You might also like
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Module - Ii I/Ii Sem Be, Engineering Chemistry: Presented by Rashmi M Assistant Professor Skit BangaloreDocument16 pagesModule - Ii I/Ii Sem Be, Engineering Chemistry: Presented by Rashmi M Assistant Professor Skit BangaloreNice BoyNo ratings yet
- Inorganic Hydrides: The Commonwealth and International Library: Chemistry DivisionFrom EverandInorganic Hydrides: The Commonwealth and International Library: Chemistry DivisionNo ratings yet
- Module 3 CorrosionDocument33 pagesModule 3 CorrosionPrashant RajNo ratings yet
- Cu Which Is: Metallic CompoundDocument20 pagesCu Which Is: Metallic CompoundPARTH SUNIL CHAVAN 20BCI0055No ratings yet
- Corrosion and Metal FinishingDocument19 pagesCorrosion and Metal FinishingShlok GuptaNo ratings yet
- Corrosion and Its Control - NotesDocument4 pagesCorrosion and Its Control - Notesarjun kNo ratings yet
- Module 2Document9 pagesModule 2Midhun ShaNo ratings yet
- Corrosion: Definition: - Any Process of Deterioration or Destruction and Consequent Loss of A Solid MetallicDocument7 pagesCorrosion: Definition: - Any Process of Deterioration or Destruction and Consequent Loss of A Solid MetallicAdarsh rajNo ratings yet
- CorrosionDocument20 pagesCorrosionAdi Mantha اديتية منتةNo ratings yet
- Corossion & Metal FinishingDocument14 pagesCorossion & Metal FinishingshivaNo ratings yet
- CorisonDocument10 pagesCorisonAryan GuptaNo ratings yet
- Module 2 Corrosion and Metal FinishingDocument51 pagesModule 2 Corrosion and Metal FinishingSujal KavirajNo ratings yet
- Module 2 Corrosion and Metal FinishingDocument17 pagesModule 2 Corrosion and Metal FinishingHudson MartinNo ratings yet
- Corrosion and Its ControlDocument23 pagesCorrosion and Its Controlapi-26041653No ratings yet
- Lecturee 10Document24 pagesLecturee 10عبد الرحمن قاسمNo ratings yet
- Module 3Document30 pagesModule 3Dheemanth DNo ratings yet
- CorrosionDocument29 pagesCorrosionShlok GuptaNo ratings yet
- Engineering Chemistry - Module 2Document40 pagesEngineering Chemistry - Module 2Murthy Reddy100% (1)
- Corrosion: Oxidation Corrosion Prevention Against CorrosionDocument18 pagesCorrosion: Oxidation Corrosion Prevention Against CorrosionrahmaNo ratings yet
- CorrosionDocument27 pagesCorrosionsanny patelNo ratings yet
- Module 3Document29 pagesModule 3Aarya NaikNo ratings yet
- Corrosion ChemistryDocument23 pagesCorrosion ChemistryTA MI MNo ratings yet
- Corrosion: Oxidation Corrosion Prevention Against CorrosionDocument18 pagesCorrosion: Oxidation Corrosion Prevention Against CorrosionSalem GarrabNo ratings yet
- Corrosion PDFDocument51 pagesCorrosion PDFSuryansh SinghNo ratings yet
- Applied Chemical: Created By: Elfi Nur Rohmah MSU Class March, 2019Document60 pagesApplied Chemical: Created By: Elfi Nur Rohmah MSU Class March, 2019elfiNo ratings yet
- Unit.13 Corrosion: Applied ScienceDocument23 pagesUnit.13 Corrosion: Applied SciencePratik bhadane100% (1)
- Corrosion & Its Control & Its ControlDocument35 pagesCorrosion & Its Control & Its ControlShiv PatelNo ratings yet
- Corrosion and Its ControlDocument16 pagesCorrosion and Its ControlAnonymous XbrHzQbNo ratings yet
- Basic Corrosion of Metal: Oxidation Corrosion Prevention Against CorrosionDocument18 pagesBasic Corrosion of Metal: Oxidation Corrosion Prevention Against CorrosionVivi AisahNo ratings yet
- Corrosion Its Control ModifiedDocument51 pagesCorrosion Its Control ModifiedAldrin D CruzNo ratings yet
- Chap 4Document51 pagesChap 4Swe Zin Zaw MyintNo ratings yet
- Corr I On ScienceDocument14 pagesCorr I On ScienceengineeringchemistryNo ratings yet
- CO2 Corrosion NotesDocument9 pagesCO2 Corrosion NotesRony MayrizalNo ratings yet
- 03 - Introduction of Corrosion and Electrochemical TheoryDocument13 pages03 - Introduction of Corrosion and Electrochemical TheoryTangent ChauhanNo ratings yet
- CorrosionDocument30 pagesCorrosionNikhilNo ratings yet
- Module 3 Eng - ChemistryDocument32 pagesModule 3 Eng - Chemistrypythondef2000No ratings yet
- Coression Its ControlDocument12 pagesCoression Its Controlharshraj31844No ratings yet
- Corrosion EngineeringDocument7 pagesCorrosion EngineeringAi RahNo ratings yet
- Corrosion - Module 4Document23 pagesCorrosion - Module 4Akash SavaliyaNo ratings yet
- Corrosion Mu Ec2Document13 pagesCorrosion Mu Ec2azzamanas749No ratings yet
- Corrosion and Metal Finishing-21CHE12Document16 pagesCorrosion and Metal Finishing-21CHE12Army AtinyNo ratings yet
- Corrosion Notes.Document35 pagesCorrosion Notes.Abhay Petkar100% (1)
- Unit-IV-Corrosion ChemistryDocument23 pagesUnit-IV-Corrosion ChemistryAppu MadanNo ratings yet
- Corrosion and ControlDocument101 pagesCorrosion and ControlNikhilesh PrabhakarNo ratings yet
- Chapter (3) Forms of CorrosionDocument11 pagesChapter (3) Forms of CorrosionSimpaiNo ratings yet
- Chemistry Unit-4Document17 pagesChemistry Unit-4santanu janaNo ratings yet
- FALLSEM2019-20 CHY1701 ETH VL2019201006698 Reference Material II 14-Aug-2019 Module-3a Factors Affecting CorrosionDocument17 pagesFALLSEM2019-20 CHY1701 ETH VL2019201006698 Reference Material II 14-Aug-2019 Module-3a Factors Affecting CorrosionSandhya SundarNo ratings yet
- Chemistry ISA 4Document24 pagesChemistry ISA 4Aryan AnandNo ratings yet
- CorrosionDocument54 pagesCorrosionSorab Khosla100% (1)
- Inhibitors Cathodic Protection Galvanizing and Tinning Electroplating Metal Cladding Coating ProcessesDocument95 pagesInhibitors Cathodic Protection Galvanizing and Tinning Electroplating Metal Cladding Coating Processesanurag prernaNo ratings yet
- M2 CorrosionDocument13 pagesM2 CorrosionMalvika RkNo ratings yet
- CorrosionDocument40 pagesCorrosionPreetika Sastry100% (1)
- Maritime English: Corrosion and Its PreventionDocument14 pagesMaritime English: Corrosion and Its PreventionFerisa Ridho LaksanaNo ratings yet
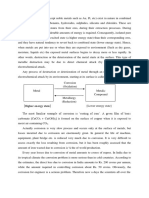
- The Disintegration of An Engineered Material Into Its Constituent AtomsDocument41 pagesThe Disintegration of An Engineered Material Into Its Constituent Atomsanudeep009No ratings yet
- Corrosion ChemistryDocument15 pagesCorrosion ChemistryNeha nayakNo ratings yet
- Corrosion ScienceDocument7 pagesCorrosion ScienceRaghavNo ratings yet
- Corrosion and Its ControlDocument60 pagesCorrosion and Its Controlchandra sekharNo ratings yet
- M3 PDFDocument19 pagesM3 PDFVeda BalajiNo ratings yet
- Corrosion Control Unit2-FinalDocument107 pagesCorrosion Control Unit2-FinalAshish MangalNo ratings yet
- Influence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesDocument17 pagesInfluence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesNima FakherNo ratings yet
- Difference Between Paper and Vs Thin Layer and Vs Column ChromatographyDocument8 pagesDifference Between Paper and Vs Thin Layer and Vs Column ChromatographySubhradeep GhoshNo ratings yet
- Tunnel Added Beam On SupportDocument9 pagesTunnel Added Beam On SupportНемања Караклајић100% (1)
- ASME PTC 19.5-2004 TocDocument9 pagesASME PTC 19.5-2004 TocVamsi Yashoda0% (2)
- Nano-Particle Prepared From Sol-Gel Method: Titanium Tetra-Iso-Propoxide DiethanolamineDocument21 pagesNano-Particle Prepared From Sol-Gel Method: Titanium Tetra-Iso-Propoxide DiethanolamineMaggyBalcazarNo ratings yet
- Unit 1Document29 pagesUnit 1Vasanth AradhyaNo ratings yet
- Compressor Io ManualDocument58 pagesCompressor Io ManualasgharNo ratings yet
- AESW011Document50 pagesAESW011Arputharaj Maria LouisNo ratings yet
- Donnelly 2019 - Nat Methods - Protein Analysis MSDocument8 pagesDonnelly 2019 - Nat Methods - Protein Analysis MSchuvanessNo ratings yet
- DEC Proposal For OU7Document9 pagesDEC Proposal For OU7MonicaNo ratings yet
- CES 6.0.0 Deck Management Oil TankerDocument13 pagesCES 6.0.0 Deck Management Oil Tankerboramir496793% (15)
- Bioavailability Study of MetforminDocument53 pagesBioavailability Study of MetforminKadhar Kaliloor Rahman100% (1)
- MSS SP 95Document16 pagesMSS SP 95JUAN DAVID GOMEZ PATIÑONo ratings yet
- BS 434-2-1984 Code of Practice For Use of Bitumen Road EmulsiDocument22 pagesBS 434-2-1984 Code of Practice For Use of Bitumen Road EmulsianjanaNo ratings yet
- CLS Aipmt 18 19 XIII Zoo Study Package 1 SET 1 Chapter 2Document30 pagesCLS Aipmt 18 19 XIII Zoo Study Package 1 SET 1 Chapter 2Saravanan RajuNo ratings yet
- Bench - Mark Ouiz: ASME B 31.3 Process PipingDocument4 pagesBench - Mark Ouiz: ASME B 31.3 Process PipingMichael AlbuquerqueNo ratings yet
- Glossary of GroutingDocument9 pagesGlossary of Groutingdeepakverma33546No ratings yet
- CRM47885 Lrac9768Document5 pagesCRM47885 Lrac9768Sergio mauricio sergioNo ratings yet
- Jacob ExcelDocument8 pagesJacob ExcelPeter KiruiNo ratings yet
- Exercise 10 13Document5 pagesExercise 10 13Virlin Rose MahinayNo ratings yet
- Radon-222 Exhalation From Danish Building Material PDFDocument63 pagesRadon-222 Exhalation From Danish Building Material PDFdanpalaciosNo ratings yet
- Dividing Wall Technology in Distillation ColumnsDocument5 pagesDividing Wall Technology in Distillation ColumnsAmda AmdaNo ratings yet
- A Handbook of Infection Control For The Asian Healthcare Worker PDFDocument17 pagesA Handbook of Infection Control For The Asian Healthcare Worker PDFSanti utamiNo ratings yet
- Welder Monitoring SheetDocument1 pageWelder Monitoring SheetQC apollohx100% (1)
- DP1SL Redox UT VCDocument6 pagesDP1SL Redox UT VCmarilee huntNo ratings yet
- BForbes RCCDocument6 pagesBForbes RCCLTE002No ratings yet
- Lecture Sheet PDFDocument65 pagesLecture Sheet PDFFaruk abdullahNo ratings yet
- Exer 1 Translocation of MaterialsDocument32 pagesExer 1 Translocation of MaterialsofficialpatdeeNo ratings yet
- Soap FormsDocument6 pagesSoap FormsJunJieNo ratings yet
- Material Safety Data Sheet: I - Product IdentificationDocument2 pagesMaterial Safety Data Sheet: I - Product IdentificationAndini Nur PaujiahNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsFrom EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsRating: 4 out of 5 stars4/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesFrom EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesRating: 3 out of 5 stars3/5 (1)