimensional Scale For Rating Lifetime Psychopathology in Bipolar Spectrum DisordersDocument11 pagesThe Bipolar Affective Disorder Dimension Scale (BADDS) - A Dimensional Scale For Rating Lifetime Psychopathology in Bipolar Spectrum DisordersDM YazdaniNo ratings yet
- Budget ProposalDocument1 pageBudget ProposalXean miNo ratings yet
- DB - Empirically Based TheoriesDocument3 pagesDB - Empirically Based TheoriesKayliah BaskervilleNo ratings yet
- Adrenal Cortical TumorsDocument8 pagesAdrenal Cortical TumorsSabrina whtNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsFrom EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNo ratings yet
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItFrom EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItRating: 4 out of 5 stars4/5 (25)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataFrom EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo ratings yet
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Safety Theory and Control Technology of High-Speed Train OperationFrom EverandSafety Theory and Control Technology of High-Speed Train OperationRating: 5 out of 5 stars5/5 (2)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)