You might also like
- QA/QC ManualDocument42 pagesQA/QC ManualGuilherme Dos Santos MoreiraNo ratings yet
- Carbon Steel GradesDocument4 pagesCarbon Steel GradesKiky IchanafiNo ratings yet
- F F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Document4 pagesF F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Karishma Prabhu100% (1)
- Construction & Quality Control of Flexible Pavement: Dr. N.K.S. Pundhir Senior Principal Scientist E-MailDocument84 pagesConstruction & Quality Control of Flexible Pavement: Dr. N.K.S. Pundhir Senior Principal Scientist E-MailMohd Ali100% (1)
- Laboratory Evaluation of Modified Bitumen Using Superpave Methodology Under Indian ConditionsDocument35 pagesLaboratory Evaluation of Modified Bitumen Using Superpave Methodology Under Indian ConditionsMd.imthiyazNo ratings yet
- Die Casting Parameters and SimulationsDocument9 pagesDie Casting Parameters and SimulationsGuilherme Dos Santos Moreira100% (1)
- SMD-PComponents Soldering Practice BoardDocument20 pagesSMD-PComponents Soldering Practice BoardGuilherme Dos Santos MoreiraNo ratings yet
- GhostPeaks Part1Document4 pagesGhostPeaks Part1Raga Bima100% (1)
- Quailty Assurance of CementDocument30 pagesQuailty Assurance of Cementabdullah100% (3)
- Epofine 740 - Finehard 5200Document4 pagesEpofine 740 - Finehard 5200Karishma PrabhuNo ratings yet
- How To Choise Refractory For Metallurgy FurnacesDocument15 pagesHow To Choise Refractory For Metallurgy FurnacesGuilherme Dos Santos MoreiraNo ratings yet
- How To Choise Refractory For Metallurgy FurnacesDocument15 pagesHow To Choise Refractory For Metallurgy FurnacesGuilherme Dos Santos MoreiraNo ratings yet
- FOB Extra Duty Gear Oil TDSW 815913 - 815914Document3 pagesFOB Extra Duty Gear Oil TDSW 815913 - 815914Elwin arifinNo ratings yet
- Technical Data - JotunDocument2 pagesTechnical Data - JotunWajid ZiaNo ratings yet
- Amtech - RMA-223 Rev 0510Document2 pagesAmtech - RMA-223 Rev 0510Mohammed AbbariNo ratings yet
- Solder Paste SC Blf03: Lead-FreeDocument2 pagesSolder Paste SC Blf03: Lead-FreeluismcmcNo ratings yet
- NC257 SN100C: Lead-Free Solder Paste FeaturesDocument3 pagesNC257 SN100C: Lead-Free Solder Paste Featureshuynh thi y viNo ratings yet
- Product: Penetration Grade Bitumen Cutback MC 70 Packing: New Steel Drum 180 5Kgs / BulkDocument2 pagesProduct: Penetration Grade Bitumen Cutback MC 70 Packing: New Steel Drum 180 5Kgs / BulkvinayaiyappaNo ratings yet
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Comparison Between Sinocem & Lafarge CementDocument4 pagesComparison Between Sinocem & Lafarge CementNidDouNo ratings yet
- 3048421Document2 pages3048421Philippe VelhaNo ratings yet
- High Solids Epoxy Zinc Rich Primer for Corrosion ProtectionDocument2 pagesHigh Solids Epoxy Zinc Rich Primer for Corrosion ProtectionmuthukumarNo ratings yet
- Resicoat V - F R4 ESDocument3 pagesResicoat V - F R4 ESABHISHEK SINGHNo ratings yet
- Government of India Specification for Pouring Tube CeramicDocument8 pagesGovernment of India Specification for Pouring Tube CeramicpujadagaNo ratings yet
- FOB Megaflow AW Hydraulic Oil TDSW 814637aDocument3 pagesFOB Megaflow AW Hydraulic Oil TDSW 814637aElwin arifinNo ratings yet
- Liquid Epoxy Coating (3M)Document5 pagesLiquid Epoxy Coating (3M)Thamaraikani ManiNo ratings yet
- 3M Scotchkote Fusion-Bonded Epoxy Dual Coating System 6352: Product Description Temperature Operating RangeDocument2 pages3M Scotchkote Fusion-Bonded Epoxy Dual Coating System 6352: Product Description Temperature Operating RangeCristhian CoariteNo ratings yet
- SMD291AX50T3Document2 pagesSMD291AX50T3Jonatan SmithNo ratings yet
- Lubricants: AAR 963 OilDocument2 pagesLubricants: AAR 963 OilArslan ILServicesNo ratings yet
- Sigmacover 380Document18 pagesSigmacover 380eitan-dalia4971No ratings yet
- Zircon Turbo Charged 6-4-16Document16 pagesZircon Turbo Charged 6-4-16Caio Fazzioli TavaresNo ratings yet
- TDS SW 901 3Document5 pagesTDS SW 901 3Frans Hendra WinartaNo ratings yet
- Super Tauro PAG: LubricantsDocument1 pageSuper Tauro PAG: LubricantsSaurav SharmaNo ratings yet
- R276 Solder Paste: Dispensable No-Clean Solder Paste For Leaded and Lead-Free AlloysDocument2 pagesR276 Solder Paste: Dispensable No-Clean Solder Paste For Leaded and Lead-Free AlloysChoice OrganoNo ratings yet
- AZ 4500 Thick Film Photoresists for Coatings up to 50 μmDocument3 pagesAZ 4500 Thick Film Photoresists for Coatings up to 50 μmahmed pashaNo ratings yet
- Matt Ral 7034 12762Document1 pageMatt Ral 7034 12762RAHUL KIRAN DUSANENo ratings yet
- 134 TDS Updated Feb 2016 78-8141-8528-2 Rev ADocument6 pages134 TDS Updated Feb 2016 78-8141-8528-2 Rev AUriel GarciaNo ratings yet
- 3289310Document2 pages3289310Philippe VelhaNo ratings yet
- Check Valve Parker Serie CDocument4 pagesCheck Valve Parker Serie CRamiro EspinozaNo ratings yet
- Bel-Ray No-Tox Syntra Food Grade Synthetic OilDocument4 pagesBel-Ray No-Tox Syntra Food Grade Synthetic OilGiovanny MosqueraNo ratings yet
- Epofine 556 - Finehard 22962Document5 pagesEpofine 556 - Finehard 22962Karishma PrabhuNo ratings yet
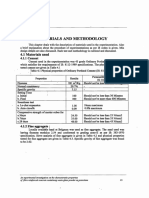
- Materials and Methodology: Chapter-4Document10 pagesMaterials and Methodology: Chapter-4Bhupendra Singh RajputNo ratings yet
- 4 - Epoksi Boya Technical Data Sheet PDFDocument2 pages4 - Epoksi Boya Technical Data Sheet PDFVasaNo ratings yet
- Web ProductSheet DiamondWrap 2018 PDFDocument2 pagesWeb ProductSheet DiamondWrap 2018 PDFRiankwnNo ratings yet
- Clock Spring Diamond Wrap BrochureDocument2 pagesClock Spring Diamond Wrap BrochuremuhammadxpNo ratings yet
- Kind Guayule NRrecyclingDocument29 pagesKind Guayule NRrecyclingJose SahuquillozNo ratings yet
- Zinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationDocument8 pagesZinc Clad Iii HS: Organic Zinc-Rich Epoxy Primer Industrial & Marine Coatings Product InformationThennarasu VelloreNo ratings yet
- Material Product Data SheetDocument4 pagesMaterial Product Data SheethungNo ratings yet
- Scotchkote 426 PBDocument4 pagesScotchkote 426 PBtavoNo ratings yet
- Cabone Lorraine Sintering Brochure 2008Document6 pagesCabone Lorraine Sintering Brochure 2008Varun DodhiaNo ratings yet
- Cutback Asphalt (Medium-Curing Type) : Standard Specification ForDocument2 pagesCutback Asphalt (Medium-Curing Type) : Standard Specification ForROHITNo ratings yet
- TDS - NP505-HR Solder PasteDocument2 pagesTDS - NP505-HR Solder PasteChoice OrganoNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Guide to LOCTITE GC 10 Solder Paste PerformanceDocument51 pagesGuide to LOCTITE GC 10 Solder Paste PerformanceVICTOR MARCOSNo ratings yet
- Epofine 221 - Finehard 964 - Accelerator 070Document4 pagesEpofine 221 - Finehard 964 - Accelerator 070Karishma PrabhuNo ratings yet
- HGF10R R4 ES - eDocument3 pagesHGF10R R4 ES - eNico RoisnerNo ratings yet
- Specifications & Properties for Motiva Base OilsDocument1 pageSpecifications & Properties for Motiva Base OilsMassimiliano VolaNo ratings yet
- Cement Test Report - RamcoDocument1 pageCement Test Report - RamcoKrishna GouravNo ratings yet
- KilnGard - 600SCWDocument2 pagesKilnGard - 600SCWarafatNo ratings yet
- 226NDocument2 pages226NUmaibalanNo ratings yet
- MG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetDocument7 pagesMG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetAbdulrahman AlabdanNo ratings yet
- CSC SGCC Catalog PDFDocument5 pagesCSC SGCC Catalog PDFHeri KuswoyoNo ratings yet
- Carboguard 880 MIO PDSDocument4 pagesCarboguard 880 MIO PDSHerman EngelbrechtNo ratings yet
- Eni BlasiaDocument2 pagesEni BlasiaranjanguptNo ratings yet
- PP Black Semi Glossy B.No. 7558Document2 pagesPP Black Semi Glossy B.No. 7558Andras StegerNo ratings yet
- ARTIGO - PCB Cross Section White PaperDocument3 pagesARTIGO - PCB Cross Section White PaperGuilherme Dos Santos MoreiraNo ratings yet
- Key advantages of 360° Moire 3D SPI inspection technologyDocument5 pagesKey advantages of 360° Moire 3D SPI inspection technologyGuilherme Dos Santos MoreiraNo ratings yet
- PSP 3D Inspection + SMT PricelistDocument4 pagesPSP 3D Inspection + SMT PricelistGuilherme Dos Santos MoreiraNo ratings yet
- Micromachines 13 00860 v2Document15 pagesMicromachines 13 00860 v2Guilherme Dos Santos MoreiraNo ratings yet
- ARTIGO - Cross-Section Preparation For Solder JointsDocument7 pagesARTIGO - Cross-Section Preparation For Solder JointsGuilherme Dos Santos MoreiraNo ratings yet
- ARTIGO Printed-Circuit-Board SumNoteDocument5 pagesARTIGO Printed-Circuit-Board SumNoteGuilherme Dos Santos MoreiraNo ratings yet
- ARTIGO - Cross-Section Preparation For Solder JointsDocument7 pagesARTIGO - Cross-Section Preparation For Solder JointsGuilherme Dos Santos MoreiraNo ratings yet
- ARTIGO Overview of Selected Issues Related To SolderingDocument17 pagesARTIGO Overview of Selected Issues Related To SolderingGuilherme Dos Santos MoreiraNo ratings yet
- Arfmtsv46 N1 P147 152Document6 pagesArfmtsv46 N1 P147 152Guilherme Dos Santos MoreiraNo ratings yet
- ARTIGO - Meeting The Challenges of High Volume PCB Cross-Section Sample PreparatioDocument4 pagesARTIGO - Meeting The Challenges of High Volume PCB Cross-Section Sample PreparatioGuilherme Dos Santos MoreiraNo ratings yet
- The Chemical Elements of A Smartphone: Click To EnlargeDocument4 pagesThe Chemical Elements of A Smartphone: Click To EnlargeGuilherme Dos Santos MoreiraNo ratings yet
- The Process of Wave Soldering Consists of Four StepsDocument1 pageThe Process of Wave Soldering Consists of Four StepsGuilherme Dos Santos MoreiraNo ratings yet
- SMT DictionaryDocument7 pagesSMT DictionaryGuilherme Dos Santos MoreiraNo ratings yet
- 2.9 Eutectic Phase DiagramsDocument2 pages2.9 Eutectic Phase DiagramsGuilherme Dos Santos MoreiraNo ratings yet
- Design - and - Applications - of - Coordinate - Measuring - Machines (1) - Páginas-1-111-Páginas-14-111-Páginas-1-42Document51 pagesDesign - and - Applications - of - Coordinate - Measuring - Machines (1) - Páginas-1-111-Páginas-14-111-Páginas-1-42Guilherme Dos Santos MoreiraNo ratings yet
- This Content Downloaded From 200.129.187.61 On Tue, 02 Aug 2022 12:59:55 UTC:56 UTCDocument4 pagesThis Content Downloaded From 200.129.187.61 On Tue, 02 Aug 2022 12:59:55 UTC:56 UTCGuilherme Dos Santos MoreiraNo ratings yet
- Technical Aspects of Desalination PlantDocument0 pagesTechnical Aspects of Desalination PlantSIVANo ratings yet
- Corrosion Inhibitors-1Document24 pagesCorrosion Inhibitors-1Guilherme Dos Santos MoreiraNo ratings yet
- Metallographic Preparation Materials: Lead Alloys of Soft: K. H. EdnieDocument13 pagesMetallographic Preparation Materials: Lead Alloys of Soft: K. H. EdnieGuilherme Dos Santos MoreiraNo ratings yet
- Geometry Questions For CAT ExamDocument41 pagesGeometry Questions For CAT ExamGuilherme Dos Santos MoreiraNo ratings yet
- High Speed Tensile Test of High Strength SteelDocument2 pagesHigh Speed Tensile Test of High Strength SteelGuilherme Dos Santos MoreiraNo ratings yet
- Zeiss Lightway Comet 02-2019 enDocument12 pagesZeiss Lightway Comet 02-2019 enGuilherme Dos Santos MoreiraNo ratings yet
- ZEISS Landolt-Engineering T-SCAN 01-2019 ENDocument8 pagesZEISS Landolt-Engineering T-SCAN 01-2019 ENGuilherme Dos Santos MoreiraNo ratings yet
- Chapter 10 Phase TransformationDocument26 pagesChapter 10 Phase TransformationEffendy AdipratamaNo ratings yet
- Cold Formed Steel Sections - IDocument37 pagesCold Formed Steel Sections - IsskamalakannanNo ratings yet
- BV206 Composite Rubber Track SystemDocument3 pagesBV206 Composite Rubber Track SystemSsNo ratings yet
- UNIT 4 Atmosphere and Environment: /aircomp - HTM X.HTMLDocument5 pagesUNIT 4 Atmosphere and Environment: /aircomp - HTM X.HTMLShadman ChowdhuryNo ratings yet
- Stress-Strain Curve - Wikipedia, The Free EncyclopediaDocument4 pagesStress-Strain Curve - Wikipedia, The Free EncyclopediaKarthik PallavaliNo ratings yet
- Comparative Study On The Combustion Performance of Coals On A Pilot-Scale Test Rig Simulating Blast Furnace Pulverized Coal Injection and A Lab-Scale Drop-Tube FurnaceDocument6 pagesComparative Study On The Combustion Performance of Coals On A Pilot-Scale Test Rig Simulating Blast Furnace Pulverized Coal Injection and A Lab-Scale Drop-Tube FurnaceAlan Carneiro100% (1)
- Koval 1984Document8 pagesKoval 1984EdilberAntonyChipanaPariNo ratings yet
- Resume of Curtismccauley54Document2 pagesResume of Curtismccauley54api-27883418No ratings yet
- Diethyl Ether LRG MsdsDocument4 pagesDiethyl Ether LRG MsdsipulNo ratings yet
- Reaction Coupled SeparationDocument75 pagesReaction Coupled SeparationAnushka DashputraNo ratings yet
- TILE QUOTEDocument3 pagesTILE QUOTEHarsh SathvaraNo ratings yet
- Recognizing and Naming Binary Ionic CompoundDocument30 pagesRecognizing and Naming Binary Ionic CompoundNeal RobinNo ratings yet
- Doble Capa ElectricaDocument13 pagesDoble Capa ElectricaSebastianDiazNo ratings yet
- ZN Phosphate On Galvanized SteelDocument17 pagesZN Phosphate On Galvanized SteelPiyanunNo ratings yet
- List of References Final PDFDocument7 pagesList of References Final PDFkevin smithNo ratings yet
- Diagram Alir Pembuatan 2-Etil Heksanol Dari Propilen Dan Gas Sintesa Kapasitas 100.000 Ton/TahunDocument1 pageDiagram Alir Pembuatan 2-Etil Heksanol Dari Propilen Dan Gas Sintesa Kapasitas 100.000 Ton/TahunSafira KhairinaNo ratings yet
- Stainless Steel Mechanical PropertiesDocument4 pagesStainless Steel Mechanical PropertiesGonzalo MazaNo ratings yet
- Conceps of RCC-PCCDocument63 pagesConceps of RCC-PCCurhenNo ratings yet
- CBSE Class 8 Science Sample Paper Set 4: General InstructionsDocument3 pagesCBSE Class 8 Science Sample Paper Set 4: General InstructionsPahul GehaniNo ratings yet
- Study on Vegetation Concrete for Slope Protection and GreeningDocument12 pagesStudy on Vegetation Concrete for Slope Protection and GreeningJOSHUA MANIQUEZNo ratings yet
- Chemistry Investigatory Project 2018-19: Setting of CementDocument18 pagesChemistry Investigatory Project 2018-19: Setting of CementNitin Sai AvirneniNo ratings yet
- Lab TestsDocument4 pagesLab TestsDKHILLALI YAAKOUBNo ratings yet
- As 2212-1979 Elastomeric Hose and Hose Assemblies For Transferring Anhydrous AmmoniaDocument7 pagesAs 2212-1979 Elastomeric Hose and Hose Assemblies For Transferring Anhydrous AmmoniaSAI Global - APACNo ratings yet
- GACL Aluminium Chloride MSDSDocument7 pagesGACL Aluminium Chloride MSDSMandeep SinghNo ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/33Document20 pagesCambridge IGCSE: CHEMISTRY 0620/33Tshegofatso SaliNo ratings yet
- Operation Refilling and Maintenance Manual: Hatsuta Seisakusho Co. LTDDocument7 pagesOperation Refilling and Maintenance Manual: Hatsuta Seisakusho Co. LTDNego1975No ratings yet
- SUS316 Compression Fitting SafetyDocument7 pagesSUS316 Compression Fitting SafetysunanNo ratings yet
- Classification of Elements and Periodicity in Properties (@Document20 pagesClassification of Elements and Periodicity in Properties (@LONE WOLFNo ratings yet
- Biodegradable Therapeutic Mofs For The Delivery of Bioactive MoleculesDocument4 pagesBiodegradable Therapeutic Mofs For The Delivery of Bioactive MoleculesJavier NeriNo ratings yet