You might also like
- Orange Rocker 15 ManualDocument4 pagesOrange Rocker 15 ManualWilliam E WoodcockNo ratings yet
- Exmark ManualDocument24 pagesExmark ManualMike NovakNo ratings yet
- ASME NM 1 2018 Thermoplastic Piping Systems PDFDocument146 pagesASME NM 1 2018 Thermoplastic Piping Systems PDFharshad67% (3)
- ASME B1.16 - B1.16M - 1984 (Reaffirmed 2006) PDFDocument184 pagesASME B1.16 - B1.16M - 1984 (Reaffirmed 2006) PDFKristin Jones100% (1)
- Annular Dissassembly ExtractDocument2 pagesAnnular Dissassembly ExtractAshraf GabrNo ratings yet
- Aprilia Shiver Service Manual 2007Document351 pagesAprilia Shiver Service Manual 2007suvari77100% (1)
- 07Document133 pages07ROboii FavelaNo ratings yet
- Ifb Ac ManualDocument46 pagesIfb Ac ManualVinoth Kumar Peethambaram50% (2)
- 245 DI Orchard Part Catalogue103 PDFDocument93 pages245 DI Orchard Part Catalogue103 PDFSamsher Ali100% (1)
- 1TGC902030B0202 - MNS System Guide Layout PDFDocument34 pages1TGC902030B0202 - MNS System Guide Layout PDFHujiLoko100% (1)
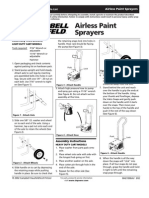
- Airless Owners ManualDocument12 pagesAirless Owners ManualJorge GomezNo ratings yet
- A 1308098 Es-A2245z2-1 Um 120l9he Hisense 2022.12.16 - MSDocument409 pagesA 1308098 Es-A2245z2-1 Um 120l9he Hisense 2022.12.16 - MS高涛No ratings yet
- Mini Hi-Fi System: Owner'S ManualDocument35 pagesMini Hi-Fi System: Owner'S ManualjeronNo ratings yet
- Igroove SXT International Rev 2Document48 pagesIgroove SXT International Rev 2mckie33No ratings yet
- Orange Rocker Manual 1 PDF 1Document4 pagesOrange Rocker Manual 1 PDF 1JimNo ratings yet
- Orange Brent Hinds Terror Manual 1Document4 pagesOrange Brent Hinds Terror Manual 1J.R. RiversNo ratings yet
- SW-10 User ManualDocument21 pagesSW-10 User ManualSaul Bancks MendozaNo ratings yet
- LG PH1 Owner ManualDocument18 pagesLG PH1 Owner Manualadroidtivi178No ratings yet
- AG-AC130P: Operating InstructionsDocument38 pagesAG-AC130P: Operating InstructionsvatasaNo ratings yet
- Full Manual: HW-Q950ADocument74 pagesFull Manual: HW-Q950AAlex FooNo ratings yet
- Klima DaljinskoDocument53 pagesKlima DaljinskostarostrugaNo ratings yet
- Manual TV LED Chico PDFDocument105 pagesManual TV LED Chico PDFsagz3000No ratings yet
- DRH Digital Video Recorder User ManualDocument80 pagesDRH Digital Video Recorder User ManualFernandoNo ratings yet
- LE-30CTN Tension Controller of Mitsubishi (Conforming To CE Marking) INSTRUCTION MANUALDocument64 pagesLE-30CTN Tension Controller of Mitsubishi (Conforming To CE Marking) INSTRUCTION MANUALkürşad ersagunNo ratings yet
- User Instructions 6000CDT: RepeatDocument12 pagesUser Instructions 6000CDT: RepeatAlan LiddleNo ratings yet
- Nuclear power welding safetyDocument8 pagesNuclear power welding safetyPiyush SinghNo ratings yet
- AK-UC3000G AK-UC3000GS: Operating InstructionsDocument111 pagesAK-UC3000G AK-UC3000GS: Operating InstructionsMike Rabelo de CastroNo ratings yet
- JBL Sub 136Document12 pagesJBL Sub 136eliu.tec.iotNo ratings yet
- Power Supply NGMO1 and Power Supply NGMO2: Operating ManualDocument84 pagesPower Supply NGMO1 and Power Supply NGMO2: Operating ManualSebastian JoehnkNo ratings yet
- LE-40MTA-E Tension Controller Instruction ManualDocument54 pagesLE-40MTA-E Tension Controller Instruction ManualGabriel MassiminoNo ratings yet
- User Guide Instruction Book All 2059586315Document96 pagesUser Guide Instruction Book All 2059586315Budhi HermawanNo ratings yet
- TCL Air Conditioner User ManualDocument37 pagesTCL Air Conditioner User ManualLevi M. VillanuevaNo ratings yet
- Power Supply NGMO1 and Power Supply NGMO2: Service ManualDocument76 pagesPower Supply NGMO1 and Power Supply NGMO2: Service ManualSebastian JoehnkNo ratings yet
- Streaming Blu-Ray Disc™ / DVD Player: Owner'S ManualDocument62 pagesStreaming Blu-Ray Disc™ / DVD Player: Owner'S ManualbenerandoNo ratings yet
- Infiniti TSS450 Subwoofer and Satelite Speakers SystemDocument12 pagesInfiniti TSS450 Subwoofer and Satelite Speakers SystemtommylawNo ratings yet
- Sony CameraDocument172 pagesSony CameraSpeedyKazamaNo ratings yet
- Barra de Sonido Panasonic Model No. SC-HTB170Document36 pagesBarra de Sonido Panasonic Model No. SC-HTB170Rafael CarcelénNo ratings yet
- Avr 154Document60 pagesAvr 154daniel huntsmanNo ratings yet
- Powerstage 200 ManualDocument8 pagesPowerstage 200 ManualDiego Souza BarbosaNo ratings yet
- Cm4360-Fb Ausallk Eng 0217Document35 pagesCm4360-Fb Ausallk Eng 0217Anonymous NuliEm8k0No ratings yet
- Micro Hi-Fi Audio: Owner'S ManualDocument33 pagesMicro Hi-Fi Audio: Owner'S ManualFilipe GiesteiraNo ratings yet
- Explorer 8300HD Digital Video Recorder: Connecting TheDocument28 pagesExplorer 8300HD Digital Video Recorder: Connecting TheLogan PerryNo ratings yet
- SH7.DMYSLLK - Simple Manual - ENG - MFL68899997 PDFDocument24 pagesSH7.DMYSLLK - Simple Manual - ENG - MFL68899997 PDFOrlando MontoyaNo ratings yet
- Ag Hpx250pen (VQT3T24 4) - eDocument36 pagesAg Hpx250pen (VQT3T24 4) - efabricioInatelNo ratings yet
- Instruction Manual: IHT3807DTDocument12 pagesInstruction Manual: IHT3807DTJake GaustadNo ratings yet
- Manual AkiyamaDocument11 pagesManual Akiyamape6mo100% (1)
- Ag Cx350p.pj - En.ed - An.px (Dvqp1830za) eDocument201 pagesAg Cx350p.pj - En.ed - An.px (Dvqp1830za) eAlfonso RamiroNo ratings yet
- Ubk80-N.dusallk Web Eng PDFDocument56 pagesUbk80-N.dusallk Web Eng PDFAde GokeNo ratings yet
- LTC 8770 Series: EN Relay UnitsDocument16 pagesLTC 8770 Series: EN Relay UnitsNarcis PatrascuNo ratings yet
- Onkyo TX-SR700Document80 pagesOnkyo TX-SR700chuckystarNo ratings yet
- Wireless Sound Bar: Owner'S ManualDocument41 pagesWireless Sound Bar: Owner'S ManualSebastian NarvaezNo ratings yet
- Mitsubishi Inverter Instruction ManualDocument1 pageMitsubishi Inverter Instruction ManualAmit PaulNo ratings yet
- Integrated Amplifier Amplificateur Intégré Integrierter Verstärker Geïntegreerde VersterkerDocument17 pagesIntegrated Amplifier Amplificateur Intégré Integrierter Verstärker Geïntegreerde VersterkerElla MariaNo ratings yet
- Dh6430p-d0 BGBRLLK Eng 5925Document50 pagesDh6430p-d0 BGBRLLK Eng 5925florin_probe-1No ratings yet
- Idis Va Box DV 1104 Manual EngDocument27 pagesIdis Va Box DV 1104 Manual EngRidwan OnoNo ratings yet
- TX-DS898: Instruction ManualDocument72 pagesTX-DS898: Instruction ManualLarry ConnorNo ratings yet
- Echosounder Printer Manual Furuno Pp-505Document20 pagesEchosounder Printer Manual Furuno Pp-505Roman BorysovNo ratings yet
- Manual Joystick EudoxDocument56 pagesManual Joystick EudoxOskar GarciaNo ratings yet
- M51ax J6 - UM ENG AdaDocument48 pagesM51ax J6 - UM ENG AdaManuel Alejandro RodriguezNo ratings yet
- Section 1 Safety Precautions - Read Before Using: 1-1. Symbol UsageDocument4 pagesSection 1 Safety Precautions - Read Before Using: 1-1. Symbol UsageEnriquinoNo ratings yet
- Door Camera DRC-4FC/4FBDocument14 pagesDoor Camera DRC-4FC/4FBEdgar VigoNo ratings yet
- RSP 1068 Om en FR SPDocument106 pagesRSP 1068 Om en FR SPGundala PetirNo ratings yet
- MDocument84 pagesMheyNo ratings yet
- Kat SP ManualDocument10 pagesKat SP ManualJosué Guillermo Olvera ConstanteNo ratings yet
- m300 PDFDocument34 pagesm300 PDFCamtorNo ratings yet
- 2 Way Stereo Crossover Owners ManualDocument12 pages2 Way Stereo Crossover Owners ManualДемец ВиталийNo ratings yet
- Plasma TV: Owner'S ManualDocument89 pagesPlasma TV: Owner'S ManualJorge Luis Pantoja HoyosNo ratings yet
- HST 300 Manual USB 2.0Document20 pagesHST 300 Manual USB 2.0DavidNo ratings yet
- DL6 2023-01-25 at 09-43-20 Joint 7.dl6Document2 pagesDL6 2023-01-25 at 09-43-20 Joint 7.dl6DavidNo ratings yet
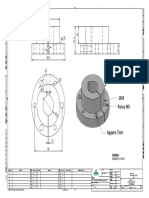
- Plano Acople Blower1Document1 pagePlano Acople Blower1DavidNo ratings yet
- Certificado de Calidad Brida Anillo GhasDocument1 pageCertificado de Calidad Brida Anillo GhasJKarlos Barrientos ÑufloNo ratings yet
- CamScanner App Scans PDFs QuicklyDocument3 pagesCamScanner App Scans PDFs QuicklyDavidNo ratings yet
- Ter 1963Document2 pagesTer 1963DavidNo ratings yet
- Brochure Print 1Document12 pagesBrochure Print 1Rahul TalkeNo ratings yet
- PROFORMA TITLEDocument7 pagesPROFORMA TITLEkartik sharmaNo ratings yet
- SKRR EngineDocument3 pagesSKRR Enginesacomani_123No ratings yet
- Basic Structural DesignDocument13 pagesBasic Structural DesignPraveenkumar ShanmugamNo ratings yet
- Elaflex Rubber Bellows: Safety Notes InstallationDocument2 pagesElaflex Rubber Bellows: Safety Notes Installationdima65No ratings yet
- Steelwise Strength and EngagementDocument3 pagesSteelwise Strength and EngagementGiri DharanNo ratings yet
- Installation GuideDocument2 pagesInstallation GuideDietrichiasNo ratings yet
- Hydratight Om-Rsl 0706Document33 pagesHydratight Om-Rsl 0706Delmer SalesNo ratings yet
- Project Profile Fastners 1Document3 pagesProject Profile Fastners 1RaviNo ratings yet
- ICC ESR 4266 KB TZ2 Expansion Anchor Concrete ApprovalDocument16 pagesICC ESR 4266 KB TZ2 Expansion Anchor Concrete Approvalעמי עמרניNo ratings yet
- EN AuV Couplers Manual 2012Document17 pagesEN AuV Couplers Manual 2012ArdamitNo ratings yet
- ARB 3438100 Fitting PDFDocument7 pagesARB 3438100 Fitting PDFAlexsander MeloNo ratings yet
- Annex V: Boq - Construction of Two Seed Storages in Baa'j DistrictDocument4 pagesAnnex V: Boq - Construction of Two Seed Storages in Baa'j DistrictYounis IsmailNo ratings yet
- 18-Dynasys Servicemanual Revs 2Document32 pages18-Dynasys Servicemanual Revs 2SouthUnion DieselNo ratings yet
- Machine Design-1 Qpaper Nit Raipur Mech 5th SemDocument20 pagesMachine Design-1 Qpaper Nit Raipur Mech 5th SemShashi Bhushan PatelNo ratings yet
- Piping Material Specification for Sohrab Well Head No.1 Flow LineDocument19 pagesPiping Material Specification for Sohrab Well Head No.1 Flow Lineamini_mohiNo ratings yet
- Bill of Quantity-Earth Filling, Bindki, Fatehpur.Document24 pagesBill of Quantity-Earth Filling, Bindki, Fatehpur.Sandeep Kumar SinghNo ratings yet
- 4strokef250 PDFDocument81 pages4strokef250 PDFAntonio Jose PlanellsNo ratings yet
- Appendix2 Hand Tools Final - Wartsila 16/20V34SGDocument2 pagesAppendix2 Hand Tools Final - Wartsila 16/20V34SGudelmark100% (1)
- Elements of Machine Design (Emd-22564) Question Bank (Second Test) Course:-ME5I Questions For 3 MarksDocument4 pagesElements of Machine Design (Emd-22564) Question Bank (Second Test) Course:-ME5I Questions For 3 MarksS VNo ratings yet
- Chapter Two Power Screw Theory and CalculationsDocument5 pagesChapter Two Power Screw Theory and Calculationsgeorge chirumeNo ratings yet
- Bco 3.2 Advanced Steel DesignDocument83 pagesBco 3.2 Advanced Steel DesignsatydevsinghnegiNo ratings yet