You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Magneti Marelli Rt6 ManualDocument3 pagesMagneti Marelli Rt6 ManualRenato M Faria0% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chapter Sixteen: Testing and Maintenance of RelaysDocument22 pagesChapter Sixteen: Testing and Maintenance of Relaysmuaz_aminu1422No ratings yet
- The Loewen Group, IncDocument5 pagesThe Loewen Group, IncManvi Govil0% (1)
- Overview of h2 Prod Status Potential and ChallengesDocument23 pagesOverview of h2 Prod Status Potential and ChallengesHugo VillardiNo ratings yet
- Overview H2Document44 pagesOverview H2Hugo VillardiNo ratings yet
- Chemical Engineering & Processing: Process Intensi Fication: ArticleinfoDocument10 pagesChemical Engineering & Processing: Process Intensi Fication: ArticleinfoHugo VillardiNo ratings yet
- Zhang Et Al., 2019 (Ok)Document11 pagesZhang Et Al., 2019 (Ok)Hugo VillardiNo ratings yet
- ACL WorkbookDocument69 pagesACL WorkbookOyM Campo R4No ratings yet
- Ten Commandments of Computer EthicsDocument3 pagesTen Commandments of Computer EthicsBSIT3_IT116No ratings yet
- Activity Sheet1Document3 pagesActivity Sheet1Kanwin GayubaNo ratings yet
- EEN 525-Primary DistributionDocument19 pagesEEN 525-Primary DistributionJerone CastilloNo ratings yet
- AIIMS (MBBS) Solved Question Paper 2010Document34 pagesAIIMS (MBBS) Solved Question Paper 2010cbsestudymaterialsNo ratings yet
- Delay TestDocument49 pagesDelay TestAnonymous Tcj0QUNo ratings yet
- Life Saving Rules-Rev 1Document16 pagesLife Saving Rules-Rev 1json_gabionNo ratings yet
- Business Plan 2Document12 pagesBusiness Plan 2Keen KurashNo ratings yet
- Consumer Behaviour (Cma 206) Course Outline 2017Document4 pagesConsumer Behaviour (Cma 206) Course Outline 2017Faustino KufakunesuNo ratings yet
- Test Bank For Investments Analysis and Management 12th Edition JonesDocument10 pagesTest Bank For Investments Analysis and Management 12th Edition Jonesverityfelixl6e40No ratings yet
- Lucy, The Amazing Astronaut With An Incredible Dream: A) Follow The LinesDocument2 pagesLucy, The Amazing Astronaut With An Incredible Dream: A) Follow The LinesMaria Raquel RamirezNo ratings yet
- Engineering StaticsDocument355 pagesEngineering StaticsA. D. A.No ratings yet
- 26 - Direct-Current Circuits - R K Parida.Document11 pages26 - Direct-Current Circuits - R K Parida.MonicaNo ratings yet
- Java JDBC TutorialDocument23 pagesJava JDBC TutorialRiyaNo ratings yet
- Oxidation of Fish Oil Supplements in AustraliaDocument11 pagesOxidation of Fish Oil Supplements in Australiam3p0t4t0No ratings yet
- Introduction To Management Hand-OutDocument3 pagesIntroduction To Management Hand-OutmikkomartinezNo ratings yet
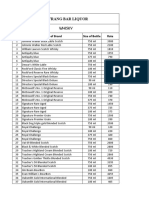
- Hotel Navrang Liquor NON-1Document6 pagesHotel Navrang Liquor NON-1gourav.damadeNo ratings yet
- Ancient Echoes PDFDocument18 pagesAncient Echoes PDFDick DansleyNo ratings yet
- Josh Moulin - Covert Entry TacticsDocument5 pagesJosh Moulin - Covert Entry TacticsJosh MoulinNo ratings yet
- Teacher Manual Degree Hpd3Document4 pagesTeacher Manual Degree Hpd3Winston LibangaNo ratings yet
- AutoCAD 1Document37 pagesAutoCAD 1first digosNo ratings yet
- Epp Tle Accomplishment Report Sy 22 23Document3 pagesEpp Tle Accomplishment Report Sy 22 23AbegailNo ratings yet
- Seeing A Body Within The Body - BHIKKHU ANIGHADocument6 pagesSeeing A Body Within The Body - BHIKKHU ANIGHAnandormolnarrrNo ratings yet
- Genus Synthesis Solution DsDocument3 pagesGenus Synthesis Solution DsHistPro WebNo ratings yet
- Learning Task 12Document28 pagesLearning Task 12Josielyn Dagondon Machado100% (1)
- Phonetic 1Document10 pagesPhonetic 1John Viondi MendozaNo ratings yet
- Operation Management AssignmentDocument8 pagesOperation Management AssignmentSineshaw AlemuNo ratings yet