You might also like
- Effect of tool tilt on AA2014 lap joint strengthDocument13 pagesEffect of tool tilt on AA2014 lap joint strengthomerNo ratings yet
- Experimental Studies On Optimized Mechanical Properties While Dissimilar Joining AA6061 and AA5010 in A Friction Stir Welding ProcessDocument16 pagesExperimental Studies On Optimized Mechanical Properties While Dissimilar Joining AA6061 and AA5010 in A Friction Stir Welding ProcessRaul VelascoNo ratings yet
- 39IJMPERDAPR201939Document8 pages39IJMPERDAPR201939TJPRC PublicationsNo ratings yet
- Effect of Rotational Speed On Mechanical, Microstructure, and Residual Stress Behaviour of AA6061-T6 Alloy Joints Through Friction Stir WeldingDocument16 pagesEffect of Rotational Speed On Mechanical, Microstructure, and Residual Stress Behaviour of AA6061-T6 Alloy Joints Through Friction Stir WeldingVinyas MaheshNo ratings yet
- Investigations Into FSW Joints of Dissimilar Aluminum Alloys - ScienceDirectDocument6 pagesInvestigations Into FSW Joints of Dissimilar Aluminum Alloys - ScienceDirectpicul 08No ratings yet
- Friction Stir Welding PaperDocument22 pagesFriction Stir Welding PaperVishalNaranjeNo ratings yet
- LBW OptimizationDocument11 pagesLBW Optimizationfathi.alfazaniNo ratings yet
- Materials Today: Proceedings: B. Elumalai, U. Omsakthivel, G. Yuvaraj, K. Giridharan, M.S. VijayanandDocument5 pagesMaterials Today: Proceedings: B. Elumalai, U. Omsakthivel, G. Yuvaraj, K. Giridharan, M.S. VijayanandYuvaraj RajuNo ratings yet
- Analysis of Distortion, Corrosion and Mechanical Properties of Welded ASTM A36 Steel U-Type ProfilesDocument8 pagesAnalysis of Distortion, Corrosion and Mechanical Properties of Welded ASTM A36 Steel U-Type ProfilesIJAERS JOURNALNo ratings yet
- Aeletters 2023 8 2 3Document10 pagesAeletters 2023 8 2 3miskoscribdNo ratings yet
- 2019 June IJRARDocument8 pages2019 June IJRARtarasasankaNo ratings yet
- 10.1016@j.matpr.2020.02.166 AA6061 and AA5052Document5 pages10.1016@j.matpr.2020.02.166 AA6061 and AA5052V.v. TaguisNo ratings yet
- Heat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061Document6 pagesHeat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061V.v. TaguisNo ratings yet
- ÖDEV materials-12-01108Document16 pagesÖDEV materials-12-01108Serkan APAYNo ratings yet
- Experimental Analysis of Mech Properties of Aluminum AlloysDocument7 pagesExperimental Analysis of Mech Properties of Aluminum AlloysPablo AlcázarNo ratings yet
- 125 Ijmperdfeb2018125Document10 pages125 Ijmperdfeb2018125TJPRC PublicationsNo ratings yet
- Vijaya Ramnath 2018 IOP Conf. Ser. Mater. Sci. Eng. 390 012103 PDFDocument7 pagesVijaya Ramnath 2018 IOP Conf. Ser. Mater. Sci. Eng. 390 012103 PDFMangesh LingampalleNo ratings yet
- VideoDocument27 pagesVideoAsk ArtNo ratings yet
- Effect Variations and Types of Smaw Welding ElectrDocument7 pagesEffect Variations and Types of Smaw Welding Electrsarim ALINo ratings yet
- Tensile-Shear Fracture Behavior Prediction of High-Strength Steel Laser Overlap WeldsDocument15 pagesTensile-Shear Fracture Behavior Prediction of High-Strength Steel Laser Overlap WeldsJavier oNo ratings yet
- Sudhakar Indupuri, Barat Kaustav, Venkateswarlu KarodiDocument6 pagesSudhakar Indupuri, Barat Kaustav, Venkateswarlu KarodivarunchebroluNo ratings yet
- Metals: Weldability and Monitoring of Resistance Spot Welding of Q&P and TRIP SteelsDocument15 pagesMetals: Weldability and Monitoring of Resistance Spot Welding of Q&P and TRIP SteelsrocktallicaNo ratings yet
- Experimental Investigation of Resistance Spot Welding of Duplex Stainless SteelDocument5 pagesExperimental Investigation of Resistance Spot Welding of Duplex Stainless SteelM.SoundarrajanNo ratings yet
- Spot Welding of 6061 Aluminum Alloy by Friction Stir Spot Welding ProcessDocument4 pagesSpot Welding of 6061 Aluminum Alloy by Friction Stir Spot Welding Processosama1928No ratings yet
- A Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperDocument7 pagesA Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- e17504d2-4c68-4542-ada1-09fa1793b6b3Document13 pagese17504d2-4c68-4542-ada1-09fa1793b6b3senthil muruganNo ratings yet
- A Review of Friction Stirs WeldingDocument6 pagesA Review of Friction Stirs WeldingEditor IJTSRDNo ratings yet
- Mechanical and Microstructural Characterization of Friction Stir Welded Al-Si-Mg AlloyDocument6 pagesMechanical and Microstructural Characterization of Friction Stir Welded Al-Si-Mg AlloySayyid RidhoNo ratings yet
- Optimize FSW AA2024 and AA6061Document5 pagesOptimize FSW AA2024 and AA6061V.v. TaguisNo ratings yet
- Effect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsDocument11 pagesEffect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsRaul VelascoNo ratings yet
- Acta 2018 2 13Document5 pagesActa 2018 2 13kamal touilebNo ratings yet
- Parametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodDocument11 pagesParametric Optimization of MIG Welding On 316L Austenitic Stainless Steel by Grey-Based Taguchi MethodNarendra KalerNo ratings yet
- Experimental Investigation On The Effects of ProceDocument17 pagesExperimental Investigation On The Effects of ProceHussain AlsaadyNo ratings yet
- metals-09-00384 (1)Document16 pagesmetals-09-00384 (1)imran rominNo ratings yet
- S Kumar, 2051Document7 pagesS Kumar, 2051Sam AlalimiNo ratings yet
- Friction Stir Welding Process Parameters Significance and Impact On Metal Matrix Composites Joints: A Brief ReviewDocument12 pagesFriction Stir Welding Process Parameters Significance and Impact On Metal Matrix Composites Joints: A Brief ReviewPerumalla Janaki RamuluNo ratings yet
- Prediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDocument16 pagesPrediction of Mechanical Properties As A Function of Welding Variables in Robotic Gas Metal Arc Welding of Duplex Stainless Steels Saf 2205 Welds Through Artificial Neural NetworksDhruv PatelNo ratings yet
- Shehabeldeen Et Al. - 2020 - A Novel Method For Predicting Tensile Strength of Friction Stir Welded AA6061 Aluminium Alloy Joints BasedDocument12 pagesShehabeldeen Et Al. - 2020 - A Novel Method For Predicting Tensile Strength of Friction Stir Welded AA6061 Aluminium Alloy Joints BasedMorteza AtaeiNo ratings yet
- Investigation On Mechanical Properties of Welded Aluminium Joints of AA 8011 Using Friction Stir WeldingDocument7 pagesInvestigation On Mechanical Properties of Welded Aluminium Joints of AA 8011 Using Friction Stir WeldingŜħîvěńdra SinghNo ratings yet
- Materials Today: Proceedings: Khalique Ejaz Ahmed, B.M. Nagesh, B.S. Raju, D.N. DrakshayaniDocument12 pagesMaterials Today: Proceedings: Khalique Ejaz Ahmed, B.M. Nagesh, B.S. Raju, D.N. DrakshayaniDavid SanchezNo ratings yet
- 10 11648 J Ajmie 20230801 12Document11 pages10 11648 J Ajmie 20230801 12Elina EsfandiariNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- Gmaw Cladding PDFDocument20 pagesGmaw Cladding PDFMurad AlamNo ratings yet
- Chapter 2Document7 pagesChapter 2Debabrata MondalNo ratings yet
- Effect of Forging On Micro-Hardness of Al7075 Based Al O Reinforced Composites Produced by Stir-CastingDocument12 pagesEffect of Forging On Micro-Hardness of Al7075 Based Al O Reinforced Composites Produced by Stir-CastingPrasanna GubbiNo ratings yet
- A Review On Aluminium Based Metal Matrix Composites by Friction Stir ProcessingDocument22 pagesA Review On Aluminium Based Metal Matrix Composites by Friction Stir ProcessingGona sunil kumar reddyNo ratings yet
- Fabrication and Characterization of Weldments AISI 304 and AISI 316 Used in Industrial ApplicationsDocument7 pagesFabrication and Characterization of Weldments AISI 304 and AISI 316 Used in Industrial ApplicationsCecy GonzálezNo ratings yet
- Optimization of Friction Stir Welding Parameters To Improve The Mechanical Properties of Dissimilar Aa2024 and Aa6061 Aluminium AlloysDocument8 pagesOptimization of Friction Stir Welding Parameters To Improve The Mechanical Properties of Dissimilar Aa2024 and Aa6061 Aluminium AlloysTJPRC PublicationsNo ratings yet
- PARAM - Microstructural and Mechanical Characterisation of Laser-WeldedDocument12 pagesPARAM - Microstructural and Mechanical Characterisation of Laser-Weldedannal65No ratings yet
- Ayyappa 37 ReferenceDocument9 pagesAyyappa 37 ReferenceayyappaNo ratings yet
- Ex JoDocument23 pagesEx JoLEB08 MATHAVAN RNo ratings yet
- Effect of Forge Force On Mechanical Properties of Dissimilar Metal Friction Welds of Stainless Steel and Low Carbon SteelDocument7 pagesEffect of Forge Force On Mechanical Properties of Dissimilar Metal Friction Welds of Stainless Steel and Low Carbon SteelIAEME PublicationNo ratings yet
- Gas Metal Arc Welding of Dissimilar AHSS SheetsDocument7 pagesGas Metal Arc Welding of Dissimilar AHSS SheetsJose JuanNo ratings yet
- Previous Paper - EditedDocument7 pagesPrevious Paper - EditedNaveen KumarNo ratings yet
- Journal Brazil 2022Document16 pagesJournal Brazil 2022lethao2011No ratings yet
- 1 s2.0 S2214785319343834 Main PDFDocument6 pages1 s2.0 S2214785319343834 Main PDFJohnny VillarroelNo ratings yet
- Friction Stir Welding JournalDocument11 pagesFriction Stir Welding JournalSahil JaggiNo ratings yet
- Review Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodDocument8 pagesReview Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodIJRASETPublicationsNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Dual SiC Particle Reinforced A357 Composites PropertiesDocument32 pagesDual SiC Particle Reinforced A357 Composites PropertiesDHARMADURAI.P MEC-AP/AERONo ratings yet
- Experimental Investigation On Mechanical Behaviour and Wear Parameters of Tic and Graphite Reinforced Aluminium Hybrid CompositesDocument8 pagesExperimental Investigation On Mechanical Behaviour and Wear Parameters of Tic and Graphite Reinforced Aluminium Hybrid CompositesDHARMADURAI.P MEC-AP/AERONo ratings yet
- CompositeDocument8 pagesCompositebahmanNo ratings yet
- Tensile and Wear Properties of Aluminum Composites: CommunicationDocument5 pagesTensile and Wear Properties of Aluminum Composites: CommunicationDHARMADURAI.P MEC-AP/AERONo ratings yet
- ME 8692 FEA - WatermarkDocument126 pagesME 8692 FEA - WatermarkDHARMADURAI.P MEC-AP/AERONo ratings yet
- Unit - Ii One Dimensional Problems Part - ADocument29 pagesUnit - Ii One Dimensional Problems Part - ADHARMADURAI.P MEC-AP/AERONo ratings yet
- Me6603 NotesDocument124 pagesMe6603 NotesDHARMADURAI.P MEC-AP/AERONo ratings yet
- Microstructure of Steels and Cast IronDocument14 pagesMicrostructure of Steels and Cast IronPraicy Ann josephNo ratings yet
- Mar 23 AvlDocument1 pageMar 23 AvlBala KrishnanNo ratings yet
- BCS - SS-CRM 475Document2 pagesBCS - SS-CRM 475mangalamtestingbureaNo ratings yet
- Test 2 Sesi 2 2021 2022 Djj30113 SoalanDocument3 pagesTest 2 Sesi 2 2021 2022 Djj30113 SoalanMet PeterjackNo ratings yet
- Welded Connections in High Strength SteelsDocument11 pagesWelded Connections in High Strength SteelsAli KhalafNo ratings yet
- Metal Power 2023Document12 pagesMetal Power 2023Saravana VelNo ratings yet
- A03 Material PropertiesDocument31 pagesA03 Material PropertiesNiraj BhaktwartiNo ratings yet
- 08A - Pipes Nominal Wall Thickness A4Document1 page08A - Pipes Nominal Wall Thickness A4umairasimpk100% (1)
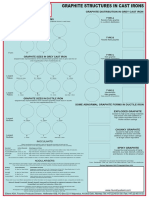
- Graphite Structures in Cast Irons ELKEMDocument1 pageGraphite Structures in Cast Irons ELKEMVishal NangareNo ratings yet
- Nakron - Stud - K16SD - Conectores NelsonDocument40 pagesNakron - Stud - K16SD - Conectores NelsonRui ConceiçãoNo ratings yet
- Euro Steel ASTM A312 Pipe DimensionsDocument2 pagesEuro Steel ASTM A312 Pipe DimensionsEnrico FermiNo ratings yet
- Technical Template GritBlastingDocument2 pagesTechnical Template GritBlastingkumarkk1969No ratings yet
- Abstract of ASTM A574M 1997Document7 pagesAbstract of ASTM A574M 1997Jesse ChenNo ratings yet
- TMT Boron CoatingDocument6 pagesTMT Boron Coatingcvolkan1100% (2)
- Is 1570 2 1 1979Document23 pagesIs 1570 2 1 1979harshal161987No ratings yet
- DaNews-DaNews 185Document148 pagesDaNews-DaNews 185JohnNo ratings yet
- International StandardDocument7 pagesInternational StandardManasa SgrNo ratings yet
- K To 12 Basic Education Curriculum (Final)Document9 pagesK To 12 Basic Education Curriculum (Final)Lyn VallesNo ratings yet
- Presentation On Grinding Media - Mumbai PDFDocument27 pagesPresentation On Grinding Media - Mumbai PDFRamoutar (Ken) Seecharran67% (3)
- Hycell Xact ElemtöltőDocument44 pagesHycell Xact ElemtöltőRetiehNo ratings yet
- Cuni3Si: Uns:C70250, C70320 En:Cw112CDocument14 pagesCuni3Si: Uns:C70250, C70320 En:Cw112CandrecbarbosaNo ratings yet
- PengantarDocument7 pagesPengantarLazuardi Akmal IslamiNo ratings yet
- Jet-Lube Z-50 and Z-60 Tool Joint Compound PDFDocument1 pageJet-Lube Z-50 and Z-60 Tool Joint Compound PDFDon HowardNo ratings yet
- Mett-Bio Provides Metallurgical Testing and Consulting ServicesDocument8 pagesMett-Bio Provides Metallurgical Testing and Consulting ServicesMettBioNo ratings yet
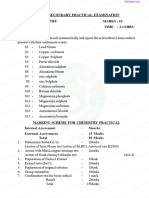
- 11th Chemistry Practical Question Paper English MediumDocument1 page11th Chemistry Practical Question Paper English Mediumayanas2626No ratings yet
- Welding Procedure Specification: (As Per Asme Sec Ix)Document1 pageWelding Procedure Specification: (As Per Asme Sec Ix)Himanshu SinghNo ratings yet
- Troubleshooting welding defects guideDocument2 pagesTroubleshooting welding defects guideAAISATNo ratings yet
- Screen OptionsDocument2 pagesScreen Optionsaraz_1985No ratings yet
- Metal Scrap ListDocument2 pagesMetal Scrap Listbirdseye760100% (1)
- A Shape-Memory Effect Alloy With Novel ApplicationsDocument2 pagesA Shape-Memory Effect Alloy With Novel Applicationsswaminathan G.No ratings yet