You might also like
- 3D Concrete Printing Technology: Construction and Building ApplicationsFrom Everand3D Concrete Printing Technology: Construction and Building ApplicationsNo ratings yet
- Comparison A36 & A283 GR.CDocument1 pageComparison A36 & A283 GR.CAchmad Roghib100% (20)
- Washer - ISO 7093-1-2000Document9 pagesWasher - ISO 7093-1-2000Corneliu VilcuNo ratings yet
- 04 Cooling SystemDocument25 pages04 Cooling SystemvixentdNo ratings yet
- Maintenance TypesDocument15 pagesMaintenance TypesShalini YadavNo ratings yet
- Switchgear Lecture NoteDocument21 pagesSwitchgear Lecture NoteAsif Al MahmudNo ratings yet
- How Rheological Properties Affect Fine-Line Screen Printing - of Pastes - A Combined Rheological and High-Speed Video Imaging - StudyDocument12 pagesHow Rheological Properties Affect Fine-Line Screen Printing - of Pastes - A Combined Rheological and High-Speed Video Imaging - StudyAmar KasbeNo ratings yet
- JUNE 2020 Surplus Record Machinery & Equipment DirectoryDocument717 pagesJUNE 2020 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- LMM c1Document7 pagesLMM c1landagoNo ratings yet
- C172 ChecklistDocument1 pageC172 ChecklistsergioNo ratings yet
- Transportphenomena 150729003846 Lva1 App6891Document187 pagesTransportphenomena 150729003846 Lva1 App6891gebreslassie gereziherNo ratings yet
- Iso 11439 2013 en PDFDocument11 pagesIso 11439 2013 en PDFDhirajRathore100% (1)
- Finite Element Programming in Non-linear Geomechanics and Transient FlowFrom EverandFinite Element Programming in Non-linear Geomechanics and Transient FlowNo ratings yet
- Review-Test Methods For 3D Printable ConcreteDocument37 pagesReview-Test Methods For 3D Printable ConcreteMd Rajibul IslamNo ratings yet
- 10 - A Surrogate Modelling Strategy To Improve The Surface Morphology Quality 2023Document14 pages10 - A Surrogate Modelling Strategy To Improve The Surface Morphology Quality 2023yasin yapiciNo ratings yet
- 1 s2.0 S2214785322037427 MainDocument6 pages1 s2.0 S2214785322037427 MainTayyab AliNo ratings yet
- Design and Development of A Low-Cost Open-Source 3D Printer and ItsDocument11 pagesDesign and Development of A Low-Cost Open-Source 3D Printer and ItsGlessy SilvestreNo ratings yet
- 2022 FDM ConferenceDocument12 pages2022 FDM Conferencekuldeep sharmaNo ratings yet
- Chamil Abeykoon2020Document14 pagesChamil Abeykoon2020sabareesh lakshmananNo ratings yet
- Irjet V4i5779Document6 pagesIrjet V4i5779Anonymous EnW0dyJNo ratings yet
- Effects of Layer Thickness and Binder Saturation LevelDocument10 pagesEffects of Layer Thickness and Binder Saturation LevelDaniel SolesNo ratings yet
- The Influence of Process Parameters On The Surface Roughness of The 3d Printed Part in FDM ProcessDocument9 pagesThe Influence of Process Parameters On The Surface Roughness of The 3d Printed Part in FDM ProcessJohnNo ratings yet
- OUT2YN1IMTT0kxeQh PDFDocument5 pagesOUT2YN1IMTT0kxeQh PDFSriram SuryaNo ratings yet
- 2021+FDM+IOP Conference PaperDocument12 pages2021+FDM+IOP Conference Paperkuldeep sharmaNo ratings yet
- Optimization of FDM 3D Printing Process Parameters On ABS Based Bone Hammer Using RSM TechniqueDocument13 pagesOptimization of FDM 3D Printing Process Parameters On ABS Based Bone Hammer Using RSM TechniqueJohnNo ratings yet
- A Parametric Study of 3D Printed Polymer GearsDocument12 pagesA Parametric Study of 3D Printed Polymer GearsGabriel SoaresNo ratings yet
- Polymers 15 03419 With CoverDocument23 pagesPolymers 15 03419 With Coversemevi5915No ratings yet
- 2018 A Digital Light Processing 3D Printer For Fast and High-Precision Fabrication of Soft Pneumatic ActuatorsDocument8 pages2018 A Digital Light Processing 3D Printer For Fast and High-Precision Fabrication of Soft Pneumatic ActuatorsJack LeeNo ratings yet
- Study On Optimization of 3D Printing Parameters: IOP Conference Series: Materials Science and EngineeringDocument6 pagesStudy On Optimization of 3D Printing Parameters: IOP Conference Series: Materials Science and EngineeringGaby ZeledónNo ratings yet
- Fatigue Performance of Fused Filament Fabrication PLA SpecimensDocument8 pagesFatigue Performance of Fused Filament Fabrication PLA SpecimensMechanical ClassNo ratings yet
- Muniz 2019Document18 pagesMuniz 2019peymanNo ratings yet
- 8 - The Driving Waveform Design Method of Power-Law Fluid Piezoelectric PrintingDocument13 pages8 - The Driving Waveform Design Method of Power-Law Fluid Piezoelectric Printingkjjgeya.ehtuNo ratings yet
- Analsys of Failure, Die Temperatures and Pressure Field of Casting Die Using Ansys SoftwareDocument5 pagesAnalsys of Failure, Die Temperatures and Pressure Field of Casting Die Using Ansys SoftwareInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Xue 2018 IOP Conf. Ser. Mater. Sci. Eng. 392 062044Document7 pagesXue 2018 IOP Conf. Ser. Mater. Sci. Eng. 392 062044Ani AniNo ratings yet
- Materials: Artificial Neural Network Algorithms For 3D PrintingDocument27 pagesMaterials: Artificial Neural Network Algorithms For 3D PrintingSagnik ChowdhuryNo ratings yet
- Pla Research GateDocument9 pagesPla Research GateAsad MaqsoodNo ratings yet
- Ilg 2019 IOP Conf. Ser. Mater. Sci. Eng. 651 012070Document9 pagesIlg 2019 IOP Conf. Ser. Mater. Sci. Eng. 651 012070ansys fluentNo ratings yet
- Stress AnalysisDocument2 pagesStress AnalysisashjavNo ratings yet
- ASME IMECE 2014 Paper - FINALDocument9 pagesASME IMECE 2014 Paper - FINALThiago José DonegáNo ratings yet
- Accurate Estimation of Tensile Strength of 3D Printed Parts Using Machine Learning AlgorithmsDocument16 pagesAccurate Estimation of Tensile Strength of 3D Printed Parts Using Machine Learning AlgorithmsgandorcNo ratings yet
- Statistical Analysis On The Effect of Calendering Process Parameters On The Geometry and Conductivity of Printed PatternsDocument8 pagesStatistical Analysis On The Effect of Calendering Process Parameters On The Geometry and Conductivity of Printed PatternsmimendesNo ratings yet
- 1 s2.0 S2214785323025750 MainDocument8 pages1 s2.0 S2214785323025750 MainThanusha ReddyNo ratings yet
- Micromachines 13 00642 v2Document34 pagesMicromachines 13 00642 v2Gris CortezNo ratings yet
- Review mực dẫn điệnDocument16 pagesReview mực dẫn điệnGiang Hoang HuongNo ratings yet
- Investigating Machine Learning Techniques For Predicting Theprocess Characteristics of Stencil PrintingDocument14 pagesInvestigating Machine Learning Techniques For Predicting Theprocess Characteristics of Stencil PrintingcocozhouNo ratings yet
- Performance Evaluation of An Airfoil Fabricated Through Additive Manufacturing, Using Simulation and Experimental TechniquesDocument15 pagesPerformance Evaluation of An Airfoil Fabricated Through Additive Manufacturing, Using Simulation and Experimental TechniquesIJRASETPublicationsNo ratings yet
- Major Project On Turbine BladeDocument15 pagesMajor Project On Turbine BladeN Sudheer RêddyNo ratings yet
- IJRASET1Document16 pagesIJRASET1krishnaNo ratings yet
- Modeling and Optimization Method of Laser Cladding Based On GAACO and GNSGAIIDocument16 pagesModeling and Optimization Method of Laser Cladding Based On GAACO and GNSGAIIÁngel Iván García MorenoNo ratings yet
- AA2023 Assessing The Physical and Mechanical Properties 3D PrintedDocument14 pagesAA2023 Assessing The Physical and Mechanical Properties 3D Printednafsiyah xyzNo ratings yet
- The Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentDocument12 pagesThe Influence of Operational Settings On The Tensile Strength of An FDM-Printed Abs ComponentIJRASETPublicationsNo ratings yet
- FluxDocument22 pagesFluxPrajay BhavsarNo ratings yet
- Adaptive Capability Assessment of A Process in Cable Manufacturing: A Case StudyDocument9 pagesAdaptive Capability Assessment of A Process in Cable Manufacturing: A Case StudySyed HasanNo ratings yet
- Mohamed 2018 IOP Conf. Ser. Mater. Sci. Eng. 310 012090Document7 pagesMohamed 2018 IOP Conf. Ser. Mater. Sci. Eng. 310 012090Ximena Merma SNo ratings yet
- Optimization of FDM Process Parameters To Minimize Surface Roughness With Integrated Artificial Neural Network Model and Symbiotic Organism SearchDocument17 pagesOptimization of FDM Process Parameters To Minimize Surface Roughness With Integrated Artificial Neural Network Model and Symbiotic Organism SearchJyotisMan BorahNo ratings yet
- Feng Zhang, Qiangqiang Zhang Weston Grove, Dong Lin and Chi ZhouDocument10 pagesFeng Zhang, Qiangqiang Zhang Weston Grove, Dong Lin and Chi ZhouGonzalo FloresNo ratings yet
- The Application of Vat Polymerization Techniquefor Workpiece FabricationDocument6 pagesThe Application of Vat Polymerization Techniquefor Workpiece FabricationTJPRC PublicationsNo ratings yet
- 3 - Inkjet Direct Printing Approach For Flexible ElectronicDocument5 pages3 - Inkjet Direct Printing Approach For Flexible Electronicmasum.sNo ratings yet
- 3-D Measurement and Evaluation of Surface Texture ProducedDocument9 pages3-D Measurement and Evaluation of Surface Texture ProducedKevin Delrio SerpaNo ratings yet
- In Process Monitoring of Porosity During LaserDocument30 pagesIn Process Monitoring of Porosity During LaserDileep GangwarNo ratings yet
- Closed-Loop Control of 3D Printers Via Webservices: February 2017Document8 pagesClosed-Loop Control of 3D Printers Via Webservices: February 2017Shahrzad GhasemiNo ratings yet
- Research Paper On Abrasive Jet MachiningDocument7 pagesResearch Paper On Abrasive Jet Machiningwrglrkrhf100% (1)
- Nazemzadeh (2022) - Computing The Bond Strength of 3D Printed Polylactic Acid Scaffolds in Mode I and II Using Experimental Tests, Finite Element Method and Cohesive Zone ModelingDocument17 pagesNazemzadeh (2022) - Computing The Bond Strength of 3D Printed Polylactic Acid Scaffolds in Mode I and II Using Experimental Tests, Finite Element Method and Cohesive Zone ModelingIgnacio VillaNo ratings yet
- Computing The Bond Strength of 3D Printed PolylactDocument18 pagesComputing The Bond Strength of 3D Printed Polylactashutosh.2022cc09No ratings yet
- Silimon Adelina-Georgiana - Art 2Document6 pagesSilimon Adelina-Georgiana - Art 2Adelina SilimonNo ratings yet
- Evaluation of Removable Partial Denture Frameworks Fabricated Using 3 Different TechniquesDocument6 pagesEvaluation of Removable Partial Denture Frameworks Fabricated Using 3 Different TechniquesJessi RecaldeNo ratings yet
- 10 - Multi-Objective Optimization of Actuation Waveform For High-Precision Drop-On-Demand Inkjet PrintingDocument36 pages10 - Multi-Objective Optimization of Actuation Waveform For High-Precision Drop-On-Demand Inkjet Printingkjjgeya.ehtuNo ratings yet
- Three-Dimensional CFD Simulation of The Stencil Printingperformance of Solder PasteDocument9 pagesThree-Dimensional CFD Simulation of The Stencil Printingperformance of Solder PastecocozhouNo ratings yet
- Phase 1 (A)Document16 pagesPhase 1 (A)AKASHNo ratings yet
- Revilla Leon 2019 Review Temp 3dprintDocument7 pagesRevilla Leon 2019 Review Temp 3dprintAdriana Vieru-DragomirNo ratings yet
- General Physics 1 W 3-4Document12 pagesGeneral Physics 1 W 3-4Emily Munsad AntolijaoNo ratings yet
- Design Parameters: Reference Table-2 Pump Handbook Igor KarassikDocument3 pagesDesign Parameters: Reference Table-2 Pump Handbook Igor KarassikAnkurNo ratings yet
- ISHRAE-IEM Students' Chapter: Sample Question Bank For TAAPMAAN QUIZ 2016 - TechnicalDocument17 pagesISHRAE-IEM Students' Chapter: Sample Question Bank For TAAPMAAN QUIZ 2016 - TechnicalPrashant KumarNo ratings yet
- 05-ASME B31.3 QuizDocument4 pages05-ASME B31.3 QuizNIMANo ratings yet
- AISC 13ed LRFD HSS Steel Design Post r1Document383 pagesAISC 13ed LRFD HSS Steel Design Post r1RIYA HAZARIKANo ratings yet
- Section 8.3 AnswersDocument2 pagesSection 8.3 AnswersClumley ClungNo ratings yet
- Mechanics of Machinery I (ME 349) (Vibration) Md. Sharier NazimDocument24 pagesMechanics of Machinery I (ME 349) (Vibration) Md. Sharier NazimDipto Hossain ShohagNo ratings yet
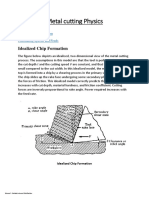
- Built Up Edge - Metal Cutting PhysicsDocument3 pagesBuilt Up Edge - Metal Cutting PhysicsJo MarbeNo ratings yet
- Motion Ina Straight LineDocument14 pagesMotion Ina Straight Linemrnandafx 004No ratings yet
- 10-Hydrotesting of Soluforce Pipe SystemsDocument9 pages10-Hydrotesting of Soluforce Pipe SystemsEl hadi BouasriaNo ratings yet
- Specific Gravity Test: 1. ObjectiveDocument5 pagesSpecific Gravity Test: 1. ObjectiveNajihaNo ratings yet
- MobiluxeDocument3 pagesMobiluxesharin79No ratings yet
- Cobra Motor HandbookDocument126 pagesCobra Motor HandbookJonathan MasyRubi100% (1)
- 2002, Hirano Et Al.Document9 pages2002, Hirano Et Al.sumitNo ratings yet
- Lecture-1 2 - Fluid Properties 2Document43 pagesLecture-1 2 - Fluid Properties 2Angie Gaid Tayros0% (1)
- Determining The Wear Volume On Standard Test Pieces Used by High-Frequency, Linear-Oscillation (SRV) Test MachineDocument5 pagesDetermining The Wear Volume On Standard Test Pieces Used by High-Frequency, Linear-Oscillation (SRV) Test MachineRayzha NoerfiqriNo ratings yet
- B 156Document4 pagesB 156JorgeMunizNo ratings yet
- My ResumeDocument4 pagesMy ResumeYasok AyobNo ratings yet
- Holtop XHBQ-DMTHA With Touch Screen Controller-20180208Document27 pagesHoltop XHBQ-DMTHA With Touch Screen Controller-20180208arminsarajevoNo ratings yet
- TP1028ENDocument21 pagesTP1028ENramkeshmit_413125668No ratings yet