You might also like
- ChemE Semiconductor ManufacturingDocument7 pagesChemE Semiconductor ManufacturingRishabh JangidNo ratings yet
- Introduction ECE 6450 (Georgia Tech Lecture)Document43 pagesIntroduction ECE 6450 (Georgia Tech Lecture)OmarNo ratings yet
- Damage From A Lightning BoltDocument2 pagesDamage From A Lightning BoltRajiv NatarajNo ratings yet
- An Evolutionary Transition of Conventional N MOS VLSI To CMOS Considering Scaling, Low Power and Higher MobilityDocument11 pagesAn Evolutionary Transition of Conventional N MOS VLSI To CMOS Considering Scaling, Low Power and Higher MobilityAJER JOURNALNo ratings yet
- What Is Nanotechnology?Document13 pagesWhat Is Nanotechnology?shaikshaa007100% (2)
- New Microsoft Office Word DocumentDocument10 pagesNew Microsoft Office Word Documenttushar1128No ratings yet
- IntroductionDocument45 pagesIntroductionFelix AntonyNo ratings yet
- 1 History of MicroelectronicsDocument17 pages1 History of MicroelectronicsWaris AminNo ratings yet
- Lec1 10Document205 pagesLec1 10Washim WashimmachineNo ratings yet
- Understanding Why Taking Precautions Against Uncontrolled Electro-Static Discharge (ESD) Is NecessaryDocument2 pagesUnderstanding Why Taking Precautions Against Uncontrolled Electro-Static Discharge (ESD) Is NecessaryNilesh NarkhedeNo ratings yet
- Case StudyDocument5 pagesCase StudyChesterJerichoRamosNo ratings yet
- Digital AssignmentDocument9 pagesDigital AssignmentuditNo ratings yet
- High Dielectric Constant OxidesDocument27 pagesHigh Dielectric Constant OxidesChithraParameswaranNo ratings yet
- Nano ElectronicsDocument41 pagesNano Electronicschatterjee_somenath2204No ratings yet
- 3-D Transistor: Geethanjali College of Engineering and Technology Faiz Ahmed - (11R11D7001)Document31 pages3-D Transistor: Geethanjali College of Engineering and Technology Faiz Ahmed - (11R11D7001)Faiz AhmedNo ratings yet
- Measuring electric fields deep within cells with nano-sized voltmeterDocument30 pagesMeasuring electric fields deep within cells with nano-sized voltmeterStephen Velasco VillaruzNo ratings yet
- Basic Electronics Chapter 1 2Document29 pagesBasic Electronics Chapter 1 2victor kimutaiNo ratings yet
- Cathodic Protection Module 1-00Document24 pagesCathodic Protection Module 1-00razoumihineNo ratings yet
- Electrodeposition: A Technology For The Future: by Walther SchwarzacherDocument4 pagesElectrodeposition: A Technology For The Future: by Walther Schwarzachervivalavida31No ratings yet
- VLSI Research Interests in Signal Integrity and TestingDocument36 pagesVLSI Research Interests in Signal Integrity and TestingSalim SanNo ratings yet
- Fabrication of Microelectronic DevicesDocument26 pagesFabrication of Microelectronic DevicesAbid YusufNo ratings yet
- Ir em Syn PDFDocument6 pagesIr em Syn PDFKhadar BashaNo ratings yet
- The Very Best Techniques To Clean A Glass InsulatorDocument3 pagesThe Very Best Techniques To Clean A Glass InsulatorBondSykes3No ratings yet
- Utilizing Superconductivity in Power SystemsDocument19 pagesUtilizing Superconductivity in Power SystemsVikas KhicharNo ratings yet
- Introduction To Semiconductors and Semiconductor DevicesDocument40 pagesIntroduction To Semiconductors and Semiconductor DevicesMuhammad Ismunandar Al FajrNo ratings yet
- Topic#1 Introduction To Semiconductors IndustryDocument28 pagesTopic#1 Introduction To Semiconductors IndustryRio PerezNo ratings yet
- VLSI Design Notes 1 - CompressedDocument149 pagesVLSI Design Notes 1 - CompressedPradyut SankiNo ratings yet
- Effect of Measurement and Instrumentation Errors On Potential ReadingsDocument10 pagesEffect of Measurement and Instrumentation Errors On Potential Readingssohrab25No ratings yet
- The War On Noise: Icda TDocument4 pagesThe War On Noise: Icda TVeerNo ratings yet
- Chapter 5 Fabrication of Microelectronic DevicesDocument26 pagesChapter 5 Fabrication of Microelectronic Devicesmuhamadsaidi100% (2)
- Lecture # 1: Lecture # 01 By: Engr - Imtiaz Hussain KalwarDocument5 pagesLecture # 1: Lecture # 01 By: Engr - Imtiaz Hussain KalwarJai KumarNo ratings yet
- Investigation Into Possible Electrical Fire Outbreaks at Welders' Workshops at Siwdo KokompeDocument13 pagesInvestigation Into Possible Electrical Fire Outbreaks at Welders' Workshops at Siwdo KokompeAlexander DeckerNo ratings yet
- 04912374Document10 pages04912374Anjireddy ThatiparthyNo ratings yet
- Detecting Latent Defects in Ceramic Capacitors with Sound Emission SpectroscopyDocument6 pagesDetecting Latent Defects in Ceramic Capacitors with Sound Emission SpectroscopyGerald See TohNo ratings yet
- Automatic Projectile Propulsion System: AbstractDocument58 pagesAutomatic Projectile Propulsion System: AbstractstroxNo ratings yet
- Microelectronics Part1Document39 pagesMicroelectronics Part1Abraham JemberuNo ratings yet
- Protect electrical devices from lightning with proper groundingDocument13 pagesProtect electrical devices from lightning with proper groundingdigit133No ratings yet
- How To Do Guide On Tesla GeneratorDocument32 pagesHow To Do Guide On Tesla Generatorapi-218760180100% (2)
- Permanent, Transient and Intermittent Faults: DurationDocument72 pagesPermanent, Transient and Intermittent Faults: DurationSalim SanNo ratings yet
- ElectromigrationDocument8 pagesElectromigrationRajniNo ratings yet
- 3.5.1 Observation of Electrical Breakdown and FailureDocument4 pages3.5.1 Observation of Electrical Breakdown and FailureValeria Orannel Lopez MorilloNo ratings yet
- ECE 330 Basic Electronics (Vincoy)Document5 pagesECE 330 Basic Electronics (Vincoy)Vincoy JohnlloydNo ratings yet
- spr06 p32-35 PDFDocument4 pagesspr06 p32-35 PDFJosé ZuñigaNo ratings yet
- Advancing EDM through fundamental insightsDocument24 pagesAdvancing EDM through fundamental insightsRaúl A. Laverde YepesNo ratings yet
- Electromagnetic FormingDocument7 pagesElectromagnetic Formingrushikesh huleNo ratings yet
- Travelling Wave Tube WJ 10m28Document8 pagesTravelling Wave Tube WJ 10m289999igiNo ratings yet
- Valve Technology - A Practical Guide PDFDocument110 pagesValve Technology - A Practical Guide PDFAntonio ZappuloNo ratings yet
- TemporaryDocument3 pagesTemporaryRoohi KansalNo ratings yet
- Slides Unit-IDocument136 pagesSlides Unit-IEffecure HealthcareNo ratings yet
- Ion Implantation in Silicon TechnologyDocument3 pagesIon Implantation in Silicon Technologyparu_693No ratings yet
- Electronics and RoboticsDocument54 pagesElectronics and RoboticsMonica Kyla MockonNo ratings yet
- IIT Kharagpur: 1.1 Introduction To Electron Beam WeldingDocument16 pagesIIT Kharagpur: 1.1 Introduction To Electron Beam Weldingrajaraji33No ratings yet
- Unit 1 Principles of Electrical Machine DesignDocument8 pagesUnit 1 Principles of Electrical Machine Designbenh-aldj100% (1)
- Electrical Discharge Machining: Jump To Navigation Jump To SearchDocument17 pagesElectrical Discharge Machining: Jump To Navigation Jump To SearchPanosNo ratings yet
- Extra Losses Caused in High Current Conductors by Skin and Proximity EffectsDocument22 pagesExtra Losses Caused in High Current Conductors by Skin and Proximity Effectslbk50No ratings yet
- Plasma Etching Processes for CMOS Devices RealizationFrom EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeNo ratings yet
- Fundamentals of Electromigration-Aware Integrated Circuit DesignFrom EverandFundamentals of Electromigration-Aware Integrated Circuit DesignNo ratings yet
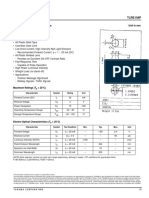
- Tlre 156 PdsDocument2 pagesTlre 156 PdsDavid Nasael VERGARANo ratings yet
- PD49PI/PD481PI: Photodiode High Speed, High SensitivityDocument3 pagesPD49PI/PD481PI: Photodiode High Speed, High SensitivityDavid Nasael VERGARANo ratings yet
- Data Sheet: PhotodiodesDocument22 pagesData Sheet: PhotodiodesDavid Nasael VERGARANo ratings yet
- 'Lvsrvlwlyrv2Swrhohfwuyqlfrv:) RwrhplvruhvDocument16 pages'Lvsrvlwlyrv2Swrhohfwuyqlfrv:) RwrhplvruhvDavid Nasael VERGARANo ratings yet
- 'Lvsrvlwlyrv2Swrhohfwuyqlfrv: &RQFHSWRV) XqgdphqwdohvDocument7 pages'Lvsrvlwlyrv2Swrhohfwuyqlfrv: &RQFHSWRV) XqgdphqwdohvDavid Nasael VERGARANo ratings yet
- 'Lvsrvlwlyrv2Swrhohfwuyqlfrv:, QwurgxfflyqDocument5 pages'Lvsrvlwlyrv2Swrhohfwuyqlfrv:, QwurgxfflyqDavid Nasael VERGARANo ratings yet
- Chemistry Form 4 Chapter 9 Manufacture Substances in IndustryDocument18 pagesChemistry Form 4 Chapter 9 Manufacture Substances in Industrychulan93100% (15)
- OsidationDocument49 pagesOsidationSadhasivam VeluNo ratings yet
- Manual DF 2009Document493 pagesManual DF 2009ioana968No ratings yet
- Atoms, Molecules and Ions: Chapter 3 of General ChemistryDocument28 pagesAtoms, Molecules and Ions: Chapter 3 of General ChemistryPauline AdrinedaNo ratings yet
- Electrical Properties of The Earthing SystemDocument8 pagesElectrical Properties of The Earthing SystemdedeerlandNo ratings yet
- Silicon Era: History of ChemistryDocument7 pagesSilicon Era: History of ChemistryXantos YulianNo ratings yet
- Transition Metals Characteristics Properties and Uses PDFDocument509 pagesTransition Metals Characteristics Properties and Uses PDFpi.314153.4100% (1)
- Heat Treating Industry Processes EquipmentDocument75 pagesHeat Treating Industry Processes EquipmentAhmed Shaban Kotb100% (1)
- Product ComparisonDocument5 pagesProduct ComparisonCarlos PadillaNo ratings yet
- MEC230 Unit 2 Solid State Welding ProcessesDocument33 pagesMEC230 Unit 2 Solid State Welding ProcessesAditya Kumar100% (2)
- ANGULAR DISTORTION IN BUTT ARC WELDING-Yukler-2018Document8 pagesANGULAR DISTORTION IN BUTT ARC WELDING-Yukler-2018DonatasNo ratings yet
- Pharmaceutical Chemistry Answer Key (PINK PACOP)Document20 pagesPharmaceutical Chemistry Answer Key (PINK PACOP)BRYAN BALDOMERONo ratings yet
- Part 49 Melting Point of Carbon Steel & Stainless SteelDocument9 pagesPart 49 Melting Point of Carbon Steel & Stainless Steelravindra_jivaniNo ratings yet
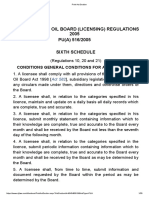
- 6th Schedule - MPOB (Licensing) Regulations 2005Document30 pages6th Schedule - MPOB (Licensing) Regulations 2005Sean Tan0% (1)
- Reportsheet#2 Chemicalactivityandcorrosionofmetals Chem1103l Group26Document7 pagesReportsheet#2 Chemicalactivityandcorrosionofmetals Chem1103l Group26MarielleCaindecNo ratings yet
- PTA Hardfacing Process OverviewDocument16 pagesPTA Hardfacing Process Overviewpavi32No ratings yet
- The Periodic Table QuizDocument5 pagesThe Periodic Table QuizRica RoscoNo ratings yet
- LYT0026 - 2020-09-04 - L1P0W1 - Installation Manual - Roofing and Walling - WEB PDFDocument64 pagesLYT0026 - 2020-09-04 - L1P0W1 - Installation Manual - Roofing and Walling - WEB PDFjunaid76No ratings yet
- Oil Seal NAK - CatalogDocument170 pagesOil Seal NAK - CatalogPhạm Hoài AnhNo ratings yet
- Food Packaging TechniquesDocument35 pagesFood Packaging TechniquesMadhu ShaliniNo ratings yet
- EN47100Document2 pagesEN47100tsonjayaNo ratings yet
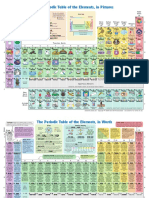
- The Periodic Table of The Elements, in Pictures PDFDocument2 pagesThe Periodic Table of The Elements, in Pictures PDFSapna Subramani100% (1)
- Mobile No: 8219582322: Career Highlights Iup Jindal Metals & Alloys A Jindal Group of CompanyDocument4 pagesMobile No: 8219582322: Career Highlights Iup Jindal Metals & Alloys A Jindal Group of Companyaman rathaurNo ratings yet
- Sheet Metal 2-01-09Document14 pagesSheet Metal 2-01-09shimi yayNo ratings yet
- PPT UmicoreDocument21 pagesPPT UmicoreRayhan RachmansyahNo ratings yet
- Workbench Guide To Jewelry TechniquesDocument8 pagesWorkbench Guide To Jewelry TechniquesInterweave44% (18)
- Electrical and Magnetic MaterialDocument14 pagesElectrical and Magnetic MaterialVishwajeet DhanwadeNo ratings yet
- Prohibition of Heavy Metals in Automotive PartsDocument15 pagesProhibition of Heavy Metals in Automotive Partsmehmet ustun100% (1)
- Is Matter Around Us PureDocument22 pagesIs Matter Around Us PureDhiman DeyNo ratings yet