You might also like
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Geotextiles APotential Technical Textile ProductDocument15 pagesGeotextiles APotential Technical Textile ProductGila SutarNo ratings yet
- Test Methods and in Uential Factors For Analysis of Bonding Between Bituminous Pavement LayersDocument12 pagesTest Methods and in Uential Factors For Analysis of Bonding Between Bituminous Pavement LayersSumanthNo ratings yet
- Geo Textiles A Potential Technical Textile ProductDocument15 pagesGeo Textiles A Potential Technical Textile Productsai srinivasNo ratings yet
- Geotextiles APotential Technical Textile ProductDocument15 pagesGeotextiles APotential Technical Textile ProductSushmit KatkaleNo ratings yet
- Vacuum Dewaterimg: New Way For Concrete Flooring by Tremix MethodDocument9 pagesVacuum Dewaterimg: New Way For Concrete Flooring by Tremix MethodAPARNA V MURALINo ratings yet
- Mechanical Behavior of Rubberized Interlocking Bricks For Masonry Structural ApplicationsDocument10 pagesMechanical Behavior of Rubberized Interlocking Bricks For Masonry Structural ApplicationsApaza Ticona Juan CarlosNo ratings yet
- Superplasticizers For Mortars and Concretes. Review ArticleDocument14 pagesSuperplasticizers For Mortars and Concretes. Review ArticleCentral Asian StudiesNo ratings yet
- Jcs 04 000991Document21 pagesJcs 04 000991Antonio BatataNo ratings yet
- Eposter Trab Aceito 0031 11Document7 pagesEposter Trab Aceito 0031 11hvthang1981No ratings yet
- Vacuum Dewaterimg: New Way For Concrete Flooring by Tremix MethodDocument9 pagesVacuum Dewaterimg: New Way For Concrete Flooring by Tremix MethodRAMEES MAJEEDNo ratings yet
- The Role of Geosynthetics in Slope Stability: ArticleDocument11 pagesThe Role of Geosynthetics in Slope Stability: ArticleB Divya jyothiNo ratings yet
- Revisedpaper WithtitleDocument35 pagesRevisedpaper WithtitleVictor OmotoriogunNo ratings yet
- Adams Rcacrack JCBM 2016Document30 pagesAdams Rcacrack JCBM 2016yan carlos guevara vasquezNo ratings yet
- Performance and Manufacturing of Pervious ConcreteDocument11 pagesPerformance and Manufacturing of Pervious ConcreteMohan kumar R.kNo ratings yet
- Three-Dimentional Textile Preform Using Advanced TDocument32 pagesThree-Dimentional Textile Preform Using Advanced T董思辰No ratings yet
- Final Paper On Strength and Durability Evaluation of Recycled Aggregate ConcreteDocument5 pagesFinal Paper On Strength and Durability Evaluation of Recycled Aggregate ConcreteVishal NagpureNo ratings yet
- 1 s2.0 S0950061813002171 MainDocument9 pages1 s2.0 S0950061813002171 MainAtta MuhammadNo ratings yet
- Filament-Wound Glass-Fibre Reinforced Polymer CompDocument28 pagesFilament-Wound Glass-Fibre Reinforced Polymer CompDoua AbdouNo ratings yet
- Silicate Treatments For ConcreteDocument16 pagesSilicate Treatments For ConcreteJohnNo ratings yet
- Chemical Admixtures: A Major Role in Modern Concrete Materials and TechnologiesDocument16 pagesChemical Admixtures: A Major Role in Modern Concrete Materials and Technologiesahmedaslam4720No ratings yet
- Some Significant Advances in Spacer Fabric TechnolDocument6 pagesSome Significant Advances in Spacer Fabric Technolniloy mominNo ratings yet
- Applsci 09 04313Document19 pagesApplsci 09 04313sudeep poudelNo ratings yet
- 1 s2.0 S2214785322023057 MainDocument9 pages1 s2.0 S2214785322023057 Mainmohammad zunnoorainNo ratings yet
- Journal Paper DraftDocument29 pagesJournal Paper Draftveenau 1No ratings yet
- Properties and Behavior of Geopolymer Concrete SubDocument10 pagesProperties and Behavior of Geopolymer Concrete SubMurtaza MazharNo ratings yet
- LiW2022Areviewofformworksystemsformodernconcreteconstruction PUBLIC PDFDocument30 pagesLiW2022Areviewofformworksystemsformodernconcreteconstruction PUBLIC PDFMica Lorraine SantosNo ratings yet
- UTM Paper Uplift Capacity of Enlarge Base Pile in SandDocument18 pagesUTM Paper Uplift Capacity of Enlarge Base Pile in SandAmir JiggyNo ratings yet
- Optimum Position of Outrigger System For High-Rise Reinforced Concrete Buildings Under Wind and Earthquake LoadingsDocument15 pagesOptimum Position of Outrigger System For High-Rise Reinforced Concrete Buildings Under Wind and Earthquake LoadingsAbhishekNo ratings yet
- Tensile Strength of RACDocument38 pagesTensile Strength of RACglendaNo ratings yet
- Stochastic Petri-Net Models To Predict The Degradation of Ceramic CladdingsDocument51 pagesStochastic Petri-Net Models To Predict The Degradation of Ceramic CladdingsDaiane Teodoro AndradeNo ratings yet
- Deformation Properties of Concrete Containing Crumb Rubber As Partial Replacement To Fine AggregateDocument11 pagesDeformation Properties of Concrete Containing Crumb Rubber As Partial Replacement To Fine AggregateMaridil IsidroNo ratings yet
- Influence of Corn Flour As Pore Forming Agent On PDocument12 pagesInfluence of Corn Flour As Pore Forming Agent On PAlexNo ratings yet
- Design, Fabrication and Analysis of Advanced Polymer Based Kevlar-49 Composite MaterialDocument8 pagesDesign, Fabrication and Analysis of Advanced Polymer Based Kevlar-49 Composite MaterialSai TejaNo ratings yet
- Impact Properties of Thermoplastic CompositesDocument77 pagesImpact Properties of Thermoplastic CompositesBüşraNo ratings yet
- Polymers 13 02933 v2Document11 pagesPolymers 13 02933 v2MARIA FERNANDA BETANCOURT SOTONo ratings yet
- Prediction of Available Rotation Capacity and Ductility of Wide-Flange Beams2Document18 pagesPrediction of Available Rotation Capacity and Ductility of Wide-Flange Beams2stefanaNo ratings yet
- Nuclear Power Plant Concrete Structures: August 2013Document31 pagesNuclear Power Plant Concrete Structures: August 2013Nicholas FeatherstonNo ratings yet
- AoA and Lift CoefficientDocument7 pagesAoA and Lift CoefficientAnh NgoNo ratings yet
- Study of The Stability and Deformation of A RCC Chimney and Masonry Chimney During Wind Turbulence Using ANSYS Software ReviewDocument4 pagesStudy of The Stability and Deformation of A RCC Chimney and Masonry Chimney During Wind Turbulence Using ANSYS Software ReviewEditor IJTSRDNo ratings yet
- Earthquake Resistance MethodsDocument49 pagesEarthquake Resistance MethodsAdnan BaigNo ratings yet
- MEC 7rev2Document10 pagesMEC 7rev2Naim ParvejNo ratings yet
- 2923 8233 1 PBDocument7 pages2923 8233 1 PBtimesave240No ratings yet
- Sliding Friction of Steel Combinations: The Open Mechanical Engineering Journal October 2014Document7 pagesSliding Friction of Steel Combinations: The Open Mechanical Engineering Journal October 2014Amirul HafizNo ratings yet
- 1 s2.0 S2214509522004211 Main PDFDocument10 pages1 s2.0 S2214509522004211 Main PDFMartin MbaoNo ratings yet
- 2 Review Paper On Strength and Durability Evaluation of Recycled Aggregate ConcreteDocument4 pages2 Review Paper On Strength and Durability Evaluation of Recycled Aggregate ConcreteVishal NagpureNo ratings yet
- Evaluation of Collapse Mechanism of TelecommunicatDocument9 pagesEvaluation of Collapse Mechanism of TelecommunicatRossinie FometioNo ratings yet
- Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and ApplicationsDocument38 pagesFiber-Reinforced Polymer Composites: Manufacturing, Properties, and ApplicationsEmilia VisanNo ratings yet
- Direct Fabrication of Bio-Inspired Gecko-Like Geometries With Vat Polymerization Additive Manufacturing MethodDocument19 pagesDirect Fabrication of Bio-Inspired Gecko-Like Geometries With Vat Polymerization Additive Manufacturing MethodcesarNo ratings yet
- Effect of Different Channels On Discharge Coefficient of Labyrinth WeirsDocument17 pagesEffect of Different Channels On Discharge Coefficient of Labyrinth WeirsOmed SaeedNo ratings yet
- Voided Slabs As ANew Construction Technology-AReviewDocument23 pagesVoided Slabs As ANew Construction Technology-AReviewkiritu.juliet18No ratings yet
- Richardson3DfibrePaper Format NCBcamarareadydocDocument10 pagesRichardson3DfibrePaper Format NCBcamarareadydocG Chan KimNo ratings yet
- Use of Waste Rubber Tyre in Concrete: Mini Review: December 2017Document4 pagesUse of Waste Rubber Tyre in Concrete: Mini Review: December 2017Diego LeonNo ratings yet
- Sustainable Brick Masonry Bond Design and Analysis An Application of A Decision Making TechniqueDocument19 pagesSustainable Brick Masonry Bond Design and Analysis An Application of A Decision Making TechniqueAsyraf MukhtarNo ratings yet
- Cjce-2023-0466 Proof HiDocument39 pagesCjce-2023-0466 Proof HiYoukhanna ZayiaNo ratings yet
- Effect of Concrete Compressive Strength On Transfer Length: October 2015Document11 pagesEffect of Concrete Compressive Strength On Transfer Length: October 2015Žarko LazićNo ratings yet
- Parametric Investigation of Three Types of Brick Bonds For Thermal Performance in A Hot Arid Climate ZoneDocument9 pagesParametric Investigation of Three Types of Brick Bonds For Thermal Performance in A Hot Arid Climate ZoneIshu ShuklaNo ratings yet
- Papermanuscript AcceptedDocument35 pagesPapermanuscript Acceptedclau-vargasNo ratings yet
- Processes 11 00156Document14 pagesProcesses 11 00156Julio HerreraNo ratings yet
- Repair and Retrofit With ECC-Victor L-2000Document18 pagesRepair and Retrofit With ECC-Victor L-2000sardarumersialNo ratings yet
- Weekly Buzz G2 10-01-2019Document1 pageWeekly Buzz G2 10-01-2019أحمد شوكتNo ratings yet
- Works Evaluation QualificationDocument86 pagesWorks Evaluation Qualificationأحمد شوكتNo ratings yet
- Dar-Dib (1) SDocument2 pagesDar-Dib (1) Sأحمد شوكتNo ratings yet
- Dar DibDocument1 pageDar Dibأحمد شوكتNo ratings yet
- Artboard 1Document1 pageArtboard 1أحمد شوكتNo ratings yet
- Dib-Dar Al MuddatDocument1 pageDib-Dar Al Muddatأحمد شوكتNo ratings yet
- 07 General ConditionsDocument27 pages07 General Conditionsأحمد شوكتNo ratings yet
- 08 Technical SpecificationsDocument46 pages08 Technical Specificationsأحمد شوكتNo ratings yet
- Goods Evaluation and QualificationDocument33 pagesGoods Evaluation and Qualificationأحمد شوكتNo ratings yet
- ANNEX III: Budget Breakdown (Model Financial Offer)Document2 pagesANNEX III: Budget Breakdown (Model Financial Offer)أحمد شوكتNo ratings yet
- B.Draft Contract and Special Conditions, Including AnnexesDocument4 pagesB.Draft Contract and Special Conditions, Including Annexesأحمد شوكتNo ratings yet
- This Is Your Ticket.: Startup Grind Baghdad Hosts Hatem KawasmyDocument1 pageThis Is Your Ticket.: Startup Grind Baghdad Hosts Hatem Kawasmyأحمد شوكتNo ratings yet
- 02 Supply Procurement NoticeDocument6 pages02 Supply Procurement Noticeأحمد شوكتNo ratings yet
- Nominativi Seconda Delegazione MowrDocument1 pageNominativi Seconda Delegazione Mowrأحمد شوكتNo ratings yet
- Portland Cement Concrete Pavement Thickness Variation Technical Report DocumentationDocument50 pagesPortland Cement Concrete Pavement Thickness Variation Technical Report DocumentationJaphet Charles Japhet MunnahNo ratings yet
- 16 Tenderer's DeclarationDocument3 pages16 Tenderer's Declarationأحمد شوكتNo ratings yet
- Mndot 2016 03Document127 pagesMndot 2016 03أحمد شوكتNo ratings yet
- Steel Frame Design Manual: AISC 360-10Document183 pagesSteel Frame Design Manual: AISC 360-10أحمد شوكتNo ratings yet
- Chapter (2) Project Management FrameworkDocument17 pagesChapter (2) Project Management Frameworkأحمد شوكتNo ratings yet
- Distribution: Ground Level: Vent Shaft Main StaircaseDocument4 pagesDistribution: Ground Level: Vent Shaft Main Staircaseأحمد شوكت100% (1)
- Design Report - Ribbed Slab - 01 - 17 - JAN - 2022 - Full - ReportDocument72 pagesDesign Report - Ribbed Slab - 01 - 17 - JAN - 2022 - Full - Reportأحمد شوكتNo ratings yet
- Enochian Dragon Ritual PDFDocument4 pagesEnochian Dragon Ritual PDFDenis NantelNo ratings yet
- Peer PressureDocument13 pagesPeer PressuremightymarcNo ratings yet
- 2014 - A - Levels Actual Grade A Essay by Harvey LeeDocument3 pages2014 - A - Levels Actual Grade A Essay by Harvey Leecherylhzy100% (1)
- Sociology As A Form of Consciousness - 20231206 - 013840 - 0000Document4 pagesSociology As A Form of Consciousness - 20231206 - 013840 - 0000Gargi sharmaNo ratings yet
- LP For EarthquakeDocument6 pagesLP For Earthquakejelena jorgeoNo ratings yet
- Subject Manual Tle 7-8Document11 pagesSubject Manual Tle 7-8Rhayan Dela Cruz DaquizNo ratings yet
- Quarter 1-Week 2 - Day 2.revisedDocument4 pagesQuarter 1-Week 2 - Day 2.revisedJigz FamulaganNo ratings yet
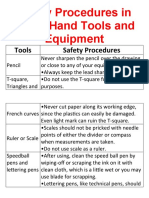
- Safety Procedures in Using Hand Tools and EquipmentDocument12 pagesSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezNo ratings yet
- Bolt Grade Markings and Strength ChartDocument2 pagesBolt Grade Markings and Strength ChartGregory GaschteffNo ratings yet
- PSA Poster Project WorkbookDocument38 pagesPSA Poster Project WorkbookwalliamaNo ratings yet
- Promotion-Mix (: Tools For IMC)Document11 pagesPromotion-Mix (: Tools For IMC)Mehul RasadiyaNo ratings yet
- JIS G 3141: Cold-Reduced Carbon Steel Sheet and StripDocument6 pagesJIS G 3141: Cold-Reduced Carbon Steel Sheet and StripHari0% (2)
- What Are The Spacer Bars in RC Beams - QuoraDocument3 pagesWhat Are The Spacer Bars in RC Beams - QuoradesignNo ratings yet
- Design of Penstock: Reference Code:IS 11639 (Part 2)Document4 pagesDesign of Penstock: Reference Code:IS 11639 (Part 2)sunchitk100% (3)
- Implementation of E-Governance To Improve The Civil Administration Service Quality in Public SectorDocument11 pagesImplementation of E-Governance To Improve The Civil Administration Service Quality in Public SectorChristie YohanaNo ratings yet
- Chapter 23Document9 pagesChapter 23Javier Chuchullo TitoNo ratings yet
- PC Model Answer Paper Winter 2016Document27 pagesPC Model Answer Paper Winter 2016Deepak VermaNo ratings yet
- Presentation About GyroscopesDocument24 pagesPresentation About GyroscopesgeenjunkmailNo ratings yet
- Recitation Math 001 - Term 221 (26166)Document36 pagesRecitation Math 001 - Term 221 (26166)Ma NaNo ratings yet
- Aluminum PorterDocument2 pagesAluminum PorterAmir ShameemNo ratings yet
- 15 Day Detox ChallengeDocument84 pages15 Day Detox ChallengeDanii Supergirl Bailey100% (4)
- 2011-2012 - Medical - DirectoryDocument112 pages2011-2012 - Medical - DirectoryЈелена КошевићNo ratings yet
- Disassembly Procedures: 1 DELL U2422HB - U2422HXBDocument6 pagesDisassembly Procedures: 1 DELL U2422HB - U2422HXBIonela CristinaNo ratings yet
- Fast Track Design and Construction of Bridges in IndiaDocument10 pagesFast Track Design and Construction of Bridges in IndiaSa ReddiNo ratings yet
- Listen and Arrange The Sentences Based On What You Have Heard!Document3 pagesListen and Arrange The Sentences Based On What You Have Heard!Dewi Hauri Naura HaufanhazzaNo ratings yet
- Kyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationDocument16 pagesKyle Pape - Between Queer Theory and Native Studies, A Potential For CollaborationRafael Alarcón Vidal100% (1)
- Case CapsuleDocument8 pagesCase CapsuleLiza BulsaraNo ratings yet
- Physics Education Thesis TopicsDocument4 pagesPhysics Education Thesis TopicsPaperWriterServicesCanada100% (2)
- Music CG 2016Document95 pagesMusic CG 2016chesterkevinNo ratings yet
- Escaner Electromagnético de Faja Transportadora-Steel SPECTDocument85 pagesEscaner Electromagnético de Faja Transportadora-Steel SPECTEdwin Alfredo Eche QuirozNo ratings yet
- The Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionFrom EverandThe Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionRating: 4 out of 5 stars4/5 (812)
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessFrom EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessNo ratings yet
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseFrom EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseRating: 3.5 out of 5 stars3.5/5 (69)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 5 out of 5 stars5/5 (5)
- Fire Season: Field Notes from a Wilderness LookoutFrom EverandFire Season: Field Notes from a Wilderness LookoutRating: 4 out of 5 stars4/5 (142)
- The Other End of the Leash: Why We Do What We Do Around DogsFrom EverandThe Other End of the Leash: Why We Do What We Do Around DogsRating: 5 out of 5 stars5/5 (65)
- World of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsFrom EverandWorld of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsRating: 4 out of 5 stars4/5 (223)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 3.5 out of 5 stars3.5/5 (35)
- Come Back, Como: Winning the Heart of a Reluctant DogFrom EverandCome Back, Como: Winning the Heart of a Reluctant DogRating: 3.5 out of 5 stars3.5/5 (10)
- When You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsFrom EverandWhen You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsRating: 3.5 out of 5 stars3.5/5 (13)
- Spoiled Rotten America: Outrages of Everyday LifeFrom EverandSpoiled Rotten America: Outrages of Everyday LifeRating: 3 out of 5 stars3/5 (19)
- The Rise and Fall of the Dinosaurs: A New History of a Lost WorldFrom EverandThe Rise and Fall of the Dinosaurs: A New History of a Lost WorldRating: 4 out of 5 stars4/5 (595)
- The Lives of Bees: The Untold Story of the Honey Bee in the WildFrom EverandThe Lives of Bees: The Untold Story of the Honey Bee in the WildRating: 4.5 out of 5 stars4.5/5 (44)
- Wayfinding: The Science and Mystery of How Humans Navigate the WorldFrom EverandWayfinding: The Science and Mystery of How Humans Navigate the WorldRating: 4.5 out of 5 stars4.5/5 (18)
- When the Sahara Was Green: How Our Greatest Desert Came to BeFrom EverandWhen the Sahara Was Green: How Our Greatest Desert Came to BeRating: 4.5 out of 5 stars4.5/5 (6)
- The Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorFrom EverandThe Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorRating: 4.5 out of 5 stars4.5/5 (137)
- The Soul of an Octopus: A Surprising Exploration into the Wonder of ConsciousnessFrom EverandThe Soul of an Octopus: A Surprising Exploration into the Wonder of ConsciousnessRating: 4.5 out of 5 stars4.5/5 (252)
- Wicked Plants: The Weed That Killed Lincoln's Mother and Other Botanical AtrocitiesFrom EverandWicked Plants: The Weed That Killed Lincoln's Mother and Other Botanical AtrocitiesRating: 4 out of 5 stars4/5 (406)
- Microscopy of Numerology: Numerology SimplifiedFrom EverandMicroscopy of Numerology: Numerology SimplifiedRating: 5 out of 5 stars5/5 (2)
- The Hawk's Way: Encounters with Fierce BeautyFrom EverandThe Hawk's Way: Encounters with Fierce BeautyRating: 4.5 out of 5 stars4.5/5 (19)